Welding ABSTRACT Units Are General Safety, Basic Metalworking Tools, Layout, Bench Metal Casting, Welding, Metal Finishing, Plan
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Rolling Process Bulk Deformation Forming
Rolling Process Bulk deformation forming (rolling) Rolling is the process of reducing the thickness (or changing the cross-section) of a long workpiece by compressive forces applied through a set of rolls. This is the most widely used metal working process because it lends itself high production and close control of the final product. Bulk deformation forming (rolling) Bulk deformation forming (rolling) Rolling typically starts with a rectangular ingots and results in rectangular Plates (t > 6 mm), sheet (t < 3 mm), rods, bars, I- beams, rails etc Figure: Rotating rolls reduce the thickness of the incoming ingot Flat rolling practice Hot rolled round rods (wire rod) are used as the starting material for rod and wire drawing operations The product of the first hot-rolling operation is called a bloom A bloom usually has a square cross-section, at least 150 mm on the side, a rolling into structural shapes such as I-beams and railroad rails . Slabs are rolled into plates and sheets. Billets usually are square and are rolled into various shapes Hot rolling is the most common method of refining the cast structure of ingots and billets to make primary shape. Hot rolled round rods (wire rod) are used as the starting material for rod and wire drawing operations Bars of circular or hexagonal cross-section like Ibeams, channels, and rails are produced in great quantity by hoe rolling with grooved rolls. Cold rolling is most often a secondary forming process that is used to make bar, sheet, strip and foil with superior surface finish and dimensional tolerances. -
8.10 Drill Grinding Device
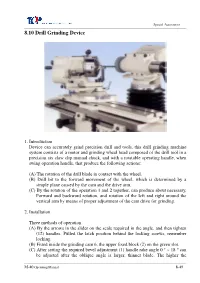
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -

Troubleshooting Decorative Electroplating Installations, Part 5
Troubleshooting Decorative Electroplating Installations, Part 5: Plating Problems Caused Article By Heat & Bath Temperature Fluctuations by N.V. Mandich, CEF, AESF Fellow Technical Technical In previous parts of this series, emphasis was given The fast-machining steels must then be carburized to troubleshooting of the sequences for pre-plating or case-hardened to obtain a surface with the hardness and electroplating over metals, Parts 1 and 2;1 required to support the top chromium electroplate. the causes, symptoms and troubleshooting for Case hardening is the generic term covering several pores, pits, stains, blistering and “spotting-out” processes applicable to steel or ferrous alloys. It changes phenomena, Part 3;2 and troubleshooting plating on the surface composition of the top layer, or case, by plastic systems, Part 4.3 Here in Part 5, causes and adsorption of carbon, nitrogen or a mixture of the two. some typical examples of problems that occur in By diffusion, a concentration gradient is created. The electroplating as a result of a) thermal, mechanical heat-treatments and the composition of the steel are surface treatments, b) the metallurgy of the part to additional variables that should be addressed and taken be plated or c) effects of plating bath temperature into account in the electroplating procedure. on plating variables and quality of the deposits When discussing the effect of heat-treatment on are discussed. subsequent electroplating processes it is necessary to zero in on the type of heat-treatment involved. We Nearly every plater has at one time or another had the can defi ne the heat-treatment process as changing the experience of trying to plate parts that simply would characteristics of the parts by heating above a certain not plate. -

