Material Removal Modeling and Life Expectancy of Electroplated CBN Grinding Wheel and Paired Polishing Tianyu Yu Iowa State University
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
8.10 Drill Grinding Device
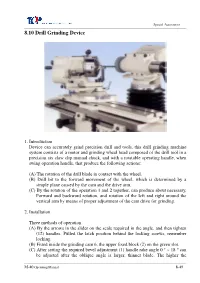
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -
Drill Bit Sharpener Grinding Attachment Model No: SMS01
INSTRUCTIONS FOR DRILL BIT SHARPENER GRINDING ATTACHMENT MODEL NO: SMS01 Thank you for purchasing a Sealey product. Manufactured to a high standard, this product will, if used according to these instructions, and properly maintained, give you years of trouble free performance. IMPORTANT: PLEASE READ THESE INSTRUCTIONS CAREFULLY. NOTE THE SAFE OPERATIONAL REQUIREMENTS, WARNINGS & CAUTIONS. USE THE PRODUCT CORRECTLY AND WITH CARE FOR THE PURPOSE FOR WHICH IT IS INTENDED. FAILURE TO DO SO MAY CAUSE DAMAGE AND/OR PERSONAL INJURY AND WILL INVALIDATE THE WARRANTY. KEEP THESE INSTRUCTIONS SAFE FOR FUTURE USE. Refer to Wear eye Wear a mask Wear ear Wear safety instructions protection protection footwear 1. SAFETY WARNING! Disconnect the grinder from the mains power, and ensure the grinding wheels are at a standstill before attempting to position drill bit. 9 Maintain the sharpener in good condition. 9 Replace or repair damaged parts. Use recommended parts only. Non-authorised parts may be dangerous and will invalidate the warranty. ▲ DANGER! DO NOT use a damaged grinding wheel, to sharpen drill bits. 9 Ensure that the correct grinding wheel is used for sharpening of drill bits. WARNING! Keep all guards and holding screws in place, tight and in good working order. Check regularly for damaged parts. A guard or any other part that is damaged should be repaired or replaced before tool is next used. The eye shields are a mandatory fitting when grinder is used in premises covered by the Health & Safety at Work Act. 9 Ensure adequate lighting. 9 Before each use check grinding wheels for condition. If worn or damaged replace immediately. -

MODEL G0686 LARGE DRILL BIT GRINDER OWNER's MANUAL (For Models Manufactured Since 01/15)
MODEL G0686 LARGE DRILL BIT GRINDER OWNER'S MANUAL (For models manufactured since 01/15) COPYRIGHT © MAY, 2009 BY GRIZZLY INDUSTRIAL, INC., REVISED MARCH, 2019 (MN) WARNING: NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY INDUSTRIAL, INC. #TS11442 PRINTED IN TAIWAN V2.03.19 This manual provides critical safety instructions on the proper setup, operation, maintenance, and service of this machine/tool. Save this document, refer to it often, and use it to instruct other operators. Failure to read, understand and follow the instructions in this manual may result in fire or serious personal injury—including amputation, electrocution, or death. The owner of this machine/tool is solely responsible for its safe use. This responsibility includes but is not limited to proper installation in a safe environment, personnel training and usage authorization, proper inspection and maintenance, manual availability and compre- hension, application of safety devices, cutting/sanding/grinding tool integrity, and the usage of personal protective equipment. The manufacturer will not be held liable for injury or property damage from negligence, improper training, machine modifications or misuse. Some dust created by power sanding, sawing, grinding, drilling, and other construction activities contains chemicals known to the State of California to cause cancer, birth defects or other reproductive harm. Some examples of these chemicals are: • Lead from lead-based paints. • Crystalline silica from bricks, cement and other masonry products. • Arsenic and chromium from chemically-treated lumber. Your risk from these exposures varies, depending on how often you do this type of work. -

