Moore Tool Company
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Pta and Hand Tools
Precision, Quality, Innovation PTA AND HAND TOOLS Hole Saws Hacksaws Jig Saws Reciprocating Saws Portable Band Saws Measuring Tapes Utility Knives Levels Plumb Bobs Chalk Rules & Squares Calipers Protractors Punches Shop Tools Lubricant Catalog 71 PRECISION, QUALITY, iNNOVATiON For more than 135 years, manufacturers, builders and craftsmen worldwide have depended upon precision tools and saws from The L.S. Starrett Company to ensure the consistent quality of their work. They know that the Starrett name on a saw blade, hand tool or measuring tool ensures exceptional quality, innovative products and expert technical assistance. With strict quality control, state-of-the-art equipment and an ongoing commitment to producing superior tools, the thousands of products in today's Starrett line continue to be the most accurate, robust and durable tools available. This catalog features those tools most widely used on a jobsite or in a workshop environment. 2 hole saws Our new line includes the Fast Cut and Deep Cut bi-metal saws, and application-specific hole saws engineered specifically for certain materials, power tools and jobs. A full line of accessories, including Quick-Hitch™ arbors, pilot drills and protective cowls, enables you to optimise each job with safe, cost efficient solutions. 09 hacksaws Hacksaw Safe-Flex® and Grey-Flex® blades and frames, Redstripe® power hack blades, compass and PVC saws to assist you with all of your hand sawing needs. 31 jig saws Our Unified Shank® jig saws are developed for wood, metal and multi-purpose cutting. The Starrett bi-metal unique® saw technology provides our saws with 170% greater resistance to breakage, cut faster and last longer than other saws. -

8" Utility Workshop Vise
HAND TOOLS – 90° Vise Clamp – Magnetic Support Jig – Anvil – Vise – Jaw Caps Shipping MAGNETIC Order Capacity Jaw Jaw Weight/ SUPPORT JIG Number Miter Height Length Lbs. #M-065 90° Angle AC-325 3 11/32" 1 3/8" 4 1/8" 8 1/2 Vise Clamp Wilton 90° angle clamps take the set-up time and effort out of metalworking applications that involve $99.90 EA holding material for right angle joining, assembling, #M-063 welding or grinding. A self-centering jaw quickly adjusts to clamp work pieces, even accommodating pieces of different sizes. Speed, safety and accuracy #M-061 are the key benefits that this clamping innovation brings to your shop. The 90° angle clamp is made of high quality cast #M-060 iron and is zinc plated. The spindle, which MAG- automatically pivots for an accurate 90° grip, is also M-060 M-061 M-063 M-065 copper plated to resist weld spatter. Slotted holes TOOL are provided in the base for convenient work bench Price Ea. $5.99 $6.99 $11.99 $24.99 mounting. For added precision, work surfaces, Size Small Medium Large X-Large including base, are milled. Inches 3.6x2.4x0.44 4.7x3.4x0.56 6.3x4x0.63 7.9x5x0.88 Supports 28 lb. 45 lb. 80 lb. 95 lb. CLAMP-ON TABLE VISE: Up To Direct Lift **11 lb. **16.5 lb. **27.5 lb. **33 lb. 6" BENCH VISE, HEAVY DUTY Ea Angle Net 6 oz. 12 oz. 1.65 lb. 2.75 lb. Aluminum Weight Zinc Die **In contact with ferrous Objects of adequate thickness and Cast Body, smooth surface finish Steel Anvil MADE IN & Jaws. -
8.10 Drill Grinding Device
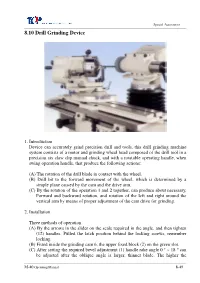
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -
Drill Bit Sharpener Grinding Attachment Model No: SMS01
INSTRUCTIONS FOR DRILL BIT SHARPENER GRINDING ATTACHMENT MODEL NO: SMS01 Thank you for purchasing a Sealey product. Manufactured to a high standard, this product will, if used according to these instructions, and properly maintained, give you years of trouble free performance. IMPORTANT: PLEASE READ THESE INSTRUCTIONS CAREFULLY. NOTE THE SAFE OPERATIONAL REQUIREMENTS, WARNINGS & CAUTIONS. USE THE PRODUCT CORRECTLY AND WITH CARE FOR THE PURPOSE FOR WHICH IT IS INTENDED. FAILURE TO DO SO MAY CAUSE DAMAGE AND/OR PERSONAL INJURY AND WILL INVALIDATE THE WARRANTY. KEEP THESE INSTRUCTIONS SAFE FOR FUTURE USE. Refer to Wear eye Wear a mask Wear ear Wear safety instructions protection protection footwear 1. SAFETY WARNING! Disconnect the grinder from the mains power, and ensure the grinding wheels are at a standstill before attempting to position drill bit. 9 Maintain the sharpener in good condition. 9 Replace or repair damaged parts. Use recommended parts only. Non-authorised parts may be dangerous and will invalidate the warranty. ▲ DANGER! DO NOT use a damaged grinding wheel, to sharpen drill bits. 9 Ensure that the correct grinding wheel is used for sharpening of drill bits. WARNING! Keep all guards and holding screws in place, tight and in good working order. Check regularly for damaged parts. A guard or any other part that is damaged should be repaired or replaced before tool is next used. The eye shields are a mandatory fitting when grinder is used in premises covered by the Health & Safety at Work Act. 9 Ensure adequate lighting. 9 Before each use check grinding wheels for condition. If worn or damaged replace immediately. -

