Methods Used for the Compaction and Molding of Ceramic Matrix Composites Reinforced with Carbon Nanotubes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Integrating Cold Forging and Progressive Stamping for Cost
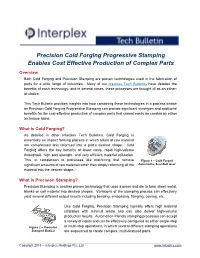
Precision Cold Forging Progressive Stamping Enables Cost Effective Production of Complex Parts Overview Both Cold Forging and Precision Stamping are proven technologies used in the fabrication of parts for a wide range of industries. Many of our previous Tech Bulletins have detailed the benefits of each technology, and in several cases, these processes are thought of as an either- or choice. This Tech Bulletin provides insights into how combining these technologies in a process known as Precision Cold Forging Progressive Stamping can provide significant synergies and additional benefits for the cost-effective production of complex parts that cannot easily be created by either technique alone. What is Cold Forging? As detailed in other Interplex Tech Bulletins, Cold Forging is essentially an impact forming process in which billets of raw material are compressed and reformed into a part’s desired shape. Cold Forging offers the key benefits of lower costs, rapid high-volume throughput, high part strength, and very efficient material utilization. This, in comparison to processes like machining that remove Figure 1 – Cold Forged significant amounts of raw material rather than simply reforming all the Automotive Seat Belt Gear material into the desired shape. What is Precision Stamping? Precision Stamping is another proven technology that uses a press and die to form sheet metal, blanks or coil material into desired shapes. Variations of the stamping process can effectively yield several different output results including bending, embossing, flanging, coining, etc. Like Cold Forging, Precision Stamping typically offers high material utilization with minimal waste and can also deliver high-volume production results. -

1 Modeling and Optimization in Manufacturing by Hydroforming and Stamping
13 1 Modeling and Optimization in Manufacturing by Hydroforming and Stamping Hakim Naceur1 and Waseem Arif2 1Université Polytechnique Hauts-de-France, CNRS, INSA Hauts-de-France, UMR 8201-LAMIH, F-59313 Valenciennes, France 2University of Gujrat, Mechanical Engineering Department, Gujrat, Pakistan 1.1 Introduction Due to the strict environmental policies and shortage of energy, the manufacturing industries are pressurized to cut down the raw material cost and to save energy. This is particularly true in the automotive industry, where manufacturers are obliged to develop advanced techniques to reduce the pollution by reducing the fuel con- sumption without significant increase in the cost. Among all the manufacturing techniques, the stamping and hydroforming methods hold a top position among the cold sheet metal forming processes due to the versatility of components that can be produced and high production rates [1]. Stamping and hydroforming processes are intensively used in various industrial sectors such as transportation, car body in white (Figure 1.1), household appliances, metal packaging, etc. The use of fluid pressure has been remarkably increased in sheet metal form- ing processes since it allows a superior final surface quality of the workpiece than standard deep drawing process [2–4]. In particular, sheet hydroforming process has great potential to manufacture body-in-white parts with consistently extreme level of ultimate tensile strength, reduced weight, geometrical accuracy, and minimum tol- erances. It has certain advantages, e.g. more uniform thickness distribution of the final workpiece component, lower tooling cost, and versatility to produce partswith different geometries using the same setup [5]. The worldwide acknowledgment of these two sheet metal forming processes is largely due to the external pressure from the government legislators to develop lightweight products. -
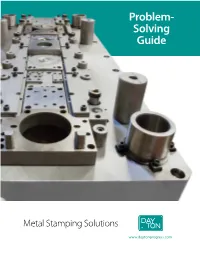
Problem- Solving Guide
Common Stamping Problems Problem- Manufacturers know that punching can be the most cost-effective process for making Dayton Progress Corporation holes in strip or sheet metal. However, as the part material increases in hardness to 500 Progress Road Solving accommodate longer or more demanding runs, greater force is placed on the punch P.O. Box 39 Dayton, OH 45449-0039 USA and the die button, resulting in sudden shock, excessive wear, high compressive loading, and fatigue-related failures. Dayton Progress Detroit Guide 34488 Doreka Dr. The results of some of these Fraser, MI 48026 problems are shown in the Dayton Progress Portland photos on this page. 1314 Meridian St. Portland, IN 47371 USA Dayton Progress Canada, Ltd. 861 Rowntree Dairy Road Woodbridge, Ontario L4L 5W3 Punch Chipping & Point Breakage Dayton Progress Mexico, S. de R.L. de C.V. Access II Number 5, Warehouse 9 Chips and breaks can be caused by Benito Juarez Industrial Park press deflection, improper punch Querétaro, Qro. Mexico 76130 materials, excessive stripping force, Dayton Progress, Ltd. and inadequate heat treatment. G1 Holly Farm Business Park Honiley, Kenilworth Slug Jamming Warwickshire CV8 1NP UK Slug jamming is often the result Dayton Progress Corporation of Japan of improper die design, worn-out 2-7-35 Hashimotodai, Midori-Ku die parts, or obstruction in the slug Sagamihara-Shi, Kanagawa-Ken relief hole. 252-0132 Japan Slug Pulling Dayton Progress GmbH Adenauerallee 2 Slug pulling occurs when the slug 61440 Oberursel/TS, Germany sticks to the punch face upon withdrawal and comes out of the Dayton Progress Perfuradores Lda Zona Industrial de Casal da Areia Lote 17 lower die button. -