11-21-17 LETTING: 12-13-17 Page 1 of 5 KANSAS DEPARTMENT OF
11-21-17 LETTING: 12-13-17 Page 1 of 5 KANSAS DEPARTMENT OF TRANSPORTATION 517122151 U056-046 KA 4670-01 NHPP-A467(001) ___________________________________________________________________________ CONTRACT PROPOSAL 1. The Secretary of Transportation of the State of Kansas [Secretary] will accept only electronic internet proposals from prequalified contractors for construction, improvement, reconstruction, or maintenance work in the State of Kansas, said work known as Project No.: U056-046 KA 4670-01 NHPP-A467(001) The general scope, location and net length are: MILLING AND HMA OVERLAY. US-56 FR APPRX 900 FT E US56/US69 JCT TO APPROX 1350 FT E OF ROE AVE IN JO CO. LENGTH IS 1.825 MI. 2. This is the Proposal of [Contractor] to complete the Project for the amount set out in the accompanying Unit Prices List. 3. The Contractor makes the following ties and riders as part of its Proposal in addition to state ties, if any: ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ 4. Contractors and other interested entities may examine the Bidding Proposal Form/Contract Documents (see paragraph 11 below) at the County Clerk's Office in the County in which the Project is located and at the Kansas Department of Transportation [KDOT] Bureau of Construction and Materials, Eisenhower State Office Building, 700 SW Harrison, Topeka, Kansas 66603. Contractors may examine and print the Bidding Proposal Form/ Contract Documents by using KDOT's website at http://www.ksdot.org and choosing the following selections: "Doing Business","Bidding & Letting" and "Proposal Information", and using the links provided in the Project information for this project. KDOT will not print and mail paper copies of Proposal Forms. -

5.1 GRINDING Definitions
UNIT-V GRINDING AND BROACHING 5.1 Grinding Definitions Cutting conditions in grinding Wheel wear Surface finish and effects of cutting temperature Grinding wheel Grinding operations Finishing Processes Introduction Finishing processes 5.1 GRINDING Definitions Abrasive machining is a material removal process that involves the use of abrasive cutting tools. There are three principle types of abrasive cutting tools according to the degree to which abrasive grains are constrained, bonded abrasive tools: abrasive grains are closely packed into different shapes, the most common is the abrasive wheel. Grains are held together by bonding material. Abrasive machining process that use bonded abrasives include grinding, honing, superfinishing; coated abrasive tools: abrasive grains are glued onto a flexible cloth, paper or resin backing. Coated abrasives are available in sheets, rolls, endless belts. Processes include abrasive belt grinding, abrasive wire cutting; free abrasives: abrasive grains are not bonded or glued. Instead, they are introduced either in oil-based fluids (lapping, ultrasonic machining), or in water (abrasive water jet cutting) or air (abrasive jet machining), or contained in a semisoft binder (buffing). Regardless the form of the abrasive tool and machining operation considered, all abrasive operations can be considered as material removal processes with geometrically undefined cutting edges, a concept illustrated in the figure: The concept of undefined cutting edge in abrasive machining. Grinding Abrasive machining can be likened to the other machining operations with multipoint cutting tools. Each abrasive grain acts like a small single cutting tool with undefined geometry but usually with high negative rake angle. Abrasive machining involves a number of operations, used to achieve ultimate dimensional precision and surface finish. -

Grinding Machine Construction Types of Grinders
Grinding machine A grinding machine is a machine tool used for producing very fine finishes or making very light cuts, using an abrasive wheel as the cutting device. This wheel can be made up of various sizes and types of stones, diamonds or of inorganic materials. For machines used to reduce particle size in materials processing see grinding. Construction The grinding machine consists of a power driven grinding wheel spinning at the required speed (which is determined by the wheel’s diameter and manufacturer’s rating, usually by a formula) and a bed with a fixture to guide and hold the work-piece. The grinding head can be controlled to travel across a fixed work piece or the workpiece can be moved whilst the grind head stays in a fixed position. Very fine control of the grinding head or tables position is possible using a vernier calibrated hand wheel, or using the features of NC or CNC controls. Grinding machines remove material from the workpiece by abrasion, which can generate substantial amounts of heat; they therefore incorporate a coolant to cool the workpiece so that it does not overheat and go outside its tolerance. The coolant also benefits the machinist as the heat generated may cause burns in some cases. In very high-precision grinding machines (most cylindrical and surface grinders) the final grinding stages are usually set up so that they remove about 2/10000mm (less than 1/100000 in) per pass - this generates so little heat that even with no coolant, the temperature rise is negligible. Types of grinders These machines include the Belt grinder, which is usually used as a machining method to process metals and other materials, with the aid of coated abrasives. -
PFERD Tools for Use on Construction Steel
PFERD tools for use on construction steel TRUST BLUE Steel Tools for use on construction steel Introduction, table of contents August Rüggeberg GmbH & Co . KG, Marienheide/Germany, develops, produces and markets tools for surface finishing and cutting materials under the brand name PFERD . For more than 100 years, PFERD has been a distinctive brand mark for excellent quality, top performance and economic value . PFERD produces an extensive tool range that fulfils your various requirements for the processing of steel . All the tools have been developed especially for these applications and have proven themselves in practice . In this PFERD PRAXIS brochure we have summarized our long years of experience and current know-how in the specific stock removal and performance behaviour required PFERDVIDEO for the processing of steel, construction, carbon, tool, case-hardened steels and other You will receive more alloy steels in particular . information on the PFERD brand here or at www .pferd com. PFERD worldwide PFERDWEB You can find an overview of all PFERD subsidiaries and trad- ing partner repre- sentatives here or at www .pferd com. Steel PFERD tools – Catalogues 201–209 Material with tradition and a future . 3 On pages 24–41 PFERD describes the specific properties of Material knowledge . 6 the individual tool groups that are particularly suitable for Examples of categories of steel . 7 use on construction steel . Classification of steel . 8 Overview . 24 Classification by material numbers and classes . 9 Catalogue 201 – Files . 25 Classification according to intended use . 10 Catalogue 202 – Tungstens carbide burrs . 26 Grades of construction steel . 11 Catalogue 202 – EDGE FINISH, hole cutters, Corrosion and corrosion protection . -

