NIMS Machining Level I Preparation Guide Job Planning, Benchwork
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Manufacturing Processes
Module 1 Classification of Metal Removal Processes and Machine tools Version 2 ME IIT, Kharagpur Lesson 2 Basic working principle, configuration, specification and classification of machine tools Version 2 ME IIT, Kharagpur Instructional Objectives At the end of this lesson, the students should be able to : (a) Describe the basic functional principles of machine tools (i) Illustrate the concept of Generatrix and Directrix (ii) Demonstrate Tool – work motions (iii) Give idea about machine tool drives (b) Show configuration of basic machine tools and state their uses (c) Give examples of machine tools - specification (d) Classify machine tools broadly. Basic functional principles of machine tool operations Machine Tools produce desired geometrical surfaces on solid bodies (preformed blanks) and for that they are basically comprised of; • Devices for firmly holding the tool and work • Drives for providing power and motions to the tool and work • Kinematic system to transmit motion and power from the sources to the tool-work • Automation and control systems • Structural body to support and accommodate those systems with sufficient strength and rigidity. For material removal by machining, the work and the tool need relative movements and those motions and required power are derived from the power source(s) and transmitted through the kinematic system(s) comprised of a number and type of mechanisms. (i) Concept of Generatrix and Directrix • Generation of flat surface The principle is shown in Fig. 2.1 where on a flat plain a straight line called Generatrix (G) is traversed in a perpendicular direction called Directrix (D) resulting a flat surface. • Generation of cylindrical surfaces The principles of production of various cylindrical surfaces (of revolution) are shown in Fig. -

Machining Accuracy of Machine Tools
Technical Information Machining Accuracy of Machine Tools Productivity and accuracy of machine tools are important competition aspects. Rapidly changing operating conditions for machine tools, however, make it diffi cult to increase productivity and accuracy. In the manufacture of parts, increasingly small batch sizes have to be produced economically, and yet accurately. In the aerospace industry, maximum cutting capacity is needed for the roughing processes, whereas the subsequent fi nishing processes must be executed with maximum precision. For milling high-quality molds, high material removal rates are required during roughing and excellent surface quality must be obtained after fi nishing. At the same time, maximum contouring feed rates are necessary to realize the required minimum distances between the paths within acceptable machining times. Thermal accuracy of machine tools is becoming increasingly important considering the strongly varying operating conditions in manufacturing. Especially with small production batches that require constantly changing machining tasks, a thermally stable condition cannot be reached. At the same time, the accuracy of the fi rst workpiece is becoming very important for the profi tability of production orders. Constant changes between drilling, roughing and fi nishing operations contribute to the fl uctuations in the thermal condition of a machine tool. During the roughing operations, the milling rates increase to values above 80 %, whereas values below 10 % are reached during fi nishing operations. The increasingly high accelerations and feed rates cause heating of the recirculating ball screw in linear feed drives. Position measurement in the feed drives therefore plays a central role in stabilizing the thermal behavior of machine tools. -
Building a Battle Station Model by Russell Barnes
Building a Battle Station Model By Russell Barnes I. Introduction The summer is usually a pretty difficult time for me to work in my workshop. Chores abound around the house and there is seemingly some-thing to do almost every day that precludes any useful time spent in the workshop. The summer of 2004 was no different. By the time late July rolled around, I was desperate. I had not made anything for over a month. Something had to be done. What to do? Then it hit me. I was looking over the latest Model Expo catalogue and saw they still offered kit models of small battle stations. Not wanting to build a kit, I saw the potential for a quick scratch built project. Over the next two weeks I built a battle station model that turned out to be quite a conversation piece. As fate would have it, that model was destroyed when Hurricane Katrina washed away the local museum. I have decided to replace the battle station model, but it occurred to me that others might benefit from my experience having built it. So, I redrew the plans, making some improve-ments, and decided to set down a guide to building the model. I am not an expert and I make no claim that my methods are the only way to build the model. Someone building from these plans should view my words as a collection of helpful hints rather than a map to follow in order to arrive at a desired result. I envision this project as an introduction to scratch building. -
V-TECS Guide for Machine Shop (Machinist). INSTITUTION South Carolina State Dept
DOCUMENT RESUME ED 264 397 CE 043 059 AUTHOR Gregory, Margaret R.; Benson, Robert T. TITLE V-TECS Guide for Machine Shop (Machinist). INSTITUTION South Carolina State Dept. of Education, Columbia. Office of Vocational Education. PUB DATE 85 NOTE 443p. PUB TYPE Guides Classroom Use - Guides (For Teachers) (052) EDRS PRICE MF01/PC18 Plus Postage. DESCRIPTORS Behavioral Objectives; Competency Based Education; Definitions; *Equipment Maintenance; *Equipment Utilization; Job Skills; Learning Activities; Lesson Plans; *Machine Tools; *Machinists; Mathematics Skills; Measurement Equipment; Measurement Techniques; Numerical Control; Safety; Secondary Education; Shop Curriculum; Teacher Developed Materials; *Trade and Industrial Education; Welding ABSTRACT This curriculum guide is intended to train trade and industrial education students in the hands-on aspects of the occupation of machinist. Included in the guide arecourse outlines that deal with the following topics: following safety procedures; performing mathematical calculations; designing and planning machine work; performing precision measurement and bench work; operating drill presses, grinders, power saws, lathes, milling machines, and shapers; welding; performing heat treatment tasks; and operating numerical controlled machines. Each course outline containssome or all of the following: a duty; a task statement; a performance objective and performance guide; suggested learning activities;a list of recommended resources; student evaluation criteria, including answers to any evaluation questions or exercises provided; a lesson test, test answers; and attachments (including handouts, forms, and transparency masters). Appendixes to the guide include definitions of terms, duty and task and tool and equipment lists, evaluation questions and answers, and a bibliography. (MN) *********************************************************************** * Reproductions supplied by EDRS are the best thatcan be made * * from the original document. -