PFAS in Influent, Effluent, and Residuals of Wastewater Treatment Plants (Wwtps) in Michigan
Evaluation of PFAS in Influent, Effluent, and Residuals of Wastewater Treatment Plants (WWTPs) in Michigan Prepared in association with Project Number: 60588767 Michigan Department of Environment, Great Lakes, and Energy April 2021 Evaluation of PFAS in Influent, Effluent, and Residuals of Project number: 60588767 Wastewater Treatment Plants (WWTPs) in Michigan Prepared for: Michigan Department of Environment, Great Lakes, and Energy Water Resources Division Stephanie Kammer Constitution Hall, 1st Floor, South Tower 525 West Allegan Street P.O. Box 30242 Lansing, MI 48909 Prepared by: Dorin Bogdan, Ph.D. Environmental Engineer, Michigan E-mail: [email protected] AECOM 3950 Sparks Drive Southeast Grand Rapids, MI 49546 aecom.com Prepared in association with: Stephanie Kammer, Jon Russell, Michael Person, Sydney Ruhala, Sarah Campbell, Carla Davidson, Anne Tavalire, Charlie Hill, Cindy Sneller, and Thomas Berdinski. Michigan Department of Environment, Great Lakes, and Energy Water Resources Division Constitution Hall 525 West Allegan P.O. Box 30473 Lansing, MI 48909 Prepared for: Michigan Department of Environment, Great Lakes, and Energy AECOM Evaluation of PFAS in Influent, Effluent, and Residuals of Project number: 60588767 Wastewater Treatment Plants (WWTPs) in Michigan Table of Contents 1. Introduction ......................................................................................................................................... 1 2. Background ........................................................................................................................................ -

Short-Cut Method to Assess a Gross Available Energy in a Medium-Load Screw Friction Press
Article Short-Cut Method to Assess a Gross Available Energy in a Medium-Load Screw Friction Press A.J. Sánchez Egea 1,* ID , N. Deferrari 2, G. Abate 2, D. Martínez Krahmer 2 and L.N. López de Lacalle 1 ID 1 Department of Mechanical Engineering, Aeronautics Advanced Manufacturing Center (CFAA), Faculty of Engineering of Bilbao, Alameda de Urquijo s/n, 48013 Bilbao, Spain; [email protected] 2 Centro de Investigación y Desarrollo en Mecánica, Instituto Nacional de Tecnología Industrial INTI, Avenida General Paz 5445, 1650 Miguelete, Provincia de Buenos Aires, Argentina; [email protected] (N.D.); [email protected] (G.A.); [email protected] (D.M.K.) * Correspondence: [email protected] Received: 3 January 2018; Accepted: 9 March 2018; Published: 10 March 2018 Abstract: The present study proposed a rapid method, based on a previous universal compression tests, to estimate the required load capacity to cold forge different specimen quantity in a screw press. Accordingly, experimental and theoretical approach are performed to check new adjustable drive motor of the modified forging machine to achieve a gross available energy to deform the specimens preventing damage of the forging machine. During the forging experiments, two screw friction presses (as-received and modified) are used to validate the theoretical approach. The modified press exhibits an increase of 51% of gross energy and 11% of maximum load capacity compare to the as-received press. This method is used to improve the effective of the forging process avoiding excessive loads that could promote machine failure. Therefore, a low-cost and easy to implement methodology is proposed to determine the energy and load capacity of a screw friction press to forge different specimen quantities with symmetry pattern configurations. -