Grinding Wheel Adapters
Grinding Wheel Adapters Haimer USA, LLC | 134 E. Hill Street | Villa Park, IL 60181 Phone +1-630-833-15 00 | Fax +1-630-833-15 07 E-Mail: [email protected] | www.haimer-usa.com Haimer Mexico, S. de R.L. de C.V. | Anillo Vial Fray Junipero Serra No. 16950 Bodega 2 | Micro Parque Industrial | Sotavento Querétaro. QRO. C.P. 76127 | Phone (442) 243-0950 | Fax (442) 243-1992 [email protected] | www.haimer-mexico.com www.haimer-usa.com CONTENTS Page WHY BALANCE GRINDING WHEELS? 4 HOW TO BALANCE YOUR GRINDING WHEELS CORRECTLY! 5 GRINDING WHEEL ADAPTER FOR Deckel 6 GRINDING WHEEL ADAPTER FOR UWS (Reinecker) 7 GRINDING WHEEL ADAPTER FOR Rollomatic 8 GRINDING WHEEL ADAPTER FOR Walter 9 GRINDING WHEEL ADAPTER FOR Saacke/Vollmer 11 2 CONTENTS Page GRINDING WHEEL ADAPTER FOR Schütte 12 ADAPTERS FOR Tool Grinding Machines Dressing machines Tool presetters Balancing Machines 14 ACCESSORIES For grinding wheel adapters 15 Torque wrench 1416 Tool assembly device Tool Clamp 1517 Set of balancing screws and balancing rings 18 CENTRO WITH INTEGRATED SHORT ADAPTER 19 BALANCING MACHINES Tool Dynamic TD 1002 / Tool Dynamic TD 2009 Comfort / Tool Dynamic TD Preset 20 Tool Dynamic TD 800 / Tool Dynamic TD 2010 Automatic 26 Application examples TD 2010 Automatic 30 Runout Measuring device for TD 1002 31 Balancing adapter and balancing arbour 32 TOOL MANAGEMENT For efficient working 37 Tool cart 39 Equipment and accessories 41 Tool cart design 43 3 WHY BALANCE GRINDING WHEELS? Why balance grinding wheels? Dressing ≠ Balancing Balancing of grinding wheels is essential in spite of dressing them! Causes of unbalance on a grinding wheel: 1. -

Grinding Wheels Basics
Grinding Wheels - A Basic Explanation In brief review, the primary objective of precision grinding is the efficient and economical production of workpieces with a defined surface finish quality and required dimensional and shape tolerances. The tool which is most widely to accomplish this goal is the grinding wheel. Grinding wheels are composed basically of bond and abrasive grain. Grinding wheels contain thousands of abrasive grains, each of which displays multiple cutting edges. A grinding wheel with proper bond and abrasive grain type for a given application will be able to constantly resharpen itself by grain fracturing and grain release. These processes continuously present new sharp cutting points on the grinding area of the wheel. In order to select the best grinding wheel for your particular application, a general understanding of the elements of the wheel is necessary. The combination of abrasive type, abrasive grit size, hardness grade, grain structure and bond type determines wheel performance. By varying the volume and type of each of these elements, the effectiveness of the wheel can be adjusted. The following is a brief description of each. ABRASIVE TYPE The abrasive grain is the element of the grinding wheel that actually cuts the chips from the workpiece. There are four basic abrasive types: Aluminum Oxide, Silicon Carbide, Diamond, and Cubic Boron Nitride (CBN) ABRASIVE GRIT SIZE All abrasive grains are sized according to an established worldwide standard and are designated as a numerical grit size. The larger the number, the smaller the grain size. Generally, large number, or coarse grain size will increase stock removal rate, but provide a less desirable surface quality. -