Horizontal Directional Drilling
Secoroc Rock Drilling Tools Horizontal Directional Drilling Pilot Bits and Hole Openers H orizontal Something oriented horizontally; parallel to or in the plane of the horizon or a base line. D irectional Relating to or indicating a direction; a goal; showing the way by conducting or leading. D rilling Drilling is the cutting of a hole into a solid. Directional boring, commonly called horizontal directional drilling or HDD, is a steerable trenchless method of installing underground pipes, conduits and cables in a shallow arc along a prescribed bore path, by using a surface launched drilling rig, with minimal impact on the surrounding area. Atlas Copco Secoroc can take your HDD business in a new direction! Secoroc Horizontal Directional Drilling Products Atlas Copco has been in the mining and construction market for many years and is committed to innovative, productive, market leading solutions. Atlas Copco Secoroc has over Texas, USA. The production the years set the standard on plant is ISO 9001 and API certi- many Horizontal Directional fied ensuring world class quality Drilling projects involving Hard is delivered to the HDD market. Rock and difficult conditions. You can rely on our technical ex- pertise – any time – anywhere. Our HDD equipment range includes: Our products are the result of – Pilot Bits in all sizes and types decades of drilling research and development and are manufactu- – "Split Bit" Hole Openers in- red in our world class manufac- corporating a common, random turing facility in Grand Prairie, bit third HDD product range Atlas Copco Secoroc Direct ShotTM pilot bits, Sealed Bearing random bit third cutters and Random bit third hole openers are specifically designed for the rigors of HDD applications. -

