Instructions for Preparing a Namri/Sme Paper
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
8.10 Drill Grinding Device
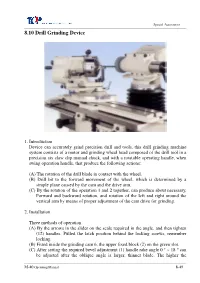
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -

Grinding Your Own Lathe Tools
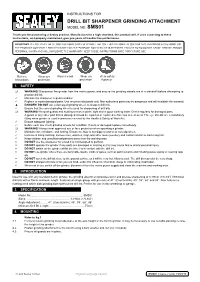
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -
Drill Bit Sharpener Grinding Attachment Model No: SMS01
INSTRUCTIONS FOR DRILL BIT SHARPENER GRINDING ATTACHMENT MODEL NO: SMS01 Thank you for purchasing a Sealey product. Manufactured to a high standard, this product will, if used according to these instructions, and properly maintained, give you years of trouble free performance. IMPORTANT: PLEASE READ THESE INSTRUCTIONS CAREFULLY. NOTE THE SAFE OPERATIONAL REQUIREMENTS, WARNINGS & CAUTIONS. USE THE PRODUCT CORRECTLY AND WITH CARE FOR THE PURPOSE FOR WHICH IT IS INTENDED. FAILURE TO DO SO MAY CAUSE DAMAGE AND/OR PERSONAL INJURY AND WILL INVALIDATE THE WARRANTY. KEEP THESE INSTRUCTIONS SAFE FOR FUTURE USE. Refer to Wear eye Wear a mask Wear ear Wear safety instructions protection protection footwear 1. SAFETY WARNING! Disconnect the grinder from the mains power, and ensure the grinding wheels are at a standstill before attempting to position drill bit. 9 Maintain the sharpener in good condition. 9 Replace or repair damaged parts. Use recommended parts only. Non-authorised parts may be dangerous and will invalidate the warranty. ▲ DANGER! DO NOT use a damaged grinding wheel, to sharpen drill bits. 9 Ensure that the correct grinding wheel is used for sharpening of drill bits. WARNING! Keep all guards and holding screws in place, tight and in good working order. Check regularly for damaged parts. A guard or any other part that is damaged should be repaired or replaced before tool is next used. The eye shields are a mandatory fitting when grinder is used in premises covered by the Health & Safety at Work Act. 9 Ensure adequate lighting. 9 Before each use check grinding wheels for condition. If worn or damaged replace immediately. -

MODEL G0686 LARGE DRILL BIT GRINDER OWNER's MANUAL (For Models Manufactured Since 01/15)
MODEL G0686 LARGE DRILL BIT GRINDER OWNER'S MANUAL (For models manufactured since 01/15) COPYRIGHT © MAY, 2009 BY GRIZZLY INDUSTRIAL, INC., REVISED MARCH, 2019 (MN) WARNING: NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY INDUSTRIAL, INC. #TS11442 PRINTED IN TAIWAN V2.03.19 This manual provides critical safety instructions on the proper setup, operation, maintenance, and service of this machine/tool. Save this document, refer to it often, and use it to instruct other operators. Failure to read, understand and follow the instructions in this manual may result in fire or serious personal injury—including amputation, electrocution, or death. The owner of this machine/tool is solely responsible for its safe use. This responsibility includes but is not limited to proper installation in a safe environment, personnel training and usage authorization, proper inspection and maintenance, manual availability and compre- hension, application of safety devices, cutting/sanding/grinding tool integrity, and the usage of personal protective equipment. The manufacturer will not be held liable for injury or property damage from negligence, improper training, machine modifications or misuse. Some dust created by power sanding, sawing, grinding, drilling, and other construction activities contains chemicals known to the State of California to cause cancer, birth defects or other reproductive harm. Some examples of these chemicals are: • Lead from lead-based paints. • Crystalline silica from bricks, cement and other masonry products. • Arsenic and chromium from chemically-treated lumber. Your risk from these exposures varies, depending on how often you do this type of work. -