IBS, INCORPORATED T a P S B U R S B L a D E S Index
IBS, INCORPORATED Index 4-40 thru 1/2-10 Tap, Die & Drill Set PT-8 Taps, Burs & Blades 9/16-12 thru 3/4-16 Tap, Die & Drill Set PT-8 A Index 10 Pc NC/NF Power Taps w/Index PT-5, PT-7 10 Pc NC/NF Taper Taps w/Inde PT-5, PT-7 Annular Cutters 18 Pc NC Bottom Taps & Drill Bits w/Index PT-5, PT-7 Carbide Tipped 18 Pc NC Taper Taps & Drill Bits w/Index PT-5, PT-7 CT150 & CT200 PT-14, PT-16 Nitro-Carb Hand Tap PT-5, PT-7 IBS High Speed Steel PT-16 Assortments, Cutting Tools B Advanced Edge Power Reciprocating Saw Blades T Blades with Tool Ease Lubricant Stick PT-45 100 PK Shark Serrated Blades PT-54 Annular Cutters - Carbide Tipped Bandsaw, Bi-Metal A PT-15 General Information PT-36 Annular Cutters - High Speed Steel PT-17 Portable Blades PT-41 P Black Hole Carbide Tipped Cutters Troubleshooting PT-37, PT-38, PT-39, PT-40 1" Depth - 4 Pc.Set PT-23 Bi-Metal 1" Depth - 5 Pcs PT-23 Air Saw Blades PT-51 S 3/16" Depth - 5 Pc. PT-23 Reciprocating Saw PT-46 762R - 5 Pc. - 3/16" Depth PT-22 Boar Blades PT-48 763R - 4 Pc. 1" Depth PT-22 Thick Demolition PT-47 764R - 5 Pc. - 1" Depth PT-23 Sabre/Jig PT-52 Carbide Burs PT-59 Chop Saw-Carbide Tipped B Hole Saws 14" Blade for Aluminum PT-34 Bi-Metal 14" Blade for Stainless Steel PT-34 U Advanced Bi-Metal Hole Saws 2-1/8"- 4" PT-27 14" Blade for Steel PT-34 Advanced Bi-Metal Hole Saws 3/4"- 4" PT-28 Circular Saw Advanced Bi-Metal Hole Saws 5/8"- 2" PT-29 Combination Blade PT-32 R M42 Thin Wall Hole Saws Travel Tray Assortment PT-18 Heavy Duty Deck / Nail Cutting Blade PT-32 Hole Saws - Bi-Metal Miter Saw -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -

The Ductility Number Nd Provides a Rigorous Measure for the Ductility of Materials Failure
XXV. THE DUCTILITY NUMBER ND PROVIDES A RIGOROUS MEASURE FOR THE DUCTILITY OF MATERIALS FAILURE 1. Introduction There was just one decisive, really pivotal occurrence throughout the entire history of trying to develop general failure criteria for homogenous and isotropic materials. The setting was this: Coulomb [1] had laid the original groundwork for failure and then a great many years later Mohr [2] came along and put it into an easily usable form. Thus was born the Mohr- Coulomb theory of failure. There was broad and general enthusiasm when Mohr completed his formulation. Many people thought that the ultimate, general theory of failure had finally arrived. There was however a complication. Theodore von Karman was a young man at the time of Mohr’s developments. He did the critical experimental testing of the esteemed new theory and he found it to be inadequate and inconsistent [3]. Von Karman’s work was of such high quality that his conclusion was taken as final and never successfully contested. He changed an entire course of technical and scientific development. The Mohr-Coulomb failure theory subsided and sank while von Karman’s professional career rose and flourished. Following that, all the attempts at a general materials failure theory remained completely unsatisfactory and unsuccessful (with the singular exception of fracture mechanics). Finally, in recent years a new theory of materials failure has been developed, one that may repair and replace the shortcomings that von Karman uncovered. The present work pursues one special and very important aspect of this new theory, the ductile/brittle failure behavior. -
Use a Hacksaw Inch Blade
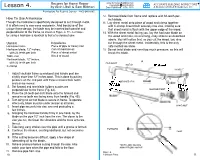
Recipes for Home Repair www.AccurateBuilding.com Lesson 4. Copyright 2004-2005 ACCURATE BUILDING INSPECTORS by Alvin Ubell & Sam Bittman Date Published: 1974, 1976 A Division of Ubell Enterprises, Inc. Permissions For Reprints Contact: 1-800-640-8285 12. Remove blade from frame and replace with 32-teeth-per- How To Use A Hacksaw inch blade. Though the hacksaw is specifically designed to cut through metal, 13. Lay sheet metal onto piece of wood and clamp together it is often used to saw wood and plastic. And because of the with C-clamp. Insert both securely into vise, making sure unique frame design, the blade may be inserted both parallel and that sheet metal is flush with the upper edge of the wood. perpendicular to the frame, as shown in Figure 4. The technique 14. With the sheet metal facing you, lay the hacksaw blade on for using a hacksaw is identical to that of a crosscut saw. the wood and make several long, easy strokes as described above. You will notice that, as you cut the wood, you also Utensils Ingredients cut through the sheet metal. Incidentally, this is the only Hacksaw frame Piece of pipe or heavy iron safe method we know. Hacksaw blade, 12" inches, Can of machine oil 15. Do not twist blade and exert too much pressure, as this will with 24 teeth per inch Piece of sheet metal break the blade. Table vise Block of wood Hacksaw blade, 12" inches, A with 32 teeth per inch END POST C-clamp NOTCH HANDLE 1. Adjust hacksaw frame so end post and handle post are slightly more than 12" inches apart. -

