A Study of Metal Founding and Its Practices and Applications for Information Purposes in Industrial Arts Education
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Manufacturing Processes
Module 1 Classification of Metal Removal Processes and Machine tools Version 2 ME IIT, Kharagpur Lesson 2 Basic working principle, configuration, specification and classification of machine tools Version 2 ME IIT, Kharagpur Instructional Objectives At the end of this lesson, the students should be able to : (a) Describe the basic functional principles of machine tools (i) Illustrate the concept of Generatrix and Directrix (ii) Demonstrate Tool – work motions (iii) Give idea about machine tool drives (b) Show configuration of basic machine tools and state their uses (c) Give examples of machine tools - specification (d) Classify machine tools broadly. Basic functional principles of machine tool operations Machine Tools produce desired geometrical surfaces on solid bodies (preformed blanks) and for that they are basically comprised of; • Devices for firmly holding the tool and work • Drives for providing power and motions to the tool and work • Kinematic system to transmit motion and power from the sources to the tool-work • Automation and control systems • Structural body to support and accommodate those systems with sufficient strength and rigidity. For material removal by machining, the work and the tool need relative movements and those motions and required power are derived from the power source(s) and transmitted through the kinematic system(s) comprised of a number and type of mechanisms. (i) Concept of Generatrix and Directrix • Generation of flat surface The principle is shown in Fig. 2.1 where on a flat plain a straight line called Generatrix (G) is traversed in a perpendicular direction called Directrix (D) resulting a flat surface. • Generation of cylindrical surfaces The principles of production of various cylindrical surfaces (of revolution) are shown in Fig. -
Actions Aimed at Increasing the Beneficial Use of Foundry Sand
Draft 9/17/09 ACTIONS AIMED AT INCREASING THE BENEFICIAL USE OF FOUNDRY SAND A MULTI-STAKEHOLDER ACTION PLAN September, 2009 Draft 9/17/09 September, 2009 Over the past year, a core planning group has worked in consultation with a broad group of stakeholders, to consider various actions for increasing the beneficial use of foundry sand. This process has produced a Multi-Stakeholder Action Plan (MAP) which identifies key challenges to increased beneficial use, and a comprehensive set of actions aimed at increasing the beneficial use, of foundry sands. These actions will a) document the economic and environmental case for beneficial use, b) foster sustainable markets linking sand generators with end users, c) address regulatory processes, and d) establish a coordinated framework to oversee implementation and measure progress. The planning process also generated a set of Initial Priority Actions that various key parties are undertaking over the next few years. These actions will address many of the challenges identified in the MAP and lay the groundwork for implementation of additional MAP actions. Currently, the foundry industry estimates that about 28% of sands are directed to beneficial use. The industry’s national trade association—the American Foundry Society—has set a goal of 50% beneficial use by 2015. During the development of the MAP, the stakeholders listed below expressed support for this goal and committed to work together towards achieving it through implementation of the Initial Priority Actions. Organizations Playing Key Roles -

