A Sheffield Hallam University Thesis
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Use a Hacksaw Inch Blade
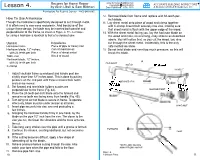
Recipes for Home Repair www.AccurateBuilding.com Lesson 4. Copyright 2004-2005 ACCURATE BUILDING INSPECTORS by Alvin Ubell & Sam Bittman Date Published: 1974, 1976 A Division of Ubell Enterprises, Inc. Permissions For Reprints Contact: 1-800-640-8285 12. Remove blade from frame and replace with 32-teeth-per- How To Use A Hacksaw inch blade. Though the hacksaw is specifically designed to cut through metal, 13. Lay sheet metal onto piece of wood and clamp together it is often used to saw wood and plastic. And because of the with C-clamp. Insert both securely into vise, making sure unique frame design, the blade may be inserted both parallel and that sheet metal is flush with the upper edge of the wood. perpendicular to the frame, as shown in Figure 4. The technique 14. With the sheet metal facing you, lay the hacksaw blade on for using a hacksaw is identical to that of a crosscut saw. the wood and make several long, easy strokes as described above. You will notice that, as you cut the wood, you also Utensils Ingredients cut through the sheet metal. Incidentally, this is the only Hacksaw frame Piece of pipe or heavy iron safe method we know. Hacksaw blade, 12" inches, Can of machine oil 15. Do not twist blade and exert too much pressure, as this will with 24 teeth per inch Piece of sheet metal break the blade. Table vise Block of wood Hacksaw blade, 12" inches, A with 32 teeth per inch END POST C-clamp NOTCH HANDLE 1. Adjust hacksaw frame so end post and handle post are slightly more than 12" inches apart. -

Hand Tools & Accessories
HAND TOOLS & ACCESSORIES CUSHION GRIP HACKSAW FRAMES HIGH TENSION HACKSAW FRAMES • Unique cushioned rubber grip reduces • Quick changing blades slippage for better control and comfort • Adjustable crank handle for tension • Rugged, sturdy frame built for up to 30,000 PSI torque and professional tool users micro-adjustment • High tension technology for • Spare blades can be tightening the blade to 30,000 PSI stored inside frame • Blade can be positioned • Blade can be positioned for 45° or 90° cutting for 45° or 90° cutting • Patended quick • End of frame can be used change blade design as a jab saw Model No. TJ246 Model No. TJ557 Mfg. No. 80965 Mfg. No. 80956 Price/Each $ Price/Each $ HEAVY-DUTY HACKSAW FRAMES ECONOMY HACKSAW FRAMES • High impact, contoured handle • Adjustable from 10"/250 mm • Adjust to 10" or 12" to 12"/300 mm • 45° blade adjustment • Cuts to 2.75"/70 mm in depth Model No. TBH296 • For DIY and home use Mfg. No. 80952 Model No. TJ251 Price/Each $ Mfg. No. 80950 Price/Each $ GENERAL PURPOSE HACKSAWS • Blade Length: 12" HACKSAW FRAMES • Handle Type: Plain • Instantly adjustable for 10"/250 mm • Overall Dimensions: 17-5/16" L x 5-1/8" H to 12"/300 mm blades • Depth of Bow: 4" H • Adjusts 90° for vertical • Tensile Strength: 8000 PSI or horizontal cuts • Strong aluminum die-cast handle Model No. VU145 provides comfort and control Mfg. No. 80951 • Guarded grip design protects Price/Each $ knuckles from grazing Model No. TYW991 Price/Each $ HIGH TENSION HACKSAW FRAMES LITTLE-NIC® UTILITY HACKSAWS • Professional quality high tension frame provides • Ergonomic cushioned handle easy to use an efficient adjustment lever • Gets into small places • Rubber handle and thumb hold provides • Overall length 10"/250 mm, an ergonomic grip (EAM042) • Uses any standard size hacksaw blade • 4 angled mounting pins allow for both straight and angle cutting, Model No. -