Ats 34 and 154 Cm Stainless Heat Treat Procedure
ATS 34 AND 154 CM STAINLESS HEAT TREAT PROCEDURE This is an oil hardening grade of steel which will require oil quenching. The oil should be a warm, thin quenching oil that contains a safe flash point. Olive oil has been used as a sub stitute. As a rule of thumb, there should be a gallon of oil for each pound of steel. For , warming the oil before quenching, you may heat a piece of steel and drop it in the oil. 1.) Wrap blades in stainless tool wrap and leave an extra two inches on each end of the package. (This will be for handling purposes going into the quench as described below.) We suggest a double wrap for this grade. The edges of the foil should be double crimped, being careful to avoid hav ing even a pin hole in the wrap. 2 . ) Place in the furnace and heat to 1900"F. After reaching this temperature, immediately start timing the soak time of 25-30 minutes. 3.) After the soak time has elapsed, very quickly and carefully pull the package out with tongs~ place over the quench tank and snip the end of the package allowing the blades to drop into the oil. You should have a wire basket in the quench tank for raising and lowering the blades rather than have them lie s till. Gases are released in the quench and would form a "trap" around the steel unless you keep them movi~g for a minute or so. *IMPORTANT--It is very important that the blades enter the oil quench as quickly as possible after leaving the furnace ! Full hardness would not be reached if this step is not followed. -

UDDEHOLM STAVAX® ESR © UDDEHOLMS AB No Part of This Publication May Be Reproduced Or Transmitted for Commercial Purposes Without Permission of the Copyright Holder
UDDEHOLM STAVAX® ESR © UDDEHOLMS AB No part of this publication may be reproduced or transmitted for commercial purposes without permission of the copyright holder. This information is based on our present state of knowledge and is intended to provide general notes on our products and their uses. It should not therefore be construed as a warranty of specific properties of the products described or a warranty for fitness for a particular purpose. Classified according to EU Directive 1999/45/EC For further information see our “Material Safety Data Sheets”. Edition 11, 05.2013 The latest revised edition of this brochure is the English version, SS-EN ISO 9001 which is always published on our web site www.uddeholm.com SS-EN ISO 14001 UDDEHOLM STAVAX ESR UDDEHOLM STAVAX ESR Uddeholm Stavax ESR is a premium stainless mould steel for small and medium inserts and cores. Uddeholm Stavax ESR combines corrosion and wear resistance with excellent polishability, good machinability and stability in hardening. Mould maintenance requirement is reduced by assuring that core and cavity surfaces retain their original finish over extended operating periods. When compared with non stainless mould steel, Uddeholm Stavax ESR offers lower production costs by maintaining rust free cooling channels, assuring consistent cooling and cycle time. This classic stainless tool steel is the right choice when rust in production is unacceptable and where requirements for good hygiene are high, as within the medical industry, optical industry and for other high quality transparent parts. Uddeholm Stavax ESR is a part of the Uddeholm Stainless Concept 3 UDDEHOLM STAVAX ESR General Applications Uddeholm Stavax ESR is a premium grade Uddeholm Stavax ESR is recommended for all stainless tool steel with the following proper- types of moulding tools and its special proper- ties: ties make it particularly suitable for moulds •good corrosion resistance with the following demands: •excellent polishability • Corrosion/staining resistance, i.e. -