The Simulation of Cold Volumetric Stamping by the Method of Transverse Extrusion
MATEC Web of Conferences 224, 01105 (2018) https://doi.org/10.1051/matecconf/201822401105 ICMTMTE 2018 The simulation of cold volumetric stamping by the method of transverse extrusion Anatoly K. Belan1, Vladimir A. Nekit1,*, and Olga A. Belan1 1Nosov Magnitogorsk State Technical University, Lenin Street, 38, Magnitogorsk city, Chelyabinsk Region, Russian Federation, 455000 Abstract. The article is devoted to the theoretical study and development of the production process of manufacturing rod products with larger heads by transverse extrusion. For carrying out researches the elastic-plastic finite- element model based on the variation principle was chosen. This model, due to the development of a complex of boundary and initial conditions, has been adapted to the scheme of volume stamping of the fasteners and implemented in the form of a software package in the system DEFORM 3D.The paper presents the results of computer simulation of the technology of manufacturing the mortgage bolt 1 Introduction With the development of mechanical engineering, automotive and construction, there is a growing need for sophisticated modern fasteners which allows you to create strong, high- performance, reliable and durable connections. These fasteners contain: flanged fasteners, self-drilling and self-tapping screws, their use greatly simplifies and speed up installation work [1]. Fig. 1. Items with long cone and an enlarged head. To reduce terms of development and introduction of new types of fasteners the systems of the automated design and modelling allowing to model several options of the technology * Corresponding author: [email protected] © The Authors, published by EDP Sciences. This is an open access article distributed under the terms of the Creative Commons Attribution License 4.0 (http://creativecommons.org/licenses/by/4.0/). -
B. F. Clyde's Cider Mill
B. F. Clyde’s Cider Mill Established 1898 Old Mystic, Connecticut National Mechanical Engineering Site Dedication October 29, 1994 The American Society of Mechanical Engineers required equipment that was operated only once a History of Cider in the U.S. year, farmers found it more convenient to travel consid- Apple cider dates back to the earliest days of erable distances to bring their fruit to a large mill for English settlement in the thirteen colonies. Colonists processing into juice (sweet cider). Surplus apples brought seed from England to plant apple trees. could be sold or bartered to the mill owner who would Later, seedlings and whole trees were transported to produce cider to sell. Farmers returned home and used the colonies by wealthier colonists who established their own method of fermentation to produce cider. large apple orchards. Although apples were a staple In 1881, Mr. Ben- in the meager diet of jamin F. Clyde decided early settlers, the moti- to produce and sell cider vation for raising apple in Mystic, now referred trees was equally for to as Old Mystic. For the the purpose of making first few years, he cider. Cider was easy pressed his apples at lo- to make, stored well, cal mills. Eventually, he and provided a mildly bought a press and in- alcoholic drink for all to stalled it in rented space enjoy. Until approxi- in the corner of a local mately seventy years saw mill. He received ago, cider was what is power for his press from now referred to as “hard the saw mill’s line shaft. -

