Grinding Your Own Lathe Tools
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
8.10 Drill Grinding Device
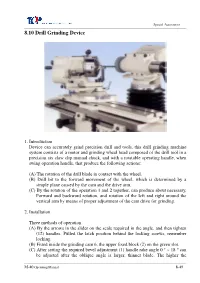
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -
Drill Bit Sharpener Grinding Attachment Model No: SMS01
INSTRUCTIONS FOR DRILL BIT SHARPENER GRINDING ATTACHMENT MODEL NO: SMS01 Thank you for purchasing a Sealey product. Manufactured to a high standard, this product will, if used according to these instructions, and properly maintained, give you years of trouble free performance. IMPORTANT: PLEASE READ THESE INSTRUCTIONS CAREFULLY. NOTE THE SAFE OPERATIONAL REQUIREMENTS, WARNINGS & CAUTIONS. USE THE PRODUCT CORRECTLY AND WITH CARE FOR THE PURPOSE FOR WHICH IT IS INTENDED. FAILURE TO DO SO MAY CAUSE DAMAGE AND/OR PERSONAL INJURY AND WILL INVALIDATE THE WARRANTY. KEEP THESE INSTRUCTIONS SAFE FOR FUTURE USE. Refer to Wear eye Wear a mask Wear ear Wear safety instructions protection protection footwear 1. SAFETY WARNING! Disconnect the grinder from the mains power, and ensure the grinding wheels are at a standstill before attempting to position drill bit. 9 Maintain the sharpener in good condition. 9 Replace or repair damaged parts. Use recommended parts only. Non-authorised parts may be dangerous and will invalidate the warranty. ▲ DANGER! DO NOT use a damaged grinding wheel, to sharpen drill bits. 9 Ensure that the correct grinding wheel is used for sharpening of drill bits. WARNING! Keep all guards and holding screws in place, tight and in good working order. Check regularly for damaged parts. A guard or any other part that is damaged should be repaired or replaced before tool is next used. The eye shields are a mandatory fitting when grinder is used in premises covered by the Health & Safety at Work Act. 9 Ensure adequate lighting. 9 Before each use check grinding wheels for condition. If worn or damaged replace immediately. -

Lathe Tooling Guide
LATHE TOOLING GUIDE A reference guide to understanding how cutting tools work and which inserts they pair with. ©Tormach® 2021. All rights reserved. Specifications subject to change without notice. DS10524_Lathe_Tooling_0921B TORMACH.COM Tormach® CNC Lathe Tooling REFERENCE GUIDE To make the most of a machine purchase, it’s important to understand how cutting tools work and which inserts they pair with. Here is some background on lathe cutting tool and insert terminology: ISO/ANSI Inserts Like metric and imperial measurements standards, the U.S. has its own tool TABLE OF insert classification system; they are called American National Standards Institute (ANSI) designations. All of these ANSI classifications can be converted CONTENTS to the International Organization for Standardization (ISO) classifications, but this guide includes both for easier selection. Cutting Tool Designations 3 Turning Tools Cutting tools are easily identified by their designation, which is universal between ISO and ANSI, and, in the machine shop, tool slang often refers to 6 Boring Bars the insert shape, which is also available in the tool designation. Examples and explanations of designations are available at the start of each section. 7 Turning/ Boring Right-Hand vs. Left-Hand vs. Neutral Inserts Right-hand tools are the most commonly used, because they can be used for most turning applications, including making shoulders on the front of the workpiece. Left-handed tools are typically chosen for back turning and making 11 Grooving/ Parting sharp shoulders on the back of the workpiece. Neutral tools are ideal for Tools complex profiling, thanks to their narrow tips. Insert Shapes 12 Grooving/ Parting There are a variety of insert shapes available, but the general note is use Tool Inserts wider inserts for simple geometry and roughing passes, since they have more durability than a more narrow cutting tool, which is needed for complicated or 12 Threading Tools intricate parts. -
Educational CNC Machines and Curricula
Educational CNC Machines and Curricula Your Local Techno Dealer: HTO05571102 H803 CNC PLASMA CUTTER FEATURES • Comes fully assembled – NO ASSEMBLY REQUIRED! • Welded steel frame construction for rigidity and accuracy, designed to hold up to 1 inch thick steel • Automatic Torch Height Control for high cut quality and virtually no dross • “SMART CUT” Software sets the cutting parameters without guess work for near perfect cut first time, every time • Optional water table available to reduce up to 80% of smoke and dust • Magnetic Breakaway Torch Mount prevents torch damage • Plasma arc confirmation monitoring and continuous or fixed step JOG • High-speed cutting available for good cut quality even with thinner metal sheets • Compatible with standard GCODE files, simple intuitive user interface • Mastercam and Enroute post processors available • Cuts up to 1 inch thick steel capacity • Ball screw drives on all axes, patented anti-backlash ball nuts provide play free motion and long term reliability • Built in Emergency Stop Control, programmable in inch or metric units • Cutting files can be resized on the machine, built-in on screen file editor • Available with either Hypertherm or Thermal Dynamics Plasma Torches • Preview software built into interface with ZOOM and 3D perspective SPECIFICATIONS: Dimensions in inch Machine Work Envelope Foot Print Repeatability Resolution High Power Model X Y Z W L H Speed in/min 4848 48 81 4896 48 96 1.5 75 123 55 Less than Less than 900 59120 60 120 98 145 .001 .001 Techno, Inc. reserves the right to change -