Portable Machine Tools Safety Precautions
TC 9-524 Chapter 3 PORTABLE MACHINE TOOLS The portable machine tools identified and described in this Portable machine tools are powered by self-contained chapter are intended for use by maintenance personnel in a electric motors or compressed air (pneumatic) from an outside shop or field environment. These lightweight, transportable source. They are classified as either cutting took (straight and machine tools, can quickly and easily be moved to the angle hand drills, metal sawing machines, and metal cutting workplace to accomplish machining operations. The accuracy shears) or finishing tools (sanders, grinders, and polishers). of work performed by portable machine tools is dependent upon the user’s skill and experience. SAFETY PRECAUTIONS GENERAL Portable machine tools require special safety precautions Remove chuck keys from drills prior to use. while being used. These are in addition to those safety precautions described in Chapter 1. Hold tools firmly and maintain good balance. Secure the work in a holding device, not in your PNEUMATIC AND ELECTRIC TOOL hands. SAFETY Wear eye protection while operating these Here are some safety precautions to follow: machines. Never use electric equipment (such as drills, Ensure that all lock buttons or switches are off sanders, and saws) in wet or damp conditions. before plugging the machine tool into the power source. Properly ground all electric tools prior to use. Never leave a portable pneumatic hammer with a Do not use electric tools near flammable liquids or chisel, star drill, rivet set, or other tool in its nozzle. gases. ELECTRIC EXTENSION CORDS Inspect all pneumatic hose lines and connections prior to use. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

Boilermaking Manual. INSTITUTION British Columbia Dept
DOCUMENT RESUME ED 246 301 CE 039 364 TITLE Boilermaking Manual. INSTITUTION British Columbia Dept. of Education, Victoria. REPORT NO ISBN-0-7718-8254-8. PUB DATE [82] NOTE 381p.; Developed in cooperation with the 1pprenticeship Training Programs Branch, Ministry of Labour. Photographs may not reproduce well. AVAILABLE FROMPublication Services Branch, Ministry of Education, 878 Viewfield Road, Victoria, BC V9A 4V1 ($10.00). PUB TYPE Guides Classroom Use - Materials (For Learner) (OW EARS PRICE MFOI Plus Postage. PC Not Available from EARS. DESCRIPTORS Apprenticeships; Blue Collar Occupations; Blueprints; *Construction (Process); Construction Materials; Drafting; Foreign Countries; Hand Tools; Industrial Personnel; *Industrial Training; Inplant Programs; Machine Tools; Mathematical Applications; *Mechanical Skills; Metal Industry; Metals; Metal Working; *On the Job Training; Postsecondary Education; Power Technology; Quality Control; Safety; *Sheet Metal Work; Skilled Occupations; Skilled Workers; Trade and Industrial Education; Trainees; Welding IDENTIFIERS *Boilermakers; *Boilers; British Columbia ABSTRACT This manual is intended (I) to provide an information resource to supplement the formal training program for boilermaker apprentices; (2) to assist the journeyworker to build on present knowledge to increase expertise and qualify for formal accreditation in the boilermaking trade; and (3) to serve as an on-the-job reference with sound, up-to-date guidelines for all aspects of the trade. The manual is organized into 13 chapters that cover the following topics: safety; boilermaker tools; mathematics; material, blueprint reading and sketching; layout; boilershop fabrication; rigging and erection; welding; quality control and inspection; boilers; dust collection systems; tanks and stacks; and hydro-electric power development. Each chapter contains an introduction and information about the topic, illustrated with charts, line drawings, and photographs. -

