2016 Prevailing Wage Rates Elko County
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Use a Hacksaw Inch Blade
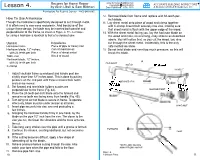
Recipes for Home Repair www.AccurateBuilding.com Lesson 4. Copyright 2004-2005 ACCURATE BUILDING INSPECTORS by Alvin Ubell & Sam Bittman Date Published: 1974, 1976 A Division of Ubell Enterprises, Inc. Permissions For Reprints Contact: 1-800-640-8285 12. Remove blade from frame and replace with 32-teeth-per- How To Use A Hacksaw inch blade. Though the hacksaw is specifically designed to cut through metal, 13. Lay sheet metal onto piece of wood and clamp together it is often used to saw wood and plastic. And because of the with C-clamp. Insert both securely into vise, making sure unique frame design, the blade may be inserted both parallel and that sheet metal is flush with the upper edge of the wood. perpendicular to the frame, as shown in Figure 4. The technique 14. With the sheet metal facing you, lay the hacksaw blade on for using a hacksaw is identical to that of a crosscut saw. the wood and make several long, easy strokes as described above. You will notice that, as you cut the wood, you also Utensils Ingredients cut through the sheet metal. Incidentally, this is the only Hacksaw frame Piece of pipe or heavy iron safe method we know. Hacksaw blade, 12" inches, Can of machine oil 15. Do not twist blade and exert too much pressure, as this will with 24 teeth per inch Piece of sheet metal break the blade. Table vise Block of wood Hacksaw blade, 12" inches, A with 32 teeth per inch END POST C-clamp NOTCH HANDLE 1. Adjust hacksaw frame so end post and handle post are slightly more than 12" inches apart. -

Hand Tools & Accessories
HAND TOOLS & ACCESSORIES CUSHION GRIP HACKSAW FRAMES HIGH TENSION HACKSAW FRAMES • Unique cushioned rubber grip reduces • Quick changing blades slippage for better control and comfort • Adjustable crank handle for tension • Rugged, sturdy frame built for up to 30,000 PSI torque and professional tool users micro-adjustment • High tension technology for • Spare blades can be tightening the blade to 30,000 PSI stored inside frame • Blade can be positioned • Blade can be positioned for 45° or 90° cutting for 45° or 90° cutting • Patended quick • End of frame can be used change blade design as a jab saw Model No. TJ246 Model No. TJ557 Mfg. No. 80965 Mfg. No. 80956 Price/Each $ Price/Each $ HEAVY-DUTY HACKSAW FRAMES ECONOMY HACKSAW FRAMES • High impact, contoured handle • Adjustable from 10"/250 mm • Adjust to 10" or 12" to 12"/300 mm • 45° blade adjustment • Cuts to 2.75"/70 mm in depth Model No. TBH296 • For DIY and home use Mfg. No. 80952 Model No. TJ251 Price/Each $ Mfg. No. 80950 Price/Each $ GENERAL PURPOSE HACKSAWS • Blade Length: 12" HACKSAW FRAMES • Handle Type: Plain • Instantly adjustable for 10"/250 mm • Overall Dimensions: 17-5/16" L x 5-1/8" H to 12"/300 mm blades • Depth of Bow: 4" H • Adjusts 90° for vertical • Tensile Strength: 8000 PSI or horizontal cuts • Strong aluminum die-cast handle Model No. VU145 provides comfort and control Mfg. No. 80951 • Guarded grip design protects Price/Each $ knuckles from grazing Model No. TYW991 Price/Each $ HIGH TENSION HACKSAW FRAMES LITTLE-NIC® UTILITY HACKSAWS • Professional quality high tension frame provides • Ergonomic cushioned handle easy to use an efficient adjustment lever • Gets into small places • Rubber handle and thumb hold provides • Overall length 10"/250 mm, an ergonomic grip (EAM042) • Uses any standard size hacksaw blade • 4 angled mounting pins allow for both straight and angle cutting, Model No. -

A Sheffield Hallam University Thesis
The effect of tooth geometry on power hacksaw blade performance. HALES, William M. M. Available from the Sheffield Hallam University Research Archive (SHURA) at: http://shura.shu.ac.uk/19742/ A Sheffield Hallam University thesis This thesis is protected by copyright which belongs to the author. The content must not be changed in any way or sold commercially in any format or medium without the formal permission of the author. When referring to this work, full bibliographic details including the author, title, awarding institution and date of the thesis must be given. Please visit http://shura.shu.ac.uk/19742/ and http://shura.shu.ac.uk/information.html for further details about copyright and re-use permissions. TELEPEN 101 039 701 X iiiiiiiiini Sheffield City Polytechnic Library REFERENCE ONLY Return to Learning Centre of issue Fines are charged at 50p per hour 2 0 APR 2007 ProQuest Number: 10697044 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent upon the quality of the copy submitted. In the unlikely event that the author did not send a com plete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. uest ProQuest 10697044 Published by ProQuest LLC(2017). Copyright of the Dissertation is held by the Author. All rights reserved. This work is protected against unauthorized copying under Title 17, United States C ode Microform Edition © ProQuest LLC. ProQuest LLC. 789 East Eisenhower Parkway P.O. Box 1346 Ann Arbor, Ml 48106- 1346 