PEWTER COLLECTORS' CLUB of AMERICA INC
The PEWTER COLLECTORS' CLUB ofAMERICA INC. • T E B U L E TIN • WINTER 1999 VOLUME 12, NUMBER 2 An Alloy Of T~ es: The Career Of Samuel Pierce, Whitesmith See Article by Philip Zea on Page 55 Fig. 1. Die, attributed to Samuel Pierce, Middletown, CT., or Greenfield, MA., late 18th-century. Steel; L: 6", Diam.: 1 118;'. Courtesy, Historic Deerfield, Inc., gift of Ledlie I. Laughlin. Photography by Penny Leveritt unless otherwise cited. This die is the only known surviving touchmark of an American pewterer. 51 VOLUME 12 PUBLICATIONS - Bulletin Garland Pass NUMBER 2 71 Hurdle Fence Drive Avon, CT 06001-4103 PUBLICATIONS Newsletter Robert G. Cassens 5117 Buffalo Trail Madison, WI 53705-4772 DUES Terry J. Ashley 15 Dickens Lane Mt. Laurel, NJ 08054-1908 OFFICERS President ............................... William G. Paddock First Vice President ..................... Sherwin Herzog CHANGE OF ADDRESS AND Second Vice President .............. Richard C. Graver MEMBERSHIP INFORMATION Treasurer ....................................... Terry J. Ashley Louise Graver Secretary .......................................... Robert Horan 504 West Lafayette Street West Chester, PA 19380-2210 GOVERNING BOARD GOVERNORS-AT-LARGE LIBRARY David Bischoff Donald L. Fennimore ....... Term expo Spring 2000 RRl, Box 205 William R. Snow .............. Term expo Spring 2001 Orford, NH 03777 Sandra R. Lane ................. Term expo Spring 2002 GRANTS-IN-AID STANDING COMMITTEE CHAIRPERSONS John A. Schneider 155 Clapboard Ridge Road Program ...................................... Sherwin Herzog Greenwich, CT 06831.,.3304 Membership .................................... Louise Graver Publications ..................................... Garland Pass BACK ISSUES OF BULLETIN Nominations ........................... Thomas A. Madsen Janet and Peter Stadler Box 5126 REGIONAL GROUP PRESIDENTS Laytonsville, MD 20882-0126 Northeast ...................................... Stanley B. Rich PUBLICITY Mid-Atlantic ............................... Frank M. Powell Dr. -

Precision Investment Casting Solutions
PRECISION INVESTMENT CASTING SOLUTIONS One stop MEDICAL/DENTAL APPLICATIONS for your Precision SPOKANE INDUSTRIES has been supplying quality precision investment castings to the medical and dental industry for over 10 Investment years. We utilize a state-of-the-art investment casting process to casting needs produce high quality, precision parts tailored for the application. Typical • Castings from 3g to 45Kg alloys poured at Spokane Industries include all stainless and carbon steel grades, in addition to low alloy materials. • Full In-House • Engineering Our experienced engineering team will • Metallurgy work with you on new designs, to assess • Design/Development existing parts or production problems, • Non-Destructive Test or identify casting conversions from • Physical Test weldments, fabrications and assemblies. • Finishing We can help optimize the design to take full advantage of the • Industry Leading Quality benefits of investment casting • On-Time Delivery and recommend solutions that reduce production complexity and cost, and increase reliability and quality. Please contact us for more information and quotes: (800) 541-3601 X110 • www.SpokaneIndustries.com • [email protected] Copyright© 2011 • Spokane Industries, Inc. Spokane Precision Castings Services • Capabilities Production Capabilities From a few grams up to 45kg Thousands of units per week Commonly Poured Alloys Carbon Steels Cobalt Based Materials Industries Low Alloy Steels Supported Lead-free Copper Based Alloys Nickel Based Alloys Include: Tool Steels -

Vibrations in Metal Cutting Measurement, Analysis and Reduction
Vibrations in Metal Cutting Measurement, Analysis and Reduction Linus Pettersson Ronneby, March 2002 Department of Telecommunications and Signal Processing Blekinge Institute of Technology 372 25 Ronneby, Sweden c Linus Pettersson Licentiate Dissertation Series No. 01/02 ISSN 1650-2140 ISBN 91-7295-008-0 Published 2002 Printed by Kaserntryckeriet AB Karlskrona 2002 Sweden v Abstract Vibration and noise in metal cutting are ubiquitous problems in the workshop. The turning operation is one kind of metal cutting that exhibits vibration related problems. Today the industry aims at smaller tolerances in surface finish. Harder regulations in terms of the noise levels in the operator environment are also central. One step towards a solution to the noise and vibration problems is to investigate what kind of vibrations that are present in a turning operation. The vibrations in a boring operation have been put under scrutiny in the first part of this thesis. Analytical models have been compared with experimental results and the vibration pattern has been determined. The second part of the thesis deals with active vibration control in external turning operations. By embedding a piezo-ceramic actuator and an accelerometer into a tool holder it was possible to obtain a solution that can be fitted in a standard lathe. The control system consists of the active tool holder, a control system based on the filtered-X LMS algorithm and an amplifier designed for capacitive loads. The vibration level using this technique can be reduced by as much as 40 dB during an external turning operation. vii Preface The work presented in this licentiate thesis has been performed at the department of Telecommunications and Signal Processing at Blekinge Institute of Technology. -