Material Removal Modeling and Life Expectancy of Electroplated CBN Grinding Wheel and Paired Polishing Tianyu Yu Iowa State University
Iowa State University Capstones, Theses and Graduate Theses and Dissertations Dissertations 2016 Material removal modeling and life expectancy of electroplated CBN grinding wheel and paired polishing Tianyu Yu Iowa State University Follow this and additional works at: https://lib.dr.iastate.edu/etd Part of the Engineering Mechanics Commons, and the Mechanical Engineering Commons Recommended Citation Yu, Tianyu, "Material removal modeling and life expectancy of electroplated CBN grinding wheel and paired polishing" (2016). Graduate Theses and Dissertations. 16045. https://lib.dr.iastate.edu/etd/16045 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Graduate Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. Material removal modeling and life expectancy of electroplated CBN grinding wheel and paired polishing by Tianyu Yu A dissertation submitted to the graduate faculty in partial fulfillment of the requirements for the degree of DOCTOR OF PHILOSOPHY Major: Engineering Mechanics-Aerospace Engineering Program of Study Committee: Ashraf F. Bastawros, Major Professor Abhijit Chandra Wei Hong Thomas Rudolphi Stephen Holland Iowa State University Ames, Iowa 2016 Copyright © Tianyu Yu, 2016. All rights reserved. ii DEDICATION I would like to dedicate this dissertation to my parents -

Grinding Wheel Adapters
Grinding Wheel Adapters Haimer USA, LLC | 134 E. Hill Street | Villa Park, IL 60181 Phone +1-630-833-15 00 | Fax +1-630-833-15 07 E-Mail: [email protected] | www.haimer-usa.com Haimer Mexico, S. de R.L. de C.V. | Anillo Vial Fray Junipero Serra No. 16950 Bodega 2 | Micro Parque Industrial | Sotavento Querétaro. QRO. C.P. 76127 | Phone (442) 243-0950 | Fax (442) 243-1992 [email protected] | www.haimer-mexico.com www.haimer-usa.com CONTENTS Page WHY BALANCE GRINDING WHEELS? 4 HOW TO BALANCE YOUR GRINDING WHEELS CORRECTLY! 5 GRINDING WHEEL ADAPTER FOR Deckel 6 GRINDING WHEEL ADAPTER FOR UWS (Reinecker) 7 GRINDING WHEEL ADAPTER FOR Rollomatic 8 GRINDING WHEEL ADAPTER FOR Walter 9 GRINDING WHEEL ADAPTER FOR Saacke/Vollmer 11 2 CONTENTS Page GRINDING WHEEL ADAPTER FOR Schütte 12 ADAPTERS FOR Tool Grinding Machines Dressing machines Tool presetters Balancing Machines 14 ACCESSORIES For grinding wheel adapters 15 Torque wrench 1416 Tool assembly device Tool Clamp 1517 Set of balancing screws and balancing rings 18 CENTRO WITH INTEGRATED SHORT ADAPTER 19 BALANCING MACHINES Tool Dynamic TD 1002 / Tool Dynamic TD 2009 Comfort / Tool Dynamic TD Preset 20 Tool Dynamic TD 800 / Tool Dynamic TD 2010 Automatic 26 Application examples TD 2010 Automatic 30 Runout Measuring device for TD 1002 31 Balancing adapter and balancing arbour 32 TOOL MANAGEMENT For efficient working 37 Tool cart 39 Equipment and accessories 41 Tool cart design 43 3 WHY BALANCE GRINDING WHEELS? Why balance grinding wheels? Dressing ≠ Balancing Balancing of grinding wheels is essential in spite of dressing them! Causes of unbalance on a grinding wheel: 1. -

Grinding Wheels Basics
Grinding Wheels - A Basic Explanation In brief review, the primary objective of precision grinding is the efficient and economical production of workpieces with a defined surface finish quality and required dimensional and shape tolerances. The tool which is most widely to accomplish this goal is the grinding wheel. Grinding wheels are composed basically of bond and abrasive grain. Grinding wheels contain thousands of abrasive grains, each of which displays multiple cutting edges. A grinding wheel with proper bond and abrasive grain type for a given application will be able to constantly resharpen itself by grain fracturing and grain release. These processes continuously present new sharp cutting points on the grinding area of the wheel. In order to select the best grinding wheel for your particular application, a general understanding of the elements of the wheel is necessary. The combination of abrasive type, abrasive grit size, hardness grade, grain structure and bond type determines wheel performance. By varying the volume and type of each of these elements, the effectiveness of the wheel can be adjusted. The following is a brief description of each. ABRASIVE TYPE The abrasive grain is the element of the grinding wheel that actually cuts the chips from the workpiece. There are four basic abrasive types: Aluminum Oxide, Silicon Carbide, Diamond, and Cubic Boron Nitride (CBN) ABRASIVE GRIT SIZE All abrasive grains are sized according to an established worldwide standard and are designated as a numerical grit size. The larger the number, the smaller the grain size. Generally, large number, or coarse grain size will increase stock removal rate, but provide a less desirable surface quality. -