Vibrations in Metal Cutting Measurement, Analysis and Reduction
Vibrations in Metal Cutting Measurement, Analysis and Reduction Linus Pettersson Ronneby, March 2002 Department of Telecommunications and Signal Processing Blekinge Institute of Technology 372 25 Ronneby, Sweden c Linus Pettersson Licentiate Dissertation Series No. 01/02 ISSN 1650-2140 ISBN 91-7295-008-0 Published 2002 Printed by Kaserntryckeriet AB Karlskrona 2002 Sweden v Abstract Vibration and noise in metal cutting are ubiquitous problems in the workshop. The turning operation is one kind of metal cutting that exhibits vibration related problems. Today the industry aims at smaller tolerances in surface finish. Harder regulations in terms of the noise levels in the operator environment are also central. One step towards a solution to the noise and vibration problems is to investigate what kind of vibrations that are present in a turning operation. The vibrations in a boring operation have been put under scrutiny in the first part of this thesis. Analytical models have been compared with experimental results and the vibration pattern has been determined. The second part of the thesis deals with active vibration control in external turning operations. By embedding a piezo-ceramic actuator and an accelerometer into a tool holder it was possible to obtain a solution that can be fitted in a standard lathe. The control system consists of the active tool holder, a control system based on the filtered-X LMS algorithm and an amplifier designed for capacitive loads. The vibration level using this technique can be reduced by as much as 40 dB during an external turning operation. vii Preface The work presented in this licentiate thesis has been performed at the department of Telecommunications and Signal Processing at Blekinge Institute of Technology. -
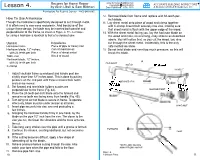
Use a Hacksaw Inch Blade
Recipes for Home Repair www.AccurateBuilding.com Lesson 4. Copyright 2004-2005 ACCURATE BUILDING INSPECTORS by Alvin Ubell & Sam Bittman Date Published: 1974, 1976 A Division of Ubell Enterprises, Inc. Permissions For Reprints Contact: 1-800-640-8285 12. Remove blade from frame and replace with 32-teeth-per- How To Use A Hacksaw inch blade. Though the hacksaw is specifically designed to cut through metal, 13. Lay sheet metal onto piece of wood and clamp together it is often used to saw wood and plastic. And because of the with C-clamp. Insert both securely into vise, making sure unique frame design, the blade may be inserted both parallel and that sheet metal is flush with the upper edge of the wood. perpendicular to the frame, as shown in Figure 4. The technique 14. With the sheet metal facing you, lay the hacksaw blade on for using a hacksaw is identical to that of a crosscut saw. the wood and make several long, easy strokes as described above. You will notice that, as you cut the wood, you also Utensils Ingredients cut through the sheet metal. Incidentally, this is the only Hacksaw frame Piece of pipe or heavy iron safe method we know. Hacksaw blade, 12" inches, Can of machine oil 15. Do not twist blade and exert too much pressure, as this will with 24 teeth per inch Piece of sheet metal break the blade. Table vise Block of wood Hacksaw blade, 12" inches, A with 32 teeth per inch END POST C-clamp NOTCH HANDLE 1. Adjust hacksaw frame so end post and handle post are slightly more than 12" inches apart. -

Introduction to Selecting Milling Tools Iimportant Decisions for the Selection of Cutting Tools for Standard Milling Operations
Introduction to Selecting Milling Tools IImportant decisions for the selection of cutting tools for standard milling operations The variety of shapes and materials machined on modern milling machines makes it impera- tive for machine operators to understand the decision-making process for selecting suitable cutting tools for each job. This course curriculum contains 16-hours of material for instructors to get their students ready to make basic decisions about which tools are suitable for standard milling operations. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Where to Start: A Blueprint and a Plan .......................................................................................... 3 Decision 1: What type of machining is needed? ............................................................................ 7 Decision 2: What is the workpiece material? ................................................................................. 7 ISO Material -

PFAS in Influent, Effluent, and Residuals of Wastewater Treatment Plants (Wwtps) in Michigan
Evaluation of PFAS in Influent, Effluent, and Residuals of Wastewater Treatment Plants (WWTPs) in Michigan Prepared in association with Project Number: 60588767 Michigan Department of Environment, Great Lakes, and Energy April 2021 Evaluation of PFAS in Influent, Effluent, and Residuals of Project number: 60588767 Wastewater Treatment Plants (WWTPs) in Michigan Prepared for: Michigan Department of Environment, Great Lakes, and Energy Water Resources Division Stephanie Kammer Constitution Hall, 1st Floor, South Tower 525 West Allegan Street P.O. Box 30242 Lansing, MI 48909 Prepared by: Dorin Bogdan, Ph.D. Environmental Engineer, Michigan E-mail: [email protected] AECOM 3950 Sparks Drive Southeast Grand Rapids, MI 49546 aecom.com Prepared in association with: Stephanie Kammer, Jon Russell, Michael Person, Sydney Ruhala, Sarah Campbell, Carla Davidson, Anne Tavalire, Charlie Hill, Cindy Sneller, and Thomas Berdinski. Michigan Department of Environment, Great Lakes, and Energy Water Resources Division Constitution Hall 525 West Allegan P.O. Box 30473 Lansing, MI 48909 Prepared for: Michigan Department of Environment, Great Lakes, and Energy AECOM Evaluation of PFAS in Influent, Effluent, and Residuals of Project number: 60588767 Wastewater Treatment Plants (WWTPs) in Michigan Table of Contents 1. Introduction ......................................................................................................................................... 1 2. Background ........................................................................................................................................ -