A Different Spin on the Circle-Cutting Jig Dicey Vise Tip?
TipsNews & &Tricks Views A different spin on Dicey vise tip? the circle-cutting jig Bill Schneider’s bandsaw circle-cutting jig (Oct/Nov 2019) inspired me to make my own version (see photos below). The pivot bar sits flush with the base’s surface on my modified sled. On the underside of the bar, I attached a 1" × 1/4"-20 threaded rod that passes through a slot in the base. A fixture knob threads onto the rod to hold the position. Pivot holes every two inches along the bar allow cutting diameters from 1" to 48". An epoxied rare earth magnet in the travel stop helps to hold the base steady while the jig is in use. And a 1" hole where the blade cuts allows better dust collection, especially when I remember to remove the bandsaw’s throat plate before using the jig. —Edward Koizumi, Oak Park, IL Nothing could convince me to put my router in a vise (Dec/Jan 2020) and turn it on. Isn’t that unsafe? —Tila Talu, via email Senior editor Paul Anthony replies: Tila, if you’re concerned that the tool might jump from the vise, you can safely assure yourself that it won’t by testing the setup first with an unarmed router. Then exercise the same safety precautions that you do when using a table-mounted router. The small work surface is obviously not meant to support large work nor, of course, would you use this setup to make heavy cuts with big bits. This is really an impromptu configuration meant for small cuts on small pieces. -
Use the MICRODIAL Tapering Jig on Your Bandsaw
Use The MICRODIAL Tapering Jig On Your Bandsaw (As taught to us by Scott Phillips) 1 Copyright 2013: Micro Jig www.microjig.com Produced by: Consultingwoodworker.com When we designed the MICRODIAL Tapering Jig, we knew it was great for table saw use, and the router table if the top is large enough. We had not really thought of using it on any but the very largest industrial band saws. But during a recent visit with Scott Phillips of “The American Woodshop” TV show, he showed us a clever way to use the MICRODIAL on a common 14” bandsaw. Scott had added a simple plywood extension table onto his 14” bandsaw and used a clamping straight edge as the fence. Brilliant! Scott’s band saw has a pair of steel tubes already mounted so he used toggle clamps to connect his table onto the saw. Our table was a different design, so we needed to figure out our own design. You may need to adapt this to your specific table and materials on hand. 2 Copyright 2013: Micro Jig www.microjig.com Produced by: Consultingwoodworker.com A leftover side from a shipping crate was the basis of this table. The ply was a bit rough, so it was sanded and laminated to provide a smooth working surface. Cleats along three sides will keep the 1/2" thick table flat, and clearance for the blade is a 1” wide slot so the table simply slides on from the right side of the table. The real trick is to figure out a simple and easy way to attach the auxiliary table. -