Mounted Points, Cones and Plugs, Bench Grinding Wheels
Mounted points, cones and plugs, bench grinding wheels 3 3 Mounted points, cones and plugs, bench grinding wheels Table of contents General information 4 Quick product selection guide 6 Technical specifications 8 Drive spindle extensions 9 Products made to order 10 Mounted points For steel and cast steel n STEEL 11 n STEEL EDGE 13 For materials that are tough to machine n TOUGH 17 n TOOL STEEL 21 For stainless steel (INOX) n INOX 22 n INOX EDGE 23 For soft non-ferrous metals n ALU 25 For grey and nodular cast iron n CAST 26 n CAST EDGE 27 For plastics n RUBBER 29 Bench grinding wheels General information 30 n Bench wheel bushings 30 n UNIVERSAL type 31 n CARBIDE type 31 n Dressing tool 32 Cones and plugs General information 33 n Type 16 33 n Type 17 33 n Type 18 33 n Type 18R 33 Page Catalogue 2 3 Mounted points, cones and plugs, bench grinding wheels Table of contents Grinding and polishing stones General information 34 n Holders for grinding and polishing stones 34 n UNIVERSAL type 35 n CARBIDE type 35 Hand dressers n Dressing stones 36 3 Straight grinder Flexible shaft Bench grinder Manual filing tool Manual application Visit pferd.com for more information. PFERD Tools PFERD tools PFERD tools for Use on Plastics for use on stainless steel PFERD tools for use on aluminium for use on construction steel PFERDPRAXIS brochures Our PFERDPRAXIS brochures contain a wealth of useful information on material properties as well as tips and tricks for using PFERD products on specific materials or for specific applications. -

Variation of Grain Height Characteristics of Electroplated Cbn Grinding-Wheel Active Surfaces Associated with Their Wear
metals Article Variation of Grain Height Characteristics of Electroplated cBN Grinding-Wheel Active Surfaces Associated with Their Wear Anna Bazan * , Andrzej Kawalec , Tomasz Rydzak and Pawel Kubik Faculty of Mechanical Engineering and Aeronautics, Rzeszow University of Technology, 35-959 Rzeszów, Poland; [email protected] (A.K.); [email protected] (T.R.); [email protected] (P.K.) * Correspondence: [email protected]; Tel.: +48-17-865-1371 Received: 14 September 2020; Accepted: 2 November 2020; Published: 6 November 2020 Abstract: During the operation of a single-layer grinding wheel (SLGW), irreversible changes occur on its active surface due to wear. The study of grinding-wheel microgeometry changes can be based on the measurement of the surface texture as well as the determination and analysis of its parameters. The article deals with the selection of suitable texture parameters and an appropriate mathematical model carrying information about the SLGW condition. In the study, samples of Pyrowear 53 steel were ground using electroplated cBN single-layer grinding wheels until they were completely worn out or removed assumed volume of the workpiece material. Each SLGW worked with constant process parameters. Among the 144 parameters tested, the highest sensitivity to changes in wheel active surfaces caused by wear was shown by the mean value of the mean island heights Zmean_m. In-depth research was conducted for Zmean_m and reduced peak height Spk. Compared to Spk, Zmean_m has proven to be a better measure of wear, especially when large areas of sticking occur. Moreover, the second-degree models linking Zmean_m and Spk to the process parameters and the specific material loss were better suited to the empirical data than the exponential models. -