Boilermaking Manual. INSTITUTION British Columbia Dept
DOCUMENT RESUME ED 246 301 CE 039 364 TITLE Boilermaking Manual. INSTITUTION British Columbia Dept. of Education, Victoria. REPORT NO ISBN-0-7718-8254-8. PUB DATE [82] NOTE 381p.; Developed in cooperation with the 1pprenticeship Training Programs Branch, Ministry of Labour. Photographs may not reproduce well. AVAILABLE FROMPublication Services Branch, Ministry of Education, 878 Viewfield Road, Victoria, BC V9A 4V1 ($10.00). PUB TYPE Guides Classroom Use - Materials (For Learner) (OW EARS PRICE MFOI Plus Postage. PC Not Available from EARS. DESCRIPTORS Apprenticeships; Blue Collar Occupations; Blueprints; *Construction (Process); Construction Materials; Drafting; Foreign Countries; Hand Tools; Industrial Personnel; *Industrial Training; Inplant Programs; Machine Tools; Mathematical Applications; *Mechanical Skills; Metal Industry; Metals; Metal Working; *On the Job Training; Postsecondary Education; Power Technology; Quality Control; Safety; *Sheet Metal Work; Skilled Occupations; Skilled Workers; Trade and Industrial Education; Trainees; Welding IDENTIFIERS *Boilermakers; *Boilers; British Columbia ABSTRACT This manual is intended (I) to provide an information resource to supplement the formal training program for boilermaker apprentices; (2) to assist the journeyworker to build on present knowledge to increase expertise and qualify for formal accreditation in the boilermaking trade; and (3) to serve as an on-the-job reference with sound, up-to-date guidelines for all aspects of the trade. The manual is organized into 13 chapters that cover the following topics: safety; boilermaker tools; mathematics; material, blueprint reading and sketching; layout; boilershop fabrication; rigging and erection; welding; quality control and inspection; boilers; dust collection systems; tanks and stacks; and hydro-electric power development. Each chapter contains an introduction and information about the topic, illustrated with charts, line drawings, and photographs. -

Instructions for Preparing a Namri/Sme Paper
UC Davis UC Davis Previously Published Works Title New concepts for bio-inspired sustainable grinding Permalink https://escholarship.org/uc/item/3hk4z673 Journal Journal of Manufacturing Processes, 19 ISSN 15266125 Authors Linke, Barbara S Moreno, Jorge Publication Date 2015-08-01 DOI 10.1016/j.jmapro.2015.05.008 Peer reviewed eScholarship.org Powered by the California Digital Library University of California Title: New Concepts for Bio-inspired Sustainable Grinding Authors: Barbara S. Linke1, Jorge Moreno Affiliation: Department of Mechanical and Aerospace Engineering University of California Davis Davis, CA, USA 1Corresponding author: Barbara S. Linke Email: [email protected] Phone: (+1) 530 – 752-6451 Address: University of California Davis Department of Mechanical and Aerospace Engineering One Shields Ave Davis CA 95616, USA 1 ABSTRACT Sustainability in manufacturing processes needs to be increased. Bio-inspired design is one promising and innovative approach to design better products and processes. Therefore, this study uses bio-inspired design to find new process setups for novel grinding system components to address problems defined through an axiomatic grinding model. This paper discusses bio-inspired ideas for chip transport and tool cleaning, abrasive wear resistance, self-sharpening, breaking air barriers, cooling, and new process environments. Case studies and new concepts highlight potential improvements, but future research needs to validate these ideas. This study shows how nature can inspire improvements in grinding processes. KEYWORDS Grinding, sustainable manufacturing, bio-inspired design 1. INTRODUCTION Pressing environmental and social troubles challenge manufacturing engineers to find machining processes that are both more cost efficient, as well as, more environmentally and socially friendly [1]; abrasive machining is no exception to this demand.