(DPR) for Faecal Sludge and Septage Management
Sanitation Capacity Building Platform TRAINING MODULE ON PREPARATION OF DETAILED PROJECT REPORT FOR FAECAL SLUDGE AND SEPTAGE MANAGEMENT PART A: PRESENTATION SLIDES National Institute of Urban Affairs TRAINING ON PREPARATION OF FAECAL SLUDGE AND SEPTAGE MANAGEMENT (FSSM) DETAILED PROJECT REPORT (DPR) Presentation Slides TITLE TRAINING MODULE ON PREPARATION OF DETAILED PROJECT REPORT FOR FAECAL SLUDGE AND SEPTAGE MANAGEMENT (PART A: PRESENTATION SLIDES) PUBLISHER NATIONAL INSTITUTE OF URBAN AFFAIRS, DELHI RESEARCH PROJECT SANITATION CAPACITY BUILDING PLATFORM Copyright © NIUA (2018) Year of Publishing: 2018 CONTENT The module is prepared by Ecosan Services Foundation (ESF), Pune DISCLAIMER While every effort has been made to ensure the correctness of data/information used in this training module, neither the authors nor NIUA accept any legal liability for the accuracy or inferences drawn from the material contained therein or for any consequences arising from the use of this material. No part of this module may be reproduced in any form (electronic or mechanical) without prior permission from or intimation to NIUA. The full module should be referenced as follows: NIUA (2018) “Training Module on Preparation of Detailed Project Report for Faecal Sludge and Septage Management (Part A: Presentation Slides).” Text from this module can be quoted provided the source is acknowledged. CONTACT National Institute of Urban Affairs 1st and 2nd floor Core 4B, India Habitat Centre, Lodhi Road, New Delhi 110003, India Website: www.niua.org, scbp.niua.org CONTENTS 1 Module ............................................................................................................................... 5 1.1 Assessment of Initial Situation ................................................................................... 7 1.1.1 Tools and methods for data collection .......................................................... 8 1.1.2 Data to be collected and Selection of treatment sites ............................ -

A New Route for Semi-Solid Steel Forging Tudor Balan, Eric Becker, Laurent Langlois, Régis Bigot
A new route for semi-solid steel forging Tudor Balan, Eric Becker, Laurent Langlois, Régis Bigot To cite this version: Tudor Balan, Eric Becker, Laurent Langlois, Régis Bigot. A new route for semi-solid steel forging. CIRP Annals - Manufacturing Technology, Elsevier, 2017, 66 (1), pp.297-300. 10.1016/j.cirp.2017.04.111. hal-01560824 HAL Id: hal-01560824 https://hal.archives-ouvertes.fr/hal-01560824 Submitted on 12 Jul 2017 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Pre-print A new route for semi-solid steel forging Tudor Balan, Eric Becker, Laurent Langlois, Régis Bigot Laboratoire de Conception Fabrication Commande, LCFC (EA 4495), ENSAM – Metz Campus, 4 rue A Fresnel, 57078 Metz, France Submitted by Dorel Banabic Forging in semi-solid state significantly extends the possibilities of classical hot forging. In order to fully exploit its potential, the process requires a specific and demanding environment, penalizing its industrial deployment. In this context, an alternative route is proposed. In the proposed process, semi-solid zones at the heart of the material coexist with surrounding solid zones within the part. The outcome is an optimized process where the benefits of thixoforging are reached at a significant extent within the classical process framework of hot forging. -

The Dynisco Extrusion Processors Handbook 2Nd Edition
The Dynisco Extrusion Processors Handbook 2nd edition Written by: John Goff and Tony Whelan Edited by: Don DeLaney Acknowledgements We would like to thank the following people for their contributions to this latest edition of the DYNISCO Extrusion Processors Handbook. First of all, we would like to thank John Goff and Tony Whelan who have contributed new material that has been included in this new addition of their original book. In addition, we would like to thank John Herrmann, Jim Reilly, and Joan DeCoste of the DYNISCO Companies and Christine Ronaghan and Gabor Nagy of Davis-Standard for their assistance in editing and publication. For the fig- ures included in this edition, we would like to acknowledge the contributions of Davis- Standard, Inc., Krupp Werner and Pfleiderer, Inc., The DYNISCO Companies, Dr. Harold Giles and Eileen Reilly. CONTENTS SECTION 1: INTRODUCTION TO EXTRUSION Single-Screw Extrusion . .1 Twin-Screw Extrusion . .3 Extrusion Processes . .6 Safety . .11 SECTION 2: MATERIALS AND THEIR FLOW PROPERTIES Polymers and Plastics . .15 Thermoplastic Materials . .19 Viscosity and Viscosity Terms . .25 Flow Properties Measurement . .28 Elastic Effects in Polymer Melts . .30 Die Swell . .30 Melt Fracture . .32 Sharkskin . .34 Frozen-In Orientation . .35 Draw Down . .36 SECTION 3: TESTING Testing and Standards . .37 Material Inspection . .40 Density and Dimensions . .42 Tensile Strength . .44 Flexural Properties . .46 Impact Strength . .47 Hardness and Softness . .48 Thermal Properties . .49 Flammability Testing . .57 Melt Flow Rate . .59 Melt Viscosity . .62 Measurement of Elastic Effects . .64 Chemical Resistance . .66 Electrical Properties . .66 Optical Properties . .68 Material Identification . .70 SECTION 4: THE SCREW AND BARREL SYSTEM Materials Handling . -