Boilermakers Northeast Area Apprentice Committee
BOILERMAKERS NORTHEAST AREA APPRENTICE COMMITTEE STATEMENT OF RULES, REGULATIONS AND POLICIES FOR APPRENTICES revised July 17, 2015 INTRODUCTION Welcome to the Boilermakers Northeast Area Apprentice Program. The Apprentices of today will become the Journeyworkers of tomorrow. The Program is therefore conducted with firmness and in accordance with the National Standards and Rules as set forth by the National Joint Apprenticeship Board. To comply with the Standards and to promote a smoother operating Program, the Northeast Committee sets forth the following Rules and Regulations, which must be observed by each Apprentice in the Program. These polices are subject to revision at anytime. Local Committee Rules, to the extent they conflict with or are inconsistent with these rules, are superseded. If you have any questions about the Apprentice Training Program or these policies, please call (860) 569-8368. D. David Haggerty Chairman of the Northeast Committee I TABLE OF CONTENTS Mission. 1 Job Description of an Apprentice Boilermaker. 1 Regulations. 6 I. Responsibility and Authority. 6 . II. Indenture. 6 . III. Probationary Period. 6 . IV. Academic Performance and Grading. 7 . V. Related Studies – Correspondence School Course. 7 . VI. Attendance- School. 8 . VII. Tardiness and Early Dismissals. 9 . VIII. Work Reports. 9 . IX. Code of Conduct and General Regulations. 10 . a. Conduct in School . 10 . b. Conduct on the Job. 12 . X. Contract/Employer Terminations. 13 . XI. Work Assignments and Lay-offs. 13 . XII. Step-Rate Raises. 13 . XIII. Discipline and Termination. 14 . a. Discipline Procedures. 14 . II XIV. Appeal. 15 . XV. Registered Apprenticeship Complaint Procedures. 16 . Policies. 23 Equal Opportunity Non-Discrimination and Harassment Policy. -

Electroplater
Electroplater GOVERNMENT OF INDIA MINISTRY OF SKILL DEVELOPMENT & ENTREPRENEURSHIP DIRECTORATE GENERAL OF TRAINING COMPETENCY BASED CURRICULUM ELECTROPLATER (Duration: Two Years) CRAFTSMEN TRAINING SCHEME (CTS) NSQF LEVEL- 5 SECTOR – CHEMICALS AND PETROCHEMICALS Electroplater ELECTROPLATER (Engineering Trade) (Revised in 2018) Version: 1.1 CRAFTSMEN TRAINING SCHEME (CTS) NSQF LEVEL- 5 Developed By Ministry of Skill Development and Entrepreneurship Directorate General of Training CENTRAL STAFF TRAINING AND RESEARCH INSTITUTE EN-81, Sector-V, Salt Lake City, Kolkata – 700 091 Electroplater ACKNOWLEDGEMENT The DGT sincerely acknowledges contributions of the Industries, State Directorates, Trade Experts, Domain Experts and all others who contributed in revising the curriculum. Special acknowledgement is extended by DGT to the following expert members who had contributed immensely in this curriculum. List of Expert Members participated/ contributed for finalizing the course curriculum of Electroplater trade held on 20.02.2018 at Vadodara. Name & Designation S No. Organization Remarks Sh/Mr./Ms. 1. Rajendra P. Mehendale, CEO Maheshwari Industries, Vadodara Member Pradeep Sharma, Sr. Polyplastic, Yamuna Nagar, 2. Member Manager (Production) Haryana Yagnesh Joshi, Allied Electronic Corporation, 3. Member Metal Finishing Consultant Vadodara Ajit G. Shah, Gujarat Electroplating Work, 4. Member Proprietor Vadodara Praveen Gautam, Area 5. Atotech India Pvt. Ltd., Gurgaon Member Manager 6. S. A. Pandav, RDD (Trg.) RDD Vadodara Member 7. S. S. Patel, Principal Govt. ITI, Naswadi Member 8. B. S. Patel, Asst. Instructor Govt. Kutir Udyog, Vadodara Member N. Harikrishnan, Sr. 9. Govt. ITI, Attingal, Kerala Expert Instructor 10. Bijender Pal, Instructor Govt. ITI, Yamuna Nagar, Haryana Expert 11. L.K. Mukherjee, DDT CSTARI, Kolkata Member 12. K.V.S. -

AUTOMATIC OPERATED HACKSAW Original Research Paper Mr
VOLUME-7, ISSUE-2, FEBRUARY-2018 • PRINT ISSN No 2277 - 8160 Original Research Paper ENGINEERING AUTOMATIC OPERATED HACKSAW Department of Mechanical Engineering, IIMT College of Engineering, Greater Mr. Naveen Virmani Noida, U. P., India Department of Mechanical Engineering, IIMT College of Engineering, Greater Sachin Kumar Noida, U. P., India Department of Mechanical Engineering, IIMT College of Engineering, Greater Rajkamal Singh Noida, U. P., India Md. Afzal Alam Department of Mechanical Engineering, IIMT College of Engineering, Greater Sidique Noida, U. P., India KEYWORDS : 1. INTRODUCTION: to get the reciprocating motion. The yoke with the iron bars is xed on the display board with the help of c clamp. Now the crank is 1.1 Denition welded to the end of the shaft of the motor. Now the pin on the Hacksaw Machines offered by us are used for metal cutting ranging crank is connected to the yoke. The pin used to connect yoke and from transportable model to giant size machine. Owing to smooth & crank is a bolt. speedy functioning abilities, these hacksaw machines operations spontaneously for aiding the worker in consistently carrying his 2. HACKSAW MACHINE work with ultimate competence. The sewing machine is a machine tool designed to cut material to a desired length or contour. It 2.1 Types of Hacksaw Machine functions by drawing a blade containing cutting teeth through the work piece. The sewing machine is faster and easier than hand (1) Light duty hacksaw machine. sawing and is used principally to produce an accurate square or (2) Hydraulic hacksaw machine. mitered cut on the work piece (3) Power hacksaw machine. -

Metal Cutting
METAL CUTTING 25 HACKSAW BLADES WELDTEC TECHNOLOGY BI-METAL HACKSAW BLADES IRWIN® high-quality hacksaw blades provide improved cutting performance. Their tooth geometry delivers higher resistance against tooth strippage and increases longevity and BI-METAL durability. Leveraging the advantages of CONSTRUCTION WeldTec™ technology, IRWIN® hacksaw blades allow for faster, smoother and less tiring cutting. M2 HIGH SPEED STEEL CUTTING EDGE 10504523 1. WELDTEC TECHNOLOGY Innovative tooth geometry withstands wear and keeps the blade sharp for a long time 2. BI-METAL CONSTRUCTION Prevents blades from shattering and delivers long blade life BI-METAL HACKSAW BLADES ITEM NO. DESCRIPTION EAN MASTER SHELF LP Ex VAT RRP Inc VAT DISC PACK PACK £ / ITEM £ / ITEM CODE 10504523 Bi-Metal Hacksaw Blade 18TPI, 12” / 300mm, 2 pcs. 5706915045239 90 1 5.53 6.64 10504524 Bi-Metal Hacksaw Blade 24TPI, 12” / 300mm, 2 pcs. 5706915045246 90 1 5.53 6.64 10504525 Bi-Metal Hacksaw Blade 32TPI, 12” / 300mm 2 pcs. 5706915045253 90 1 5.53 6.64 10507929 Bi-Metal Hacksaw Blade 3pk (one each 18, 24 & 32TP), 12” / 300mm 5706915079296 150 1 7.52 9.02 10505897 Bi-Metal Hacksaw Blade 18TPI, 12” / 300mm, 10 pcs. 5706915058970 50 1 26.29 31.55 10505898 Bi-Metal Hacksaw Blade 24TPI, 12” / 300mm, 10 pcs. 5706915058987 50 1 26.29 31.55 10505899 Bi-Metal Hacksaw Blade 32TPI, 12” / 300mm, 10 pcs. 5706915058994 50 1 26.29 31.55 IR (HT) 10504520 Bi-Metal Hacksaw Blade 18TPI, 12” / 300mm, 100 pcs. 5706915045208 5 1 281.79 338.15 10504521 Bi-Metal Hacksaw Blade 24TPI, 12” / 300mm, 100 pcs. -

Enghandbook.Pdf
785.392.3017 FAX 785.392.2845 Box 232, Exit 49 G.L. Huyett Expy Minneapolis, KS 67467 ENGINEERING HANDBOOK TECHNICAL INFORMATION STEELMAKING Basic descriptions of making carbon, alloy, stainless, and tool steel p. 4. METALS & ALLOYS Carbon grades, types, and numbering systems; glossary p. 13. Identification factors and composition standards p. 27. CHEMICAL CONTENT This document and the information contained herein is not Quenching, hardening, and other thermal modifications p. 30. HEAT TREATMENT a design standard, design guide or otherwise, but is here TESTING THE HARDNESS OF METALS Types and comparisons; glossary p. 34. solely for the convenience of our customers. For more Comparisons of ductility, stresses; glossary p.41. design assistance MECHANICAL PROPERTIES OF METAL contact our plant or consult the Machinery G.L. Huyett’s distinct capabilities; glossary p. 53. Handbook, published MANUFACTURING PROCESSES by Industrial Press Inc., New York. COATING, PLATING & THE COLORING OF METALS Finishes p. 81. CONVERSION CHARTS Imperial and metric p. 84. 1 TABLE OF CONTENTS Introduction 3 Steelmaking 4 Metals and Alloys 13 Designations for Chemical Content 27 Designations for Heat Treatment 30 Testing the Hardness of Metals 34 Mechanical Properties of Metal 41 Manufacturing Processes 53 Manufacturing Glossary 57 Conversion Coating, Plating, and the Coloring of Metals 81 Conversion Charts 84 Links and Related Sites 89 Index 90 Box 232 • Exit 49 G.L. Huyett Expressway • Minneapolis, Kansas 67467 785-392-3017 • Fax 785-392-2845 • [email protected] • www.huyett.com INTRODUCTION & ACKNOWLEDGMENTS This document was created based on research and experience of Huyett staff. Invaluable technical information, including statistical data contained in the tables, is from the 26th Edition Machinery Handbook, copyrighted and published in 2000 by Industrial Press, Inc. -
Boilermaker Red Seal Occupational Standard
Boilermaker 2016 RED SEAL OCCUPATIONAL STANDARD BOILERMAKER You can download this publication by going online: publicentre.esdc.gc.ca This document is available on demand in multiple formats by contacting 1 800 O-Canada (1-800-622-6232), teletypewriter (TTY), 1-800-926-9105. © Her Majesty the Queen in right of Canada, 2016 [email protected] PDF Cat. No.: Em15-3/8-2017E-PDF ISBN: 978-0-660-07687-4 ESDC Cat. No. : LM-336-06-16E FOREWORD The Canadian Council of Directors of Apprenticeship (CCDA) recognizes this Red Seal Occupational Standard (RSOS) as the Red Seal standard for the Boilermaker trade. Background The first National Conference on Apprenticeship in Trades and Industries, held in Ottawa in 1952, recommended that the federal government be requested to cooperate with provincial and territorial apprenticeship committees and officials in preparing analyses of a number of skilled occupations. Employment and Social Development Canada (ESDC) sponsors the Red Seal Program, which, under the guidance of the CCDA, develops a national occupational standard for each of the Red Seal trades. Standards have the following objectives: • to describe and group the tasks performed by skilled workers; • to identify which tasks are performed in every province and territory; • to develop instruments for use in the preparation of Interprovincial Red Seal Examinations and assessment tools for apprenticeship and certification authorities; • to develop common tools for apprenticeship on-the-job and technical training in Canada; • to facilitate the mobility of apprentices and skilled workers in Canada; • to supply employers, employees, associations, industries, training institutions and governments with analyses of occupations. -

NIMS Machining Level I Preparation Guide Job Planning, Benchwork
NIMS Machining Level I Preparation Guide Job Planning, Benchwork, and Layout Table of Contents Overview pages 2 – 5 • Introduction page 2 • Who Wrote the Questions page 2 • How to Prepare for the Credentialing Exam page 3 • Areas of Knowledge Measured by the Exam page 3, 4 • Before the Exam page 4 • At the Testing Site page 5 Machining Exam – Job Planning, Benchwork, and Layout pages 6 – 26 • Exam Content and Sample Question Overview page 6 • Exam Specification page 7 • Task List and Sample Questions pages 8 – 23 • Answer Key pages 24 26 © 2003 National Institute for Metalworking Skills, Inc. Page 1 of 26 Overview Introduction This preparation guide or test advisor is intended to help machinists study and prepare for the National Institute for Metalworking Skills (NIMS) written credentialing exam. The sample test will help prepare machinists to take the actual credentialing exam. None of the questions are duplicates from the actual exam. However, this preparation guide is a useful tool for reviewing technical knowledge and identifying areas of strength and deficiency so that the student has what is needed to do well on the exam. Achieving a NIMS credential is a means through which machinists can prove their abilities to themselves, to their instructors or employers, and to the customer. By passing the NIMS credentialing exam you will earn a valuable and portable credential. Because the test is tough, you will have the satisfaction of proving to yourself and others that you have reached a level of competency that is accepted nationally. Who Wrote the Questions A panel of technical experts, from all areas of the metalworking industry, wrote the questions used on the credentialing exam.