The Church Bells of Buckinghamshire
The Church Bells of Buckinghamshire BY A. H. Cocks File 06 : Start of Part III, Inscriptions Addington to Grendon Underwood Pages 293 to 393 This document is provided for you by The Whiting Society of Ringers visit www.whitingsociety.org.uk for the full range of publications and articles about bells and change ringing Purchased from ebay store retromedia X*MXt& XXX. Purchased from ebay store retromedia INSCRIPTIONS. The figures in brackets, following each inscription, give the diameter of the bell at the lip, in incftes. The number of bells quoted in various parishes, under date 1552 or 3, or 1637 or 8, are from the (MS.) Lists made at the Visitations of the County, at those dates : see under "Bibliography,'' in the Introduction. The quotations under 17 14 are from Browne Willis's MS. List {Ibid.) ; and those under 1755, are from his History and Antiquities of the Town and Hundred of Buckingham, published in that year. ADDINGTON. [Assumption of the*] B.V. Mary. 1. C7IJST BY J0fl]S Wfll^lSEH § 30NJS ItO]O0]5 JS70 :• (28J) 2. I 65 6 CHAMDLER MADE ME (31) A 3. "R 1626 ( 34|) S. {Blank) (ioi) lettering is the smallest set on Plate 2 : by Anthony Chandler (p. 224). The turned XXXIII. ; the clapper is too long ; the bell ought to have been when the " "restoration took place in 1870. Tenor : by Robert Atton (p. 205), in his smallest lettering (Plate XXX.). Saunce : perhaps late eighteenth century. Old frame and recast the Treble. hangings ; evidently repaired by Warner, when he Horizontal iron stays and sliders. -
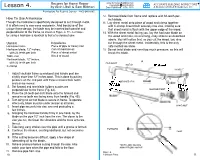
Use a Hacksaw Inch Blade
Recipes for Home Repair www.AccurateBuilding.com Lesson 4. Copyright 2004-2005 ACCURATE BUILDING INSPECTORS by Alvin Ubell & Sam Bittman Date Published: 1974, 1976 A Division of Ubell Enterprises, Inc. Permissions For Reprints Contact: 1-800-640-8285 12. Remove blade from frame and replace with 32-teeth-per- How To Use A Hacksaw inch blade. Though the hacksaw is specifically designed to cut through metal, 13. Lay sheet metal onto piece of wood and clamp together it is often used to saw wood and plastic. And because of the with C-clamp. Insert both securely into vise, making sure unique frame design, the blade may be inserted both parallel and that sheet metal is flush with the upper edge of the wood. perpendicular to the frame, as shown in Figure 4. The technique 14. With the sheet metal facing you, lay the hacksaw blade on for using a hacksaw is identical to that of a crosscut saw. the wood and make several long, easy strokes as described above. You will notice that, as you cut the wood, you also Utensils Ingredients cut through the sheet metal. Incidentally, this is the only Hacksaw frame Piece of pipe or heavy iron safe method we know. Hacksaw blade, 12" inches, Can of machine oil 15. Do not twist blade and exert too much pressure, as this will with 24 teeth per inch Piece of sheet metal break the blade. Table vise Block of wood Hacksaw blade, 12" inches, A with 32 teeth per inch END POST C-clamp NOTCH HANDLE 1. Adjust hacksaw frame so end post and handle post are slightly more than 12" inches apart. -