2019-2020-Catalog.Pdf
UNITED ABRASIVES / 2019-2020 SAIT CATALOG MANUFACTURING HEADQUARTERS ADDRESS 185 BOSTON POST ROAD, NORTH WINDHAM, CT 06256 www. PHONE: 860-456-7131 U E-MAIL: [email protected] nited A CUSTOMER SERVICE brasives.com US TOLL FREE: 800-428-5927 US FAX ORDERS: 860-456-8341 EmAIL: [email protected] CANADA SALES: 800-345-7248 EmAIL CANADA: [email protected] WWW.UNITEDABRASIVES.COM 2019 – 2020 2019 AMERICAN MaDE INDUSTRIAL GRADE FIRST FULLY AUTOMATED CATALOG INDEX BONDED ABRASIVE PRESS MANUFACTURING PATENT FILED FACILITY OPENED IN FOR TYPE 27 .045” NAPLES, FLORIDA CUTTING WHEEL GRINDING WHEELS .............. 6 CUTTING WHEELS ............... 26 1/4" GRINDING WHEELS: TYPE 27 . 8-12 HOW to PICK A CuttING Wheel . 28-29 STATE OF THE ART ROBOTICS 1/4" GRINDING WHEELS: TYPE 28 . 13 .045" CuttING Wheels . 30-33 INTRODUCED INTO OUR FLEXIBLE GRINDING / .090" CuttING & NotchING Wheels . 34-35 MANUFACTURING PROCESS BLENDING WHEELS: TYPE 29 . 14 .095" UltImate COMBO Wheels . 36 1/8" PIPelINE Wheels . 15-17 3/32" & 1/8" CuttING Wheels . 37-38 CUP STONES . 18-19 TOOL ROOM . 39 2019 MOUNTED POINTS . .. 20 THIN HIGH SPEED Cut-OFF . 40-41 AND CONES & PLUGS . 21 Small DIameteR PORtable Saw BENCH Wheels . 22 Cut-OFF Wheels . 42 2001 BEYOND HAND & FLOOR RUBS . 23 LARGE DIameteR CuttING Wheels . 43-49 COTTON FIBER . 24-25 CHOP Saw WHEELS . 44-45 PORtable Saw WHEELS . 46-47 1996 2004 2009 2014 STReet Saw WHEELS . 48 THE StatIONARY Saw WHEELS . .. 49 AY AME D WORLDWIDE LEADER IN THE Metal-CuttING CARBIDE BlaDES . 50-53 S ING SHIpp ABRASIVES INDUSTRY DIAMOND BlaDES . -
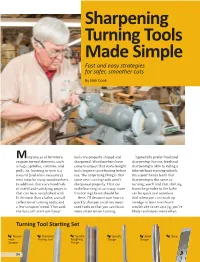
Sharpening Turning Tools Made Simple Fast and Easy Strategies for Safer, Smoother Cuts by Nick Cook
Sharpening Turning Tools Made Simple Fast and easy strategies for safer, smoother cuts By Nick Cook any pieces of furniture tools are properly shaped and I generally prefer freehand requireM turned elements, such sharpened. Woodworkers have sharpening. For me, freehand as legs, spindles, columns, and come to expect that store-bought sharpening is akin to riding a pulls. So, learning to turn is a tools require some honing before bike without training wheels. natural (and often necessary) use. The surprising thing is that Once your hands learn that next step for many woodworkers. some new turning tools aren’t sharpening is the same as In addition, there are hundreds sharpened properly. That can of useful and satisfying projects make learning to turn way more from the grinder to the lathe that can be accomplished with frustrating than it should be. canturning, be quick you’ll and find seamless. that shifting little more than a lathe, a small Here, I’ll demonstrate how to And when you can touch up collection of turning tools, and quickly sharpen six of my most- an edge in less time than it a few scraps of wood. That said, used tools so that you can focus would take to set up a jig, you’re the fun can’t start until your more attention on turning. likely to sharpen more often. Turning Tool Star� ng Set 1 1 3 3 1 3 ⁄2" Round- ⁄8" Diamond ⁄4" Spindle ⁄8" Spindle ⁄2" Bowl ⁄4" Skew nose Parti ng Tool Roughing Gouge Gouge Scraper Gouge 54 Sharpening 6" Slow-Speed Setup Grinder Keeping a few accessories close to your lathe will encourage you to keep an edge on your tools. -
Grinding Machines Made in Germany in Made
MACHINES GRINDING MACHINES MADE IN GERMANY DRILLS 06 BSG 20/2 06 BSM 20 08 BSG 60 10-12 BSG 60 Full range equipment 18/19 BKS 20-22 COUNTERSINKS 18 CONTENTS SVR 20 14 SZVR 16 CORE DRILLS 22 BKS 20-22 KBS/2 24 CIRCULAR KNIFES 24 RMS MANUELL 26 RMS NC 28 RMS CNC 30 SAW BLADES 30 SSG 600-M-LF 32 SSG 600-A-DC 34 ELECTRODES 34 WIG 4 36 WIG 4 - WORKSTATION SOLUTION 38 UNIVERSAL 36 CUTTING-GRINDING MACHINE TSM 16 38 UNIVERSAL 40 TOOL GRINDING MACHINE FSM-CNC SM 180 44 SZ INCL. BSM 20 46 03 PROFILE FROM THE EMERY FILE ... ... TO THE CNC-GRINDING MACHINE It all started at KAINDL with the production of simple emery les in the private garage of Reinhold Reiling, who would later found the company. In the early days he only supplied the jewellery and watch industry based in Pforzheim. After the company was founded in 1972 and his brother Karl Reiling joined, we invented the first usable grinding attachment for drills, the „uni-grinder“. Extremely successful marketing of this tool at trade fairs also presented an opportunity for further dialogue with users. We continually refined and improved our grinding tools by tackling problems systematically. The first step had been taken to creating our first, simple tool grinding devices. These devices were rapidly honed and finally fitted with their own motor. KAINDL‘s first drill bit grinder, BSG 20, was complete. 40 years after we were founded, we now offer more than ten different grinding machines and a wealth of innovative tools.