HOT FORMING of CAST STEEL CYLINDERS 1Jonathan URSINUS
a . / w 9 HOT FOR4ING OF CAST STEEL CYLINDERS 1Jonathan UR1INU1, 1Martin BONHAGE, 12hristoph BzDENBENDER, 2Florian NzRNBERGER, 2E gen DEMLER, 1Bernd-Arno BEHREN1 1Institute of Forming Technology and ,achines (IFU,L, Leibni Universitt Dannover, Garbsen, Germany, EU ursinus%ifum.uni8hannover.de, bonhage%ifum.uni8hannover.de, behrens%ifum.uni8hannover.de .Institut für Werkstoffkunde (,aterials ScienceL, Leibni Universitt Dannover, Garbsen, Germany, EU, nürnberger%iw.uni8hannover.de, demler%iw.uni8hannover.de https://doi.org/10.37904/metal.2019.820 Abstract Regarding tool wear and energy cons mption when forging steel parts, tailored preform geometries are beneficial. In partic lar, the n mber of forging steps can be red ced, in comparison to conventionally rolled cylindrical stock material, if preformed billets are sed. In order to assess the potential offered by cast preforms as semi-finished prod cts for a s bse3 ent forging process, cylindrical steel billets .G422rMo40 were cast by sand casting and then pset with different degrees of deformation m .0.7-1.,0, forging temperat re .A00-1200 720 and ram speed .30-700 mm/s0. Forging of conventional rolled bar material nder the same forming conditions was sed as a reference. After forming, the specimens were heat treated and the mechanical properties were determined by tensile tests .DIN EN I1O A892-10 and notch impact tests .similar to DIN EN I1O 148-10. The microstr ct res were e6amined by metallographic analysis. For the investigated process variables, no significant infl ences on the tensile strengths or impact energies of the cast and forged specimens were fo nd. While the tensile strengths of the cast and forged specimens meet the val es of conventionally rolled and forged specimens, the impact energies of the cast and forged specimens s rpass those of the reference. -

Design of Forming Processes: Bulk Forming
1 Design of Forming Processes: Bulk Forming Chester J. Van Tyne Colorado School of Mines, Golden, Colorado, U.S.A. I. BULK DEFORMATION atures relative to the melting point of the metal. Hot working occurs at temperatures above tJllerecrystalliza- Bulk defonnation is a metal-fonning process where the tion temperature of the metal. There is a third temper- defonnation is three-dimensional in nature. The pri- ature range, warm working, which is being critically mary use of the tenn bulk deformation is to distinguish it examined due to energy savings and is, in some cases, from sheet-fonning processes. In sheet-forming opera- used by industries. tions, the defonnation stressesare usually in the plane of the sheet metal, whereas in bulk defonnation, the 1. Cold Working Temperatures defonnation stresses possess components in all three Cold working usually refers to metal deformation that is coordinate directions. Bulk defonnation includes metal carried out at room temperature. Th,~ phenomenon working processes such as forging, extrusion, rolling, associated with cold work occurs wht:n the metal is and drawing. deformed at temperatures that are about 30% or less of its melting temperature on an absolute temperature scale. During cold work, the metal ,~xperiences an II. CLASSIFICATION OF DEFORMATION increased number of dislocations and elltanglement of PROCESSES these dislocations, causing strain hardening. With strain hardening, the strength of the metal increases with The classification of deformation processescan be done deformation. To recrystallize the metal, ;i thermal treat- in one of several ways. The more common classification ment, called an anneal, is often needed. During anneal- schemes are based on temperature, flow behavior, and ing, the strength of the metal can be drastically reduced stressstate.