Mold Making for Glass Art
Mold Making for Glass Art a tutorial by Dan Jenkins When Dan Jenkins retired he did not originally intend to make tools and molds for glass artists. However, his wife and friends who work in fused glass were constantly calling on the skills he developed during 30 years as a marine engineer in the Canada Navy to produce items that were needed but unavailable. He began his career on steam driven ships for which it was impossible to get parts. The engineers had to fabricate their own parts out of whatever was available to them. Dan has drawn on his knowledge of woodworking, metalworking, design, engineering and making something out of nothing. He discovered that he enjoys the challenge of designing new tools that are practical economical, and easy to use. Dan has always enjoyed teaching and spent much of his time in the navy as an instructor both at sea and onshore. Dan currently lives in Victoria B.C. with his wife, two cats, and 3 dogs. Mold Making For Glass Art by Dan Jenkins Choosing a Prototype The first projects you wish to tackle should be fairly simple because failure the first few times is Making molds for your own use or for not only possible it is probably inevitable. The reproduction is fairly easy to do and very first objects I tried to cast were self-produced satisfying. Making your own molds frees you wood blocks in the form of squares and from relying on molds made by others and triangles, simple shapes which should have allows you to tailor your mold for your own taste. -

Application of Investment Casting: a Review Paper
Pramana Research Journal ISSN NO: 2249-2976 Application of Investment Casting: A Review paper 1Rahul Ojha, 2Gourav, 3Rohit Goyal 1,2 B.E, student, Mech. Engg. Department, Chandigarh University, Mohali, India 3Assistant Professor, Department of Mechanical Engineering Department [email protected] [email protected] [email protected] Abstract Investment casting process is a type casting process of producing clear net shape, high- dimensional accuracy and intricate design. Consistent research effort has been made by various researchers from all over the world with an objective to explore the world of investment casting. This article highlights the advancements made and proposed at each step of investment casting and its applications in practical world . Investment casting is being used from years to manufacture parts such as weapons, jewellery item, idols and statues of god and goddess; this article reviews the present and future applications of the investment casting. The aim of this review article is to present state of art review of applications of investment casting since 3200 BC. This article is organized as follows: in section ‘Introduction’, introduction to investment casting and process is given ; in section ‘Application in Aerospace Industries’, background is given on the application of investment casting in aerospace and related industries; section ‘Biomedical applications of investment casting’ presents the medicine or biomedical applications of investment casting; section ‘Conclusion’ closes the article by offering conclusions. Keywords: investment casting, biomedical application and aerospace industry application. Introduction Investment casting is a manufacturing process that can be traced back over 5,000 years to ancient Egypt and China. It is utilized to cast a wide variety of items, including high- quality, high-performance industrial parts. -

The Revised Handbook for Analyzing Jobs
This is a reproduction of a library book that was digitized by Google as part of an ongoing effort to preserve the information in books and make it universally accessible. https://books.google.com The Revised Handbook for Analyzing Jobs U.S. Department of Labor Employment and Training Administration - 1I . 1 a .1 i MM | • 1 \ \ j • far* ! \ > f | f • i ' 1 • ■ J : ■1 mm i 1 1 I ' • < - ' ffiiliKii ... * in .n mil i ifnrtriw ffiii * > l • \ / i r □ j | . - j Material in this publication is in the public domain and may be reproduced, fully or partially, without permission of the Federal Government. Source credit is requested but not required. Permis sion is required only to reproduce any copyrighted material contained herein. The Handbook for Analyzing Jobs (HAJ) contains the methodology Ml and benchmarks used by the cooperative Federal-State Occupational Analysis Program in gathering and recording information about jobs. Major Occupational Analysis products include the Dictionary of Occu pational Titles which contains occupational definitions of some 13,000 occupations, Selected Characteristics of Occupations Defined in the Dictionary of Occupational Titles, and the Guide for Occupational Exploration. All of these publications are available from the U.S. Government Printing Office. Since the first edition of the Handbook was published in 1944, changes and improvement in occupational analysis methodology have resulted in periodic revisions. This, the fourth revision, has been used by staff of State Occupational Analysis Field Centers since 1984. Dur ing this time, analysts have continued to refine the Handbook in order to reduce ambiguities and further refine procedures to facilitate accu rate and consistent gathering, synthesis, interpretation, and reporting of occupational information. -