SM-140 (Beading Expander)
SM-140 SM-140 SPECIFICATIONS O.D. Ga. Beading Mandrel Reverse Drive Cplg. Expansion Expander No. Square Coupling Hex. Range 2” OD TUBES 10 41633-0010 2-1/2” OD TUBES 3” OD TUBES 11 41633-0011 9/16” 1.700-1.906” 2 3/4” Sq. 42360 14.3mm (43.2-48.4mm) 12 41633-0012 COMBINATION BEADING 13 41633-0013 EXPANDER 10 41634-0010 11 41634-0011 3/4” 2.200-2.440” 2-1/2 3/4” Sq. 42361 19.1mm (55.9-62.0mm) 12 41634-0012 13 41634-0013 10 41359-0010 7/8” 2.700-2.940” 3 11 41359-0011 1” Sq. 42362 22.2mm (68.6-74.7mm) 12 41359-0012 TOOL MAINTENANCE REPLACING BEADING ROLL When replacing Beading Roll, make sure it is installed with the side stamped the word ‘TOP’ or its part no. facing upward. OPERATING INSTRUCTIONS LUBRICATION ! & The tremendous force to simultaneously expand and bead the tubes, results in an ex- SERVICE MANUAL tremely heated tool. This requires a proper schedule of maintenance to lubricate the bear- ings involved to prevent their premature failure. Lubricate the support roll assembly bear- Rev: A, 2/23/2007 ings (key 8 &12) and the front guide roll assembly (key 4) frequently. Apply a good bear- ing grease through the grease fittings provided in parts (key 5, 9 &10). TO REDUCE THE RISK OF INJURY AND EQUIPMENT DAMAGE USER MUST READ AND UNDERSTAND OPERATOR’S MANUAL. Thomas C. Wilson, Inc. Thomas C. Wilson, Inc. 21-11 44th Avenue, Long Island City, New York 11101 21-11 44th Avenue, Long Island City, New York 11101 Tel: (718)729-3360 Fax: (718)361-2872 http://www.tcwilson.com Tel: (718)729-3360 Fax: (718)361-2872 http://www.tcwilson.com 8 E-mail: [email protected] E-mail: [email protected] SM-140 SM-140 SAFETY INSTRUCTIONS TROUBLE-SHOOTING Problem Cause & Solutions ! WARNING! Bead not complete 1. -

Tube Pullers Tube Removal Tools
TUBE PULLERS TUBE REMOVAL TOOLS Pipe Bevelling Machines Pipe Cutting Machines Grinding Machines Pipe Stands and Clamps Pipe Purging Plate Bevellers Heat Exchanger, Boiler & Bundle 3 - ” CONTINUOUS HYDRAULIC TUBE PULLER 8” 4 O.D. PULLING GUN POWERPACK FEATURES : Pulling gun communicates with electric powerpack via 9v DC control. This ensures safety and eliminates the need of electrical cord between pump and gun that other manufacturers provide. In pneumatic version communication is via pneumatic control. Available with a choice of Electric-TPP System or Pneumatic-PPP System for hazardous, explosive working environments. Microprocessor controls on powerpack and gun ensure trouble free life. Removes tube without any damage to tube sheet. Low setup time and ease of operation. High power & High speed automatic cycling, for highest speed of pull available worldwide. Auto switchover from low pressure high flow to high pressure low flow on load and again back to low pressure high flow when load is released. Automatic slow start feature to minimize risk of breaking tubes and to conserve consumables. Compact design of Powerpack and Gun. Interchangeable pulling guns with same Powerpack. 15 ton gun for light duty high speed work, 30 ton gun for heavy duty tube pulling and 45 ton gun for tubes upto 3” O.D. Pulls up to 3” OD tubes continuously, pulls up to 4” O.D. stub. Low maintenance cost and worldwide availability of components. Significant saving of time and money over conventional systems. Unit is portable with handle and mounted on four wheels for easy handling. Unit will pull tubes continuously through the gun effortlessly, needing only one man for operation. -