Noga Head Office
Noga Head Office NOGA ENGINEERING & TECHNOLOGY (2008) LTD Noga Engineering and Technology was established in 1980. Over the years the company has grown to become the world leader in the manufacturing of three main lines: simply sophisticated Deburring Systems Holding Systems Cutting Fluid Applicators Noga’s strongest points are product design and development, quality and service. Our products are sold in more than 60 countries either through our own companies or a network of exclusive agents. All NOGA products meet the strict requirements of ISO 9001 and ISO 14001. We invite you to visit our web site: www.noga.com for further information. NOGA reserves the right to make changes in any of its products without prior notice. © Copyright NOGA Engineering & Technology (2008) Ltd. WARNINGS Blades are sharp and can cut. Blades can break causing flying shards. Sharp edges and flying shards can cause injury. Wear safety googles (both user and bystanders). Do not pry or bend blades. Keep away from children. Do not regrind blades. All rights reserved. No part of this publication may be reproduced, transcribed, stored in an electronic retrieval system, translated into any language or computer language, or be transmitted in any form whatsoever without the prior written consent of the publisher. simply sophisticated Deburring Systems HEAVY DUTY 3-8 CERAMIC 39-44 LIGHT DUTY 9-14 SETS & KITS 45-50 COUNTERSINKS 15-26 SPECIALTY TOOLS 51-54 SCRAPERS 27-30 SPECIALTY BLADES 55-56 DIAMOND FILES 31-32 CHIP HOOKS 57-59 DOUBLE-EDGE 33-36 PLUMBING 60-65 SINGLE EDGE 37-38 INDEX 66 simply sophisticated Deburring Tools simply sophisticated 1 Contents H.D. -

Boilermaker Health & Safety Manual
Boilermakers Health & Safety Manual ihsa.ca Boilermakers Health & Safety Manual Infrastructure Health & Safety Association 5110 Creekbank Road, Suite 400 Mississauga, Ontario L4W 0A1 Canada 1-800-263-5024 ihsa.ca 1 Boilermakers Health & Safety Manual IHSA has additional information on this and other topics. Visit ihsa.ca or call Customer Service at 1-800-263-5024. The contents of this publication are for general information only. This publication should not be regarded or relied upon as a definitive guide to government regulations or to safety practices and procedures. The contents of this publication were, to the best of our knowledge, current at the time of printing. However, no representations of any kind are made with regard to the accuracy, completeness, or sufficiency of the contents. The appropriate regulations and statutes should be consulted. Readers should not act on the information contained herein without seeking specific independent legal advice on their specific circumstance. The Infrastructure Health & Safety Association is pleased to answer individual requests for counselling and advice. This manual was developed, reviewed, and endorsed by the Boilermakers Labour-Management Health and Safety Committee in association with IHSA. Manual IHSA editor: Lori-Lynn Bonnell, design and illustrations: Philippa Giancontieri; project manager: Mike Russo. The Infrastructure Health & Safety Association would like to thank the members of the working group for contributing their knowledge, experience, and time to produce a health and safety manual that will benefit both labour and management in the boilermaker sector. The working group included representatives from the Boilermaker Contractors’ Association (BCA) as well as: · Marty Albright – Alstom Power Canada Inc. -

Metalworking & Forging Safety and Tool Use Certification (STUC
Metalworking & Forging Safety and Tool Use Certification (STUC) STUC-at-Home; Fall 2020 Thank you for registering for 1 or more Department STUCs! Fall 2020 OSA dates are September 14- December 23. We look forward to having you in the Shops soon! In this STUC packet, you will find: 1. CIADC Health Safety Guidelines (Before Entering and In-Shop) • Our guide on health safety measures that Staff, Students, Members, and Visitors must follow to ensure the health safety of everyone while at CIADC. We appreciate your cooperation with this! For more details about our Healthy Safety Plan, click here. 2. Metal Shop-Specific PPE – Shared vs. Purchase • What PPE is required in the Metal Shop, and what we require/recommend YOU purchase 3. Metalworking & Forging Department STUC • **NEW** Items in Department • General and Department-specific information for you to know 4. Metalworking & Forging Department Material & Supply Purchase Form • What is currently offered 4-Sale in the Metal Shop 5. Metalworking & Forging Department Resource List • Where else to purchase material, supplies, PPE, etc. specific to Department 6. **NEW** Members: CNC Machining Services 7. OSA Reservation Procedure • To ensure we do not exceed the maximum safe amount of people in Shops during OSA, we are implementing an OSA reservation system 8. Programming Schedule • Class and OSA schedule for the upcoming term To Complete STUC: 1. Submit shop-specific online STUC quiz (click here for link) 2. Pre-Pay for 5-OSAs (Access Members only; will be invoiced) 3. Renew Liability Waiver (as