Optimization of Broaching Tool Design
Intelligent Computation in Manufacturing Engineering - 4 OPTIMIZATION OF BROACHING TOOL DESIGN U. Kokturk, E. Budak Faculty of Engineering and Natural Sciences, Sabanci University, Orhanli, Tuzla, 34956, Istanbul, Turkey Abstract Broaching is a very common manufacturing process for the machining of internal or external complex shapes into parts. Due to the process geometry, broaching tool is the most critical parameter of the broaching process. Therefore, optimal design of the tools is needed in order to improve the productivity of the process. In this paper, a methodology is presented for optimal design of the broaching tools by respecting the geometric and physical constraints. The method has also been implemented on a computer code. Keywords: Broaching, optimization, tooling 1 INTRODUCTION Broaching is commonly used for machining of internal or methods that use databases [6], have also been used. external complex profiles that are difficult to generate by Combinations of different approaches have also been other machining processes such as milling and turning. utilized with a mixture of fuzzy basics [7]. Erol and Ferrel Originally, broaching was developed for noncircular [8] also used fuzzy methods among many others. In most internal profiles and keyways. The process is very simple, of these studies, the mechanics of the process such as and decreases the need for talented machine operator forces, deflections, vibrations etc., other than tool wear, while providing high production rate and quality. Because were not included in the analysis. of the straight noncircular motion, very high quality surface Although there have been many studies on various finish can be obtained. In addition, roughing and finishing machining processes, there has been only a few on operations can be completed in one pass reducing total broaching. -

Introduction to Turning Tools and Their Application Identification and Application of Cutting Tools for Turning
Introduction to Turning Tools and their Application Identification and application of cutting tools for turning The variety of cutting tools available for modern CNC turning centers makes it imperative for machine operators to be familiar with different tool geometries and how they are applied to common turning processes. This course curriculum contains 16-hours of material for instructors to get their students ready to identify different types of turning tools and their uses. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Anatomy of a turning tool............................................................................................................... 3 Standard Inserts .............................................................................................................................. 3 ANSI Insert Designations ............................................................................................................. 3 Insert Materials -