MODEL G0686 LARGE DRILL BIT GRINDER OWNER's MANUAL (For Models Manufactured Since 01/15)
MODEL G0686 LARGE DRILL BIT GRINDER OWNER'S MANUAL (For models manufactured since 01/15) COPYRIGHT © MAY, 2009 BY GRIZZLY INDUSTRIAL, INC., REVISED MARCH, 2019 (MN) WARNING: NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY INDUSTRIAL, INC. #TS11442 PRINTED IN TAIWAN V2.03.19 This manual provides critical safety instructions on the proper setup, operation, maintenance, and service of this machine/tool. Save this document, refer to it often, and use it to instruct other operators. Failure to read, understand and follow the instructions in this manual may result in fire or serious personal injury—including amputation, electrocution, or death. The owner of this machine/tool is solely responsible for its safe use. This responsibility includes but is not limited to proper installation in a safe environment, personnel training and usage authorization, proper inspection and maintenance, manual availability and compre- hension, application of safety devices, cutting/sanding/grinding tool integrity, and the usage of personal protective equipment. The manufacturer will not be held liable for injury or property damage from negligence, improper training, machine modifications or misuse. Some dust created by power sanding, sawing, grinding, drilling, and other construction activities contains chemicals known to the State of California to cause cancer, birth defects or other reproductive harm. Some examples of these chemicals are: • Lead from lead-based paints. • Crystalline silica from bricks, cement and other masonry products. • Arsenic and chromium from chemically-treated lumber. Your risk from these exposures varies, depending on how often you do this type of work. -

Heritage Bamboo Band Saw Jig
Heritage Bamboo Fly Rods Heritage Bamboo Band Saw Jig James E. (JED) Dempsey – Maker [email protected] Congratulations on your purchase of my Heritage Bamboo Band Saw Jig and continuing in the tradition of famed bamboo rodmakers such as Payne, Leonard, Halstead, Gillum and Uslan. As an apprentice at Payne under the tutelage of Walt Carpenter, I sawed many bamboo culms in preparation for them going on the Payne saw beveller. I am also the owner of the Uslan bamboo saw which uses a table saw blade that is very similar in design to my current jig except that we are using a band saw instead. Why a band saw? The answer is simple – less waste. A table saw blade is .125” or more thick and the band saw blade is usually .025” to .030” thick. That means for every 3 strips you get using a table saw, I get 4 strips or more depending on the width of strip you choose to cut. Using the procedures I have laid out below, you will get uniform straight strips that require little or no straightening. This produces time savings and eliminates a number of issues that split strips present. The one thing you will discover that “run out” is a myth promulgated by amateur rodmakers to justify splitting. Again, remember the great production rod companies and great classic rodmakers that today’s rodmakers try to copy and emulated all sawed cane and run out was never a real issue with them. The only exception was Garrison. One of the issues most of today’s rodmakers worry about sawing and working cane is generation of saw dust. -

Get Top Results with a Real Sharpening System
NEW DESIGN CAST FRAME FOR MAXIMUM PRECISION Tormek Jig Solutions Included with the Tormek T-8 SVM-45 Knife Jig SE-77 Square Edge Jig For most knives. Jig width 45 mm For plane irons and wood chisels. (1¾"). Long knives need to be stiff. Max tool width 77 mm (3"), max tool Minimum blade length 60 mm (23/8"). Get top results with thickness 9 mm (3/8"). Safety stops prevent Also for carver’s draw knives. the tool from slipping off the stone. UPGRADED (SE-77 replaces SE-76.) For small knives see SVM-00 under Accessories a real sharpening system SVM-140 TT-50 Truing Tool Long Knife Jig Trues the grindstone exactly round and Suitable for long and flexible knives. flat. Guided by the Universal Support, The 140 mm (5½") width of the jig which also guides the jigs. Dual knobs stabilizes a thin blade. Minimum for smooth feed across the stone. blade length 160 mm (6¼"). SVX-150 Dimensions SP-650 Stone Grader Scissors Jig Square Width 270 mm (105/8") The fine side grades the stone for a 1000 Universal Support For scissors of all sizes and shears. Edge Jig Depth 270 mm (105/8") grit finish. The coarse side of the grader • For vertical or horizontal mount. Also suitable for portable electric Height 330 mm (12") reverses the stone to normal fast grinding. • Micro adjust with scale for each 0.25 mm (0.01"). hand planer blades. Weight Activates a glazed stone. Shipping weight 18.2 kg (40.1 lbs) Machine only 14.8 kg (32.6 lbs) SVA-170 Axe Jig Leather Honing Wheel WM-200 AngleMaster For carving and carpenter’s axes.