General Gunsmith Tools 421-461
GRACE USA GENERAL GUNSMITH TOOLS GENERAL GUNSMITH TOOLS INDEX 17 PIECE TOOL SET PLUS Action Proving Dummies .......... 457 Drill Bits .................... 446-447 Rotary Tools ................. 445-446 BENCH BLOCK Action Wrenches ............. 451-452 Hammers ................... 429-430 Saws/Files ................... 438-441 Contains Tools Necessary For Quick Repairs In The Field Ammunition Tools ................ 430 Headspace Gauges ........... 456-457 Scope Mounting Tools ........ 459-460 Handy tool set contains everything Barrel Vises ................. 452-453 Inspection Tools ............. 442-443 Screw Extractors ................. 447 you need to perform quick repairs on your guns. Kit includes: (8) fixed blade screw- Basic Tool Kits ................ 421-423 Lathe Bits/End Mills ........... 450-451 Screwdrivers ................ 431-437 drivers with parallel ground tips to fit most gun screws, (8) brass punches, and an 8 Bench Blocks .................... 425 Machining Accessories ........ 449-450 Stones & Trigger Jigs ......... 443-445 ounce brass hammer. Punches are made 5 1 3 1 5 3 7 1 of /16” brass hex stock and come in /16", /32", /8", /32", /16", /32", /4", 5 Bench Mats ................. 424-425 Measuring Instruments ........ 441-442 Taps & Dies ................. 447-449 and /16" diameter. Kit comes with a neoprene base to keep tools organized, but also serves as a functional bench block. Neoprene Boresighters ................. 460-461 Picks/Hooks/Scribes ............... 441 Trigger Pull Gauges ............... 451 base can also -

Hand Tools & Accessories
HAND TOOLS & ACCESSORIES CUSHION GRIP HACKSAW FRAMES HIGH TENSION HACKSAW FRAMES • Unique cushioned rubber grip reduces • Quick changing blades slippage for better control and comfort • Adjustable crank handle for tension • Rugged, sturdy frame built for up to 30,000 PSI torque and professional tool users micro-adjustment • High tension technology for • Spare blades can be tightening the blade to 30,000 PSI stored inside frame • Blade can be positioned • Blade can be positioned for 45° or 90° cutting for 45° or 90° cutting • Patended quick • End of frame can be used change blade design as a jab saw Model No. TJ246 Model No. TJ557 Mfg. No. 80965 Mfg. No. 80956 Price/Each $ Price/Each $ HEAVY-DUTY HACKSAW FRAMES ECONOMY HACKSAW FRAMES • High impact, contoured handle • Adjustable from 10"/250 mm • Adjust to 10" or 12" to 12"/300 mm • 45° blade adjustment • Cuts to 2.75"/70 mm in depth Model No. TBH296 • For DIY and home use Mfg. No. 80952 Model No. TJ251 Price/Each $ Mfg. No. 80950 Price/Each $ GENERAL PURPOSE HACKSAWS • Blade Length: 12" HACKSAW FRAMES • Handle Type: Plain • Instantly adjustable for 10"/250 mm • Overall Dimensions: 17-5/16" L x 5-1/8" H to 12"/300 mm blades • Depth of Bow: 4" H • Adjusts 90° for vertical • Tensile Strength: 8000 PSI or horizontal cuts • Strong aluminum die-cast handle Model No. VU145 provides comfort and control Mfg. No. 80951 • Guarded grip design protects Price/Each $ knuckles from grazing Model No. TYW991 Price/Each $ HIGH TENSION HACKSAW FRAMES LITTLE-NIC® UTILITY HACKSAWS • Professional quality high tension frame provides • Ergonomic cushioned handle easy to use an efficient adjustment lever • Gets into small places • Rubber handle and thumb hold provides • Overall length 10"/250 mm, an ergonomic grip (EAM042) • Uses any standard size hacksaw blade • 4 angled mounting pins allow for both straight and angle cutting, Model No.