DRAFT – Subject to NIST Approval 1.5 IMPACTS of AUTOMATION on PRECISION1 M. Alkan Donmez and Johannes A. Soons Manufacturin
DRAFT – Subject to NIST approval 1.5 IMPACTS OF AUTOMATION ON PRECISION1 M. Alkan Donmez and Johannes A. Soons Manufacturing Engineering Laboratory National Institute of Standards and Technology Gaithersburg, MD 20899 ABSTRACT Automation has significant impacts on the economy and the development and use of technology. In this section, the impacts of automation on precision, which directly influences science, technology, and the economy, are discussed. As automation enables improved precision, precision also improves automation. Followed by the definition of precision and the factors affecting precision, the relationship between precision and automation is described. This section concludes with specific examples of how automation has improved the precision of manufacturing processes and manufactured products over the last decades. 1.5.1 What is precision Precision is the closeness of agreement between a series of individual measurements, values, or results. For a manufacturing process, precision describes how well the process is capable of producing products with identical properties. The properties of interest can be the dimensions of the product, its shape, surface finish, color, weight, etc. For a device or instrument, precision describes the invariance of its output when operated with the same set of inputs. Measurement precision is defined by the International Vocabulary of Metrology [1] as the "closeness of agreement between indications obtained by replicate measurements on the same or similar objects under specified conditions." In this definition, the "specified conditions" describe whether precision is associated with the repeatability or the reproducibility of the measurement process. Repeatability is the closeness of the agreement between results of successive measurements of the same quantity carried out under the same conditions. -

Short-Cut Method to Assess a Gross Available Energy in a Medium-Load Screw Friction Press
Article Short-Cut Method to Assess a Gross Available Energy in a Medium-Load Screw Friction Press A.J. Sánchez Egea 1,* ID , N. Deferrari 2, G. Abate 2, D. Martínez Krahmer 2 and L.N. López de Lacalle 1 ID 1 Department of Mechanical Engineering, Aeronautics Advanced Manufacturing Center (CFAA), Faculty of Engineering of Bilbao, Alameda de Urquijo s/n, 48013 Bilbao, Spain; [email protected] 2 Centro de Investigación y Desarrollo en Mecánica, Instituto Nacional de Tecnología Industrial INTI, Avenida General Paz 5445, 1650 Miguelete, Provincia de Buenos Aires, Argentina; [email protected] (N.D.); [email protected] (G.A.); [email protected] (D.M.K.) * Correspondence: [email protected] Received: 3 January 2018; Accepted: 9 March 2018; Published: 10 March 2018 Abstract: The present study proposed a rapid method, based on a previous universal compression tests, to estimate the required load capacity to cold forge different specimen quantity in a screw press. Accordingly, experimental and theoretical approach are performed to check new adjustable drive motor of the modified forging machine to achieve a gross available energy to deform the specimens preventing damage of the forging machine. During the forging experiments, two screw friction presses (as-received and modified) are used to validate the theoretical approach. The modified press exhibits an increase of 51% of gross energy and 11% of maximum load capacity compare to the as-received press. This method is used to improve the effective of the forging process avoiding excessive loads that could promote machine failure. Therefore, a low-cost and easy to implement methodology is proposed to determine the energy and load capacity of a screw friction press to forge different specimen quantities with symmetry pattern configurations. -

Aviation Machinist's Mate 3 & 2
NONRESIDENT TRAINING COURSE Aviation Machinist’s Mate 3 & 2 NAVEDTRA 14008 DISTRIBUTION STATEMENT A: Approved for public release; distribution is unlimited. PREFACE About this course: This is a self-study course. By studying this course, you can improve your professional/military knowledge, as well as prepare for the Navywide advancement-in-rate examination. It contains subject matter about day- to-day occupational knowledge and skill requirements and includes text, tables, and illustrations to help you understand the information. An additional important feature of this course is its reference to useful information in other publications. The well-prepared Sailor will take the time to look up the additional information. History of the course: • Sep 1991: Original edition released. Prepared by ADCS(AW) Terence A. Post. • Jan 2004: Administrative update released. Technical content was not reviewed or revised. Published by NAVAL EDUCATION AND TRAINING PROFESSIONAL DEVELOPMENT AND TECHNOLOGY CENTER TABLE OF CONTENTS CHAPTER PAGE 1. Jet Engine Theory and Design ............................................................................... 1-1 2. Tools and Hardware ............................................................................................... 2-1 3. Aviation Support Equipment.................................................................................. 3-1 4. Jet Aircraft Fuel and Fuel Systems ........................................................................ 4-1 5. Jet Aircraft Engine Lubrication Systems ..............................................................