High Pressure Waterjet
Application Note High Pressure Waterjet A water jet is a cutting tool capable of slicing metal or other materials by using a narrow stream of water at high velocity and pressure, or a mixture of water and an abrasive substance. The process erodes the materials in the same way as water erosion found in nature but accelerated and concentrated through high pressure. It is often used in the fabrication or manufacture of parts for machinery and other industries. It is used in applications in the mining to aerospace industries where it performs operations such as cutting, shaping, carving, and reaming. The water jet is usually connected to a high-pressure water pump (Viatran supplies units at 60K PSI) where the water is then ejected from the nozzle, cutting through the material by spraying it with the jet of high-speed water. Adding suspended grit or other abrasives, such as garnet and aluminum oxide, can accelerate this process. Because the characteristics of the cutting stream can be easily modified, water jets can be used to cut materials from processed food to exotic metals. There are few materials that cannot be effectively cut with a water jet cutter. Two of these are tempered glass and certain ceramics are resistant to water jet cutting. Water jet cuts are not typically limited by the thickness of the material, and are capable of cutting materials over a foot (30 cm) thick. An important benefit of the water jet cutter is the ability to cut material without compromising the material's inherent structure. The effects of heat are minimized by the water jet. -

Power Brush Catalog.Pdf
POWER BRUSHES POWER BRUSHES CHOOSE QUALITY Superior construction, the highest quality materials, state of the art manufacturing, and exacting quality standards WHY WEILER deliver the most consistent brush performance. Each Weiler brush is designed to provide the best performance at the lowest cost-of-use. That's why we re-engineered our 4" stringer bead brush to deliver MAXimum impact, letting the wire do the work. Our beefed up Roughneck® Max brush delivers up to BONDED ABRASIVES twice the life. Combine that with the hardest, strongest wire and an improved knot design to MAXimize cleaning power and you have a brush that you can trust when your name is on the line. Technical Information .................................................... 48-56 Knot Wire Wheels ........................................................... 57-63 Weld Cleaning Brushes ................................................. 62-63 Crimped Wire Wheels .................................................... 64-71 COATED ABRASIVES Nylon & Tampico Wheels ...................................................72 Cup Brushes .................................................................... 73-75 Stem-Mounted End Brushes ......................................... 76-79 Crosshole Deburring Brushes ............................................80 Power & Hand Tube Brushes ....................................... 81-85 Crossflex Honing Brushes ............................................. 86-89 Miniature Brushes .......................................................... 90-91 Non-Sparking -

MODEL G0686 LARGE DRILL BIT GRINDER OWNER's MANUAL (For Models Manufactured Since 01/15)
MODEL G0686 LARGE DRILL BIT GRINDER OWNER'S MANUAL (For models manufactured since 01/15) COPYRIGHT © MAY, 2009 BY GRIZZLY INDUSTRIAL, INC., REVISED MARCH, 2019 (MN) WARNING: NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY INDUSTRIAL, INC. #TS11442 PRINTED IN TAIWAN V2.03.19 This manual provides critical safety instructions on the proper setup, operation, maintenance, and service of this machine/tool. Save this document, refer to it often, and use it to instruct other operators. Failure to read, understand and follow the instructions in this manual may result in fire or serious personal injury—including amputation, electrocution, or death. The owner of this machine/tool is solely responsible for its safe use. This responsibility includes but is not limited to proper installation in a safe environment, personnel training and usage authorization, proper inspection and maintenance, manual availability and compre- hension, application of safety devices, cutting/sanding/grinding tool integrity, and the usage of personal protective equipment. The manufacturer will not be held liable for injury or property damage from negligence, improper training, machine modifications or misuse. Some dust created by power sanding, sawing, grinding, drilling, and other construction activities contains chemicals known to the State of California to cause cancer, birth defects or other reproductive harm. Some examples of these chemicals are: • Lead from lead-based paints. • Crystalline silica from bricks, cement and other masonry products. • Arsenic and chromium from chemically-treated lumber. Your risk from these exposures varies, depending on how often you do this type of work. -

