Development of High Strength to Weight Ratio Aluminium – Magnesium Alloy with Enhanced Corrosion Resistance
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Treatise on Combined Metalworking Techniques: Forged Elements and Chased Raised Shapes Bonnie Gallagher
Rochester Institute of Technology RIT Scholar Works Theses Thesis/Dissertation Collections 1972 Treatise on combined metalworking techniques: forged elements and chased raised shapes Bonnie Gallagher Follow this and additional works at: http://scholarworks.rit.edu/theses Recommended Citation Gallagher, Bonnie, "Treatise on combined metalworking techniques: forged elements and chased raised shapes" (1972). Thesis. Rochester Institute of Technology. Accessed from This Thesis is brought to you for free and open access by the Thesis/Dissertation Collections at RIT Scholar Works. It has been accepted for inclusion in Theses by an authorized administrator of RIT Scholar Works. For more information, please contact [email protected]. TREATISE ON COMBINED METALWORKING TECHNIQUES i FORGED ELEMENTS AND CHASED RAISED SHAPES TREATISE ON. COMBINED METALWORKING TECHNIQUES t FORGED ELEMENTS AND CHASED RAISED SHAPES BONNIE JEANNE GALLAGHER CANDIDATE FOR THE MASTER OF FINE ARTS IN THE COLLEGE OF FINE AND APPLIED ARTS OF THE ROCHESTER INSTITUTE OF TECHNOLOGY AUGUST ( 1972 ADVISOR: HANS CHRISTENSEN t " ^ <bV DEDICATION FORM MUST GIVE FORTH THE SPIRIT FORM IS THE MANNER IN WHICH THE SPIRIT IS EXPRESSED ELIEL SAARINAN IN MEMORY OF MY FATHER, WHO LONGED FOR HIS CHILDREN TO HAVE THE OPPORTUNITY TO HAVE THE EDUCATION HE NEVER HAD THE FORTUNE TO OBTAIN. vi PREFACE Although the processes of raising, forging, and chasing of metal have been covered in most technical books, to date there is no major source which deals with the functional and aesthetic requirements -
Use a Hacksaw Inch Blade
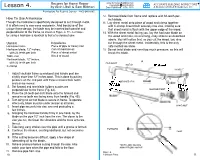
Recipes for Home Repair www.AccurateBuilding.com Lesson 4. Copyright 2004-2005 ACCURATE BUILDING INSPECTORS by Alvin Ubell & Sam Bittman Date Published: 1974, 1976 A Division of Ubell Enterprises, Inc. Permissions For Reprints Contact: 1-800-640-8285 12. Remove blade from frame and replace with 32-teeth-per- How To Use A Hacksaw inch blade. Though the hacksaw is specifically designed to cut through metal, 13. Lay sheet metal onto piece of wood and clamp together it is often used to saw wood and plastic. And because of the with C-clamp. Insert both securely into vise, making sure unique frame design, the blade may be inserted both parallel and that sheet metal is flush with the upper edge of the wood. perpendicular to the frame, as shown in Figure 4. The technique 14. With the sheet metal facing you, lay the hacksaw blade on for using a hacksaw is identical to that of a crosscut saw. the wood and make several long, easy strokes as described above. You will notice that, as you cut the wood, you also Utensils Ingredients cut through the sheet metal. Incidentally, this is the only Hacksaw frame Piece of pipe or heavy iron safe method we know. Hacksaw blade, 12" inches, Can of machine oil 15. Do not twist blade and exert too much pressure, as this will with 24 teeth per inch Piece of sheet metal break the blade. Table vise Block of wood Hacksaw blade, 12" inches, A with 32 teeth per inch END POST C-clamp NOTCH HANDLE 1. Adjust hacksaw frame so end post and handle post are slightly more than 12" inches apart. -

Hand Tools & Accessories
HAND TOOLS & ACCESSORIES CUSHION GRIP HACKSAW FRAMES HIGH TENSION HACKSAW FRAMES • Unique cushioned rubber grip reduces • Quick changing blades slippage for better control and comfort • Adjustable crank handle for tension • Rugged, sturdy frame built for up to 30,000 PSI torque and professional tool users micro-adjustment • High tension technology for • Spare blades can be tightening the blade to 30,000 PSI stored inside frame • Blade can be positioned • Blade can be positioned for 45° or 90° cutting for 45° or 90° cutting • Patended quick • End of frame can be used change blade design as a jab saw Model No. TJ246 Model No. TJ557 Mfg. No. 80965 Mfg. No. 80956 Price/Each $ Price/Each $ HEAVY-DUTY HACKSAW FRAMES ECONOMY HACKSAW FRAMES • High impact, contoured handle • Adjustable from 10"/250 mm • Adjust to 10" or 12" to 12"/300 mm • 45° blade adjustment • Cuts to 2.75"/70 mm in depth Model No. TBH296 • For DIY and home use Mfg. No. 80952 Model No. TJ251 Price/Each $ Mfg. No. 80950 Price/Each $ GENERAL PURPOSE HACKSAWS • Blade Length: 12" HACKSAW FRAMES • Handle Type: Plain • Instantly adjustable for 10"/250 mm • Overall Dimensions: 17-5/16" L x 5-1/8" H to 12"/300 mm blades • Depth of Bow: 4" H • Adjusts 90° for vertical • Tensile Strength: 8000 PSI or horizontal cuts • Strong aluminum die-cast handle Model No. VU145 provides comfort and control Mfg. No. 80951 • Guarded grip design protects Price/Each $ knuckles from grazing Model No. TYW991 Price/Each $ HIGH TENSION HACKSAW FRAMES LITTLE-NIC® UTILITY HACKSAWS • Professional quality high tension frame provides • Ergonomic cushioned handle easy to use an efficient adjustment lever • Gets into small places • Rubber handle and thumb hold provides • Overall length 10"/250 mm, an ergonomic grip (EAM042) • Uses any standard size hacksaw blade • 4 angled mounting pins allow for both straight and angle cutting, Model No. -

No. 669,72. Patented Mar. 12, 1901. W
No. 669,72. Patented Mar. 12, 1901. W. H. BRUCE. PLERS OR. PPE TONGS. (Application filed Dec. 26, 1900.) (Ne Mode.) UNITED STATES PATENT FFICE WALTER H. BRUCE, OF WORCESTER, MASSACHUSETTS, ASSIGNOR TO THE BILLINGS & SPENCER COMPANY, OF HARTFORD, CONNECTICUT. PERS OR PPE TONG S. SPECIFICATION forming part of Letters Patent No. 669,721, dated March 12, 1901. Application filed December 26, 1900, Serial No. 4l,032, (No model.) To all, whon, it may concern. each other when the jaws are open and pass Beit known that I, WALTER H. BRUCE, a citi out of register with each other when the jaws Zen of the United States, residing at Worcester, are closed to form a powerful shearing cutter. in the county of Worcester and State of Massa Extending back from one of the jaws I also 5 chusetts, have invented new and useful Pli preferably provide a sharpened blade or in 55 ers or Pipe-Tongs, of which the following is a sulation - cutter having a cutting edge sub specification. stantially perpendicular to the engaging face This invention relates to that class of tongs of the handle which carries the same. or pliers which are employed for joining and Referring to the accompanying drawings Io fitting pipes; and the especial object of this and in detail, a pair of pliers embodying this invention is to provide an improved form of invention, as herein illustrated, comprises the pliers or pipe-tongs which are provided with handles 10 and 11, having pivotally-connected a powerful shearing cutter for cutting off the engaging faces 12. -

Tensile Strength of C/C Composites
16 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS TENSILE STRENGTH OF C/C COMPOSITES Jun Koyanagi*, Hiroshi Hatta*, Yasuo Kogo**, Ichiro Shiota*** *Institute of Space and Astronautical Science, Japan Aerospace Exploration Agency, **Department of Materials Science and Technology, Tokyo University of Science *** Department of Materials Science and Technology, Kogakuin University Keywords : C/C composites, tensile strength, fracture mechanism ABSTRACT changing heat treatment temperature, and the tensile Fracture mechanism and model based on it in strength and interfacial strength were measured. In Carbon-carbon composites are studied. Interfacial addition, comparing these results with their fracture strength between reinforcing fiber and matrix is a patterns, a tensile fracture model of C/Cs was potential candidate governing the tensile fracture of proposed. C/Cs. However, The mechanisms connecting the tensile strength and the factor have not yet been 2. EXPERIMENTAL PROCEDURE clarified. In the present study, tensile fracture 2.1 Materials patterns of various C/C composites with changing Two types of C/Cs were examined. These the interfacial strength were observed in detail, and C/Cs were different only in their reinforcing fibers, a fundamental tensile fracture model of C/C K321 and K633 by Mitsubishi Sanshi Co. Japan. composites in accordance with the experimental These fibers were fabricated from the same observations were proposed. The analytical result precursor but differed only in HTT. Hereafter, the shows reasonable agreement with the experimental C/Cs reinforced with K321 and K633 will be results, and verifies that the fracture mechanism is referred to as K321-C/C and K633-C/C, respectively. consistent. Both C/Cs were of a symmetric 0°/90° cross-ply lamination, fabricated from carbon fiber reinforced phenolic resin matrix composites, CFRPs, with a 1. -

A Sheffield Hallam University Thesis
The effect of tooth geometry on power hacksaw blade performance. HALES, William M. M. Available from the Sheffield Hallam University Research Archive (SHURA) at: http://shura.shu.ac.uk/19742/ A Sheffield Hallam University thesis This thesis is protected by copyright which belongs to the author. The content must not be changed in any way or sold commercially in any format or medium without the formal permission of the author. When referring to this work, full bibliographic details including the author, title, awarding institution and date of the thesis must be given. Please visit http://shura.shu.ac.uk/19742/ and http://shura.shu.ac.uk/information.html for further details about copyright and re-use permissions. TELEPEN 101 039 701 X iiiiiiiiini Sheffield City Polytechnic Library REFERENCE ONLY Return to Learning Centre of issue Fines are charged at 50p per hour 2 0 APR 2007 ProQuest Number: 10697044 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent upon the quality of the copy submitted. In the unlikely event that the author did not send a com plete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. uest ProQuest 10697044 Published by ProQuest LLC(2017). Copyright of the Dissertation is held by the Author. All rights reserved. This work is protected against unauthorized copying under Title 17, United States C ode Microform Edition © ProQuest LLC. ProQuest LLC. 789 East Eisenhower Parkway P.O. Box 1346 Ann Arbor, Ml 48106- 1346 THE EFFECT OF TOOTH GEOMETRY on POWER HACKSAW BLADE PERFORMANCE by William Malcolm Manson Hales BSc A Thesis submitted to the Council for National Academic Awards in partial fulfilment of the requirements for the degree of Doctor of Philosophy. -

Portable Machine Tools Safety Precautions
TC 9-524 Chapter 3 PORTABLE MACHINE TOOLS The portable machine tools identified and described in this Portable machine tools are powered by self-contained chapter are intended for use by maintenance personnel in a electric motors or compressed air (pneumatic) from an outside shop or field environment. These lightweight, transportable source. They are classified as either cutting took (straight and machine tools, can quickly and easily be moved to the angle hand drills, metal sawing machines, and metal cutting workplace to accomplish machining operations. The accuracy shears) or finishing tools (sanders, grinders, and polishers). of work performed by portable machine tools is dependent upon the user’s skill and experience. SAFETY PRECAUTIONS GENERAL Portable machine tools require special safety precautions Remove chuck keys from drills prior to use. while being used. These are in addition to those safety precautions described in Chapter 1. Hold tools firmly and maintain good balance. Secure the work in a holding device, not in your PNEUMATIC AND ELECTRIC TOOL hands. SAFETY Wear eye protection while operating these Here are some safety precautions to follow: machines. Never use electric equipment (such as drills, Ensure that all lock buttons or switches are off sanders, and saws) in wet or damp conditions. before plugging the machine tool into the power source. Properly ground all electric tools prior to use. Never leave a portable pneumatic hammer with a Do not use electric tools near flammable liquids or chisel, star drill, rivet set, or other tool in its nozzle. gases. ELECTRIC EXTENSION CORDS Inspect all pneumatic hose lines and connections prior to use. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

A Study of the Mechanical Properties of Composite Materials with a Dammar-Based Hybrid Matrix and Two Types of Flax Fabric Reinforcement
polymers Article A Study of the Mechanical Properties of Composite Materials with a Dammar-Based Hybrid Matrix and Two Types of Flax Fabric Reinforcement Dumitru Bolcu † and Marius Marinel St˘anescu*,† Department of Mechanics, University of Craiova, 165 Calea Bucure¸sti,200620 Craiova, Romania; [email protected] * Correspondence: [email protected]; Tel.: +40-740-355-079 † These authors contributed equally to this work. Received: 7 July 2020; Accepted: 22 July 2020; Published: 24 July 2020 Abstract: The need to protect the environment has generated, in the past decade, a competition at the producers’ level to use, as much as possible, natural materials, which are biodegradable and compostable. This trend and the composite materials have undergone a spectacular development of the natural components. Starting from these tendencies we have made and studied from the point of view of mechanical and chemical properties composite materials with three types of hybrid matrix based on the Dammar natural hybrid resin and two types of reinforcers made of flax fabric. We have researched the mechanical properties of these composite materials based on their tensile strength and vibration behavior, respectively. We have determined the characteristic curves, elasticity modulus, tensile strength, elongation at break, specific frequency and damping factor. Using SEM (Scanning Electron Microscopy) analysis we have obtained images of the breaking area for each sample that underwent a tensile test and, by applying FTIR (Fourier Transform Infrared Spectroscopy) and EDS (Energy Dispersive Spectroscopy) analyzes, we have determined the spectrum bands and the chemical composition diagram of the samples taken from the hybrid resins used as a matrix for the composite materials under study. -

Metalworking Equipment List
NEVADA CTE RECOMMENDED EQUIPMENT LIST 2020 METALWORKING This recommended list is based upon a classroom size of 25 students. All costs are estimated and should be adjusted and verified with current quotes. No specific equipment vendor or brand names are endorsed due to various possibilities, but school districts should consult with stakeholders to ensure industry-recognized equipment and software are purchased. The intent of this list is to provide school districts with guidance on the equipment needed to cover the state standards for a Metalworking program. CLASSROOM EQUIPMENT TOTAL: $16,740 QTY ITEM DESCRIPTION UNIT TOTAL 25 Student Workstations w/chairs $400 $10,000 1 Teacher Workstation w/chair $400 $400 1 Teacher Computer $900 $900 Presentation Equipment (e.g., interactive whiteboard (IWB), or other 1 $3,000 $3,000 interactive display system with software and accessories) 1 Networkable Laser Printer $400 $400 1 Vertical File Cabinet (lockable) $330 $330 2 Storage Cabinets (36” x 12” x 72”) (lockable) $300 $600 2 Bookcases (36” x 12” x 42”) $115 $230 2 White Boards (4’ x 8’) $110 $220 1 Eyewash Station $300 $300 2 Fire Extinguishers $130 $260 1 First Aid Kit $100 $100 PROGRAM EQUIPMENT TOTAL: $105,000 QTY ITEM DESCRIPTION UNIT TOTAL 25 Student Computers $1,000 $25,000 1 Technology Storage/Charging System (optional) $2,000 $2,000 3 Welding Simulators (with software) $7,000 $21,000 1 Pedestal Grinder $3,500 $3,500 3 Welding Stations/Booths $3,000 $9,000 1 Metalworking Lathe $2,500 $2,500 3 Gas Tungsten Arc Welders (GTAW) $1,600 $4,800 -

Abana Controlled Hand Forging Study Guide As Paginated by the Guild of Metalsmiths - Abana Chapter - Jan 2020 Index
ABANA CONTROLLED HAND FORGING STUDY GUIDE AS PAGINATED BY THE GUILD OF METALSMITHS - ABANA CHAPTER - JAN 2020 INDEX Lesson Number Number Description of Pages Credits (click on box) L 1.01 Drawing Out: Draw a sharp point on a 1/2" square bar 3 Peter Ross and Doug Wilson L 2.01 Hot Punching: Create holes or recesses in bars or plate by driving 2 By Doug Wilson Illustrations by Tom Latané punches into or through hot material. L 3.01 Drawing Out a Round Taper 3 By Jay Close Illustrations by Tom Latané L 4.01 Bending Bar Stock 5 By Jay Close Illustrations by Tom Latané L 5.01 Twisting a Square Bar 4 By Bob Fredell Illustrations by Tom Latané L 6.01 Drawing , Punching, and Bending 4 By Peter Ross Illustrations by Tom Latané L 7.01 Upsetting a Square Bar 3 By Peter Ross Illustrations by Tom Latané L 8.01 Slitting and Drifting Two Mortises or Slots in a Square Sectioned Bar 5 By Jay Close llustrations by Doug Wilson, photos by Jay Close L 9.01 Mortise and Tenon Joinery 3 Text and Illustrations by Doug Wilson L 10.01 Forge Welding 6 By Dan Nauman Illustrations by Tom Latané Photos by Dan Nauman L 11.01 Drawing Down - Part One 6 by Jay Close Illustrations by Tom Latané, photos by Jay Close and Jane Gulden L 11.07 Drawing Down - Part Two 6 by Jay Close Illustrations by Tom Latané, photos by Jay Close and Jane Gulden L 12.01 Forging a Shoulder 4 by Bob Fredell Illustrations by Tom Latané L 13.01 Cutting a Bar 2 by Dan Nauman Illustrations by Doug Wilson L 14.01 Forging a 90-degree Corner 3 Text and Photos by Dan Nauman L 15.01 Forge an Eye on the -

Variables Affecting the Chemical Machining of Stainless Steel 420 Dr
ISSN: 2277-3754 ISO 9001:2008 Certified International Journal of Engineering and Innovative Technology (IJEIT) Volume 3, Issue 6, December 2013 Variables Affecting the Chemical Machining of Stainless Steel 420 Dr. Haydar A. H. Al-Ethari, Dr. Kadhim Finteel Alsultani, Nasreen Dakhil F. Abstract— Chemical machining has a considerable value in unique characteristics, it should be approached with the idea the solution of machining problems that are constantly arising that this industrial tool can do jobs not practical or possible due to introduction of new materials and requirement for high with any other metal working methods (Langworthy M., surface finish and dimensional accuracy, complicated shape and 1994). It has a considerable value in the solution of special size which cannot be achieved by the conventional machining processes. The present work is aimed at studying the problems that are constantly arising as the result of the effect of machining temperature, machining time, and previous introduction of new materials. cold working on the metal removal rate and the surface finish of All the common metals including aluminum, copper, zinc, chemically machined samples of stainless steel 420 using a steel, lead, and nickel can be chemically machined. Many mixture of acids (H2O + HCl + HNO3 + HF + HCOOH) as an exotic metals such as titanium, molybdenum, and zirconium, etchant. Alloy samples of (44.5×44.5×3mm) dimensions and cold as well as nonmetallic materials including glass, ceramics, rolled alloy samples with the same dimensions were chemically machined. Four machining temperatures (45, 50, 55, and 58oC) and some plastics, can also be used with the process for each of which five machining times (2, 4, 6, 8, and 10min) (Blak.JT, DeGarmo, 2007).