Electroplater
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -
Use a Hacksaw Inch Blade
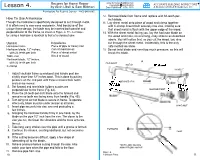
Recipes for Home Repair www.AccurateBuilding.com Lesson 4. Copyright 2004-2005 ACCURATE BUILDING INSPECTORS by Alvin Ubell & Sam Bittman Date Published: 1974, 1976 A Division of Ubell Enterprises, Inc. Permissions For Reprints Contact: 1-800-640-8285 12. Remove blade from frame and replace with 32-teeth-per- How To Use A Hacksaw inch blade. Though the hacksaw is specifically designed to cut through metal, 13. Lay sheet metal onto piece of wood and clamp together it is often used to saw wood and plastic. And because of the with C-clamp. Insert both securely into vise, making sure unique frame design, the blade may be inserted both parallel and that sheet metal is flush with the upper edge of the wood. perpendicular to the frame, as shown in Figure 4. The technique 14. With the sheet metal facing you, lay the hacksaw blade on for using a hacksaw is identical to that of a crosscut saw. the wood and make several long, easy strokes as described above. You will notice that, as you cut the wood, you also Utensils Ingredients cut through the sheet metal. Incidentally, this is the only Hacksaw frame Piece of pipe or heavy iron safe method we know. Hacksaw blade, 12" inches, Can of machine oil 15. Do not twist blade and exert too much pressure, as this will with 24 teeth per inch Piece of sheet metal break the blade. Table vise Block of wood Hacksaw blade, 12" inches, A with 32 teeth per inch END POST C-clamp NOTCH HANDLE 1. Adjust hacksaw frame so end post and handle post are slightly more than 12" inches apart. -

Ats 34 and 154 Cm Stainless Heat Treat Procedure
ATS 34 AND 154 CM STAINLESS HEAT TREAT PROCEDURE This is an oil hardening grade of steel which will require oil quenching. The oil should be a warm, thin quenching oil that contains a safe flash point. Olive oil has been used as a sub stitute. As a rule of thumb, there should be a gallon of oil for each pound of steel. For , warming the oil before quenching, you may heat a piece of steel and drop it in the oil. 1.) Wrap blades in stainless tool wrap and leave an extra two inches on each end of the package. (This will be for handling purposes going into the quench as described below.) We suggest a double wrap for this grade. The edges of the foil should be double crimped, being careful to avoid hav ing even a pin hole in the wrap. 2 . ) Place in the furnace and heat to 1900"F. After reaching this temperature, immediately start timing the soak time of 25-30 minutes. 3.) After the soak time has elapsed, very quickly and carefully pull the package out with tongs~ place over the quench tank and snip the end of the package allowing the blades to drop into the oil. You should have a wire basket in the quench tank for raising and lowering the blades rather than have them lie s till. Gases are released in the quench and would form a "trap" around the steel unless you keep them movi~g for a minute or so. *IMPORTANT--It is very important that the blades enter the oil quench as quickly as possible after leaving the furnace ! Full hardness would not be reached if this step is not followed. -

A Comparison of Thixocasting and Rheocasting
A Comparison of Thixocasting and Rheocasting Stephen P. Midson The Midson Group, Inc. Denver, Colorado USA Andrew Jackson Arthur Jackson & Co., Ltd. Brighouse UK Abstract The first semi-solid casting process to be commercialized was thixocasting, where a pre-cast billet is re-heated to the semi-solid solid casting temperature. Advantages of thixocasting include the production of high quality components, while the main disadvantage is the higher cost associated with the production of the pre-cast billets. Commercial pressures have driven casters to examine a different approach to semi-solid casting, where the semi-solid slurry is generated directly from the liquid adjacent to a die casting machine. These processes are collectively referred to as rheocasting, and there are currently at least 15 rheocasting processes either in commercial production or under development around the world. This paper will describe technical aspects of both thixocasting and rheocasting, comparing the procedures used to generate the globular, semi-solid slurry. Two rheocasting processes will be examined in detail, one involved in the production of high integrity properties, while the other is focusing on reducing the porosity content of conventional die castings. Key Words Semi-solid casting, thixocasting, rheocasting, aluminum alloys 22 / 1 Introduction Semi-solid casting is a modified die casting process that reduces or eliminates the porosity present in most die castings [1] . Rather than using liquid metal as the feed material, semi-solid processing uses a higher viscosity feed material that is partially solid and partially liquid. The high viscosity of the semi-solid metal, along with the use of controlled die filling conditions, ensures that the semi-solid metal fills the die in a non-turbulent manner so that harmful gas porosity can be essentially eliminated. -

Signature Redacted
A Novel Method for the Production of Microwires by Alexander Michael Couch B.S., United States Naval Academy (2017) Submitted to the Department of Mechanical Engineering in partial fulfillment of the requirements for the degree of Master of Science in Mechanical Engineering at the MASSACHUSETTS INSTITUTE OF TECHNOLOGY February 2019 Massachusetts Institute of Technology 2019. All rights reserved. redacted A u th o r ...........................................................Signature .. Department of Mechanical Engineering 1, y.- january 14, 2019 Certified by...........Signature redacted ......... Kasey Russell Principal Member of the Technical Staff, The Charles Stark Draper Laboratory Certified by.....SignatureC ertified by ....... redacted Thesis.... .....Supervisor .. Irmgard Bischofberger Assistant Professor of Mechanical Engineering Signature redacted Thesis Supervisor A ccepted by ............. .................. MASSACHUSES INSTITUTE I Nicblas Hadjiconstantinou OF TECHNOWOGY Chairman, Department Committee on Graduate Theses FEB 252019 LIBRARIES ARCHIVES A Novel Method for the Production of Microwires by Alexander Michael Couch Submitted to the Department of Mechanical Engineering on January 14, 2019, in partial fulfillment of the requirements for the degree of Master of Science in Mechanical Engineering Abstract Radio frequency (RF) systems such as cell phones and GPS can perform better and last longer if we can reduce electrical heat loss in the wires. This is typically done in power systems by twisting or weaving the wires, following one of several patterns. Though, at radio frequencies, wire dimensions must scale down by as much as 1000 times in order to achieve the same effects. This project decomposes the problem into two main categories; the manufacturing of micron scale wires and the manipulation of these wires in order to form a twisted bundle. -

Hand Tools & Accessories
HAND TOOLS & ACCESSORIES CUSHION GRIP HACKSAW FRAMES HIGH TENSION HACKSAW FRAMES • Unique cushioned rubber grip reduces • Quick changing blades slippage for better control and comfort • Adjustable crank handle for tension • Rugged, sturdy frame built for up to 30,000 PSI torque and professional tool users micro-adjustment • High tension technology for • Spare blades can be tightening the blade to 30,000 PSI stored inside frame • Blade can be positioned • Blade can be positioned for 45° or 90° cutting for 45° or 90° cutting • Patended quick • End of frame can be used change blade design as a jab saw Model No. TJ246 Model No. TJ557 Mfg. No. 80965 Mfg. No. 80956 Price/Each $ Price/Each $ HEAVY-DUTY HACKSAW FRAMES ECONOMY HACKSAW FRAMES • High impact, contoured handle • Adjustable from 10"/250 mm • Adjust to 10" or 12" to 12"/300 mm • 45° blade adjustment • Cuts to 2.75"/70 mm in depth Model No. TBH296 • For DIY and home use Mfg. No. 80952 Model No. TJ251 Price/Each $ Mfg. No. 80950 Price/Each $ GENERAL PURPOSE HACKSAWS • Blade Length: 12" HACKSAW FRAMES • Handle Type: Plain • Instantly adjustable for 10"/250 mm • Overall Dimensions: 17-5/16" L x 5-1/8" H to 12"/300 mm blades • Depth of Bow: 4" H • Adjusts 90° for vertical • Tensile Strength: 8000 PSI or horizontal cuts • Strong aluminum die-cast handle Model No. VU145 provides comfort and control Mfg. No. 80951 • Guarded grip design protects Price/Each $ knuckles from grazing Model No. TYW991 Price/Each $ HIGH TENSION HACKSAW FRAMES LITTLE-NIC® UTILITY HACKSAWS • Professional quality high tension frame provides • Ergonomic cushioned handle easy to use an efficient adjustment lever • Gets into small places • Rubber handle and thumb hold provides • Overall length 10"/250 mm, an ergonomic grip (EAM042) • Uses any standard size hacksaw blade • 4 angled mounting pins allow for both straight and angle cutting, Model No. -

Power Brush Catalog.Pdf
POWER BRUSHES POWER BRUSHES CHOOSE QUALITY Superior construction, the highest quality materials, state of the art manufacturing, and exacting quality standards WHY WEILER deliver the most consistent brush performance. Each Weiler brush is designed to provide the best performance at the lowest cost-of-use. That's why we re-engineered our 4" stringer bead brush to deliver MAXimum impact, letting the wire do the work. Our beefed up Roughneck® Max brush delivers up to BONDED ABRASIVES twice the life. Combine that with the hardest, strongest wire and an improved knot design to MAXimize cleaning power and you have a brush that you can trust when your name is on the line. Technical Information .................................................... 48-56 Knot Wire Wheels ........................................................... 57-63 Weld Cleaning Brushes ................................................. 62-63 Crimped Wire Wheels .................................................... 64-71 COATED ABRASIVES Nylon & Tampico Wheels ...................................................72 Cup Brushes .................................................................... 73-75 Stem-Mounted End Brushes ......................................... 76-79 Crosshole Deburring Brushes ............................................80 Power & Hand Tube Brushes ....................................... 81-85 Crossflex Honing Brushes ............................................. 86-89 Miniature Brushes .......................................................... 90-91 Non-Sparking -

Enhanced Master Gunsmithing 201 Course Description Enhanced
Enhanced Master Gunsmithing 201 Instruction Hours: 574 Length: 38 Months or less Modality: Self-paced, 100% online Enhanced Master Gunsmithing 201 Course Description This comprehensive course includes all coursework in the Master Level Gunsmithing Course listed above (DOT 632.281.010 – Gunsmith) and all additional training videos and materials described below. Objectives Upon completion of this course, students will have comprehension of Advanced Handgun repair, Advanced Shotgun repair, Advanced Rimfire repair, Pivot Barrel Shotguns repairs, comprehensive understanding of Design, Function and repair of 65 additional firearm systems groups. Students will have the knowledge to demonstrate work ready skills. Note: hands-on or on the job training may still be required. Equipment and materials used in this course include: An internet-capable computer, internet connection, web browser, online examinations. Instructional Mode: Distance education not in real time. All instruction is provided via pre-recorded video lessons and online examinations. Lessons occur at a time and location determined by the student. Method of Instruction: This course is taught in pre-recorded video instruction; however, the students can access instructors whenever they have technical questions or need assistance with completing the coursework. Students submit their questions by email to [email protected], after which they will receive an email reply and/or a telephone call from a Student Support Specialist. Testing and Certificate Requirements: No additional testing is required for the Enhanced Master Gunsmithing Course beyond what is specified for the Master Gunsmithing Course, as it is only to provide students with value-added equipment to add to the trades covered in the courses. -

6 Inch Bench Grinder Assembly & Operating Instructions
BG6UL 6 Inch Bench Grinder Assembly & Operating Instructions READ ALL INSTRUCTIONS AND WARNINGS BEFORE USING THIS PRODUCT. SAVE THESE INSTRUCTIONS FOR FUTURE REFERENCE. This manual provides important information on proper operation and maintenance. Every effort has been made to ensure the accuracy of this manual. We reserve the right to change this product at any time without prior notice. STOP! DO NOT RETURN THIS PRODUCT TO THE RETAILER. Questions? Problems? CONTACT CUSTOMER SERVICE. If you experience a problem or need parts for this product, visit our website http://www.buffalotools.com or call our customer help line at 1-888-287-6981, Monday-Friday, 8 AM - 4 PM Central Time. A copy of the sales receipt is required. BG6UL 6 Inch Bench Grinder Assembly & Operating Instructions 1 TABLE OF CONTENTS RECOGNIZE SAFETY SYMBOLS, WORDS AND LABELS ..........................................................................2 SERVICE ........................................................................................................................................................6 SPECIFIC SAFETY RULES AND/OR SYMBOLS..........................................................................................6 PACKAGE CONTENTS..................................................................................................................................7 COMPONENTS ..............................................................................................................................................7 ASSEMBLY ....................................................................................................................................................8 -

A Sheffield Hallam University Thesis
The effect of tooth geometry on power hacksaw blade performance. HALES, William M. M. Available from the Sheffield Hallam University Research Archive (SHURA) at: http://shura.shu.ac.uk/19742/ A Sheffield Hallam University thesis This thesis is protected by copyright which belongs to the author. The content must not be changed in any way or sold commercially in any format or medium without the formal permission of the author. When referring to this work, full bibliographic details including the author, title, awarding institution and date of the thesis must be given. Please visit http://shura.shu.ac.uk/19742/ and http://shura.shu.ac.uk/information.html for further details about copyright and re-use permissions. TELEPEN 101 039 701 X iiiiiiiiini Sheffield City Polytechnic Library REFERENCE ONLY Return to Learning Centre of issue Fines are charged at 50p per hour 2 0 APR 2007 ProQuest Number: 10697044 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent upon the quality of the copy submitted. In the unlikely event that the author did not send a com plete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. uest ProQuest 10697044 Published by ProQuest LLC(2017). Copyright of the Dissertation is held by the Author. All rights reserved. This work is protected against unauthorized copying under Title 17, United States C ode Microform Edition © ProQuest LLC. ProQuest LLC. 789 East Eisenhower Parkway P.O. Box 1346 Ann Arbor, Ml 48106- 1346 THE EFFECT OF TOOTH GEOMETRY on POWER HACKSAW BLADE PERFORMANCE by William Malcolm Manson Hales BSc A Thesis submitted to the Council for National Academic Awards in partial fulfilment of the requirements for the degree of Doctor of Philosophy. -

Portable Machine Tools Safety Precautions
TC 9-524 Chapter 3 PORTABLE MACHINE TOOLS The portable machine tools identified and described in this Portable machine tools are powered by self-contained chapter are intended for use by maintenance personnel in a electric motors or compressed air (pneumatic) from an outside shop or field environment. These lightweight, transportable source. They are classified as either cutting took (straight and machine tools, can quickly and easily be moved to the angle hand drills, metal sawing machines, and metal cutting workplace to accomplish machining operations. The accuracy shears) or finishing tools (sanders, grinders, and polishers). of work performed by portable machine tools is dependent upon the user’s skill and experience. SAFETY PRECAUTIONS GENERAL Portable machine tools require special safety precautions Remove chuck keys from drills prior to use. while being used. These are in addition to those safety precautions described in Chapter 1. Hold tools firmly and maintain good balance. Secure the work in a holding device, not in your PNEUMATIC AND ELECTRIC TOOL hands. SAFETY Wear eye protection while operating these Here are some safety precautions to follow: machines. Never use electric equipment (such as drills, Ensure that all lock buttons or switches are off sanders, and saws) in wet or damp conditions. before plugging the machine tool into the power source. Properly ground all electric tools prior to use. Never leave a portable pneumatic hammer with a Do not use electric tools near flammable liquids or chisel, star drill, rivet set, or other tool in its nozzle. gases. ELECTRIC EXTENSION CORDS Inspect all pneumatic hose lines and connections prior to use. -

Conventional Deep Drawing Vs Incremental Deep Drawing
MED, JNTUH August 2018 CONVENTIONAL DEEP DRAWING VS INCREMENTAL DEEP DRAWING A. Chennakesava Reddy Professor, Department of Mechanical Engineering JNTUH College of Engineering, Hyderabad 1. Conventional Deep Drawing Process: Deep drawing is a sheet metal forming process in which a sheet metal blank is radially drawn into a forming die by the mechanical action of a punch. It is thus a shape transformation process with material retention. The process is considered "deep" drawing when the depth of the drawn part exceeds its diameter. This is achieved by redrawing the part through a series of dies. The flange region (sheet metal in the die shoulder area) experiences a radial drawing stress and a tangential compressive stress due to the material retention property. These compressive stresses (hoop stresses) result in flange wrinkles (wrinkles of the first order). Wrinkles can be prevented by using a blank holder, the function of which is to facilitate controlled material flow into the die radius. Figure 1: Example of deep drawn part. Figure 2: Conventional deep drawing process. The total drawing load consists of the ideal forming load and an additional component to compensate for friction in the contacting areas of the flange region and bending forces as well as unbending forces at the die radius. The forming load is transferred from the punch radius through the drawn part wall into the deformation region (sheet metal flange). In the drawn part wall, which is in contact with the punch, the hoop strain is zero whereby the plane strain condition is reached. In reality, mostly the strain condition is only approximately plane.