Broaching Principles
Broaching Principles Broaching is a machining process that pushes or pulls a cutting tool (called a broach) over or through the surface being machined. Its high-production, metal-removal process is sometimes required to make one-of-a-kind parts. The concept of broaching as a legitimate machining process can be traced back to the early 1850s. Early broaching applications were cutting keyways in pulleys and gears. After World War 1, broaching contributed to the rifling of gun barrels. Advances in broaching machines and form grinding during the 1920s and 30s enabled tolerances to be tightened and broaching costs to become competitive with other machining processes. Today, almost every conceivable type of form and material can be broached. It represents a machining operation that, while known for many years, is still in its infancy. New uses for broaching are being devised every day. Figure 1. Cutting action of a broaching tool. Broaching is similar to planing, turning, milling, and other metal cutting operations in that each tooth removes a small amount of material (Figure 1 ). Figure 2. Typical push keyway broaching tools and a shim. The broaching tool has a series of teeth so arranged that they cut metal when the broach is given a linear movement as indicated in figure 1. The broach cuts away the material since its teeth are progressively increasing in height. Properly used, broaching can greatly increase productivity, hold tight tolerance, and produce precision finishes. Tooling is the heart of broaching. The broach tool's construction is unique for it combines rough, semi-finish, and finish teeth in one tool (Figure 3). -

Enhanced Master Gunsmithing 201 Course Description Enhanced
Enhanced Master Gunsmithing 201 Instruction Hours: 574 Length: 38 Months or less Modality: Self-paced, 100% online Enhanced Master Gunsmithing 201 Course Description This comprehensive course includes all coursework in the Master Level Gunsmithing Course listed above (DOT 632.281.010 – Gunsmith) and all additional training videos and materials described below. Objectives Upon completion of this course, students will have comprehension of Advanced Handgun repair, Advanced Shotgun repair, Advanced Rimfire repair, Pivot Barrel Shotguns repairs, comprehensive understanding of Design, Function and repair of 65 additional firearm systems groups. Students will have the knowledge to demonstrate work ready skills. Note: hands-on or on the job training may still be required. Equipment and materials used in this course include: An internet-capable computer, internet connection, web browser, online examinations. Instructional Mode: Distance education not in real time. All instruction is provided via pre-recorded video lessons and online examinations. Lessons occur at a time and location determined by the student. Method of Instruction: This course is taught in pre-recorded video instruction; however, the students can access instructors whenever they have technical questions or need assistance with completing the coursework. Students submit their questions by email to [email protected], after which they will receive an email reply and/or a telephone call from a Student Support Specialist. Testing and Certificate Requirements: No additional testing is required for the Enhanced Master Gunsmithing Course beyond what is specified for the Master Gunsmithing Course, as it is only to provide students with value-added equipment to add to the trades covered in the courses. -

6 Inch Bench Grinder Assembly & Operating Instructions
BG6UL 6 Inch Bench Grinder Assembly & Operating Instructions READ ALL INSTRUCTIONS AND WARNINGS BEFORE USING THIS PRODUCT. SAVE THESE INSTRUCTIONS FOR FUTURE REFERENCE. This manual provides important information on proper operation and maintenance. Every effort has been made to ensure the accuracy of this manual. We reserve the right to change this product at any time without prior notice. STOP! DO NOT RETURN THIS PRODUCT TO THE RETAILER. Questions? Problems? CONTACT CUSTOMER SERVICE. If you experience a problem or need parts for this product, visit our website http://www.buffalotools.com or call our customer help line at 1-888-287-6981, Monday-Friday, 8 AM - 4 PM Central Time. A copy of the sales receipt is required. BG6UL 6 Inch Bench Grinder Assembly & Operating Instructions 1 TABLE OF CONTENTS RECOGNIZE SAFETY SYMBOLS, WORDS AND LABELS ..........................................................................2 SERVICE ........................................................................................................................................................6 SPECIFIC SAFETY RULES AND/OR SYMBOLS..........................................................................................6 PACKAGE CONTENTS..................................................................................................................................7 COMPONENTS ..............................................................................................................................................7 ASSEMBLY ....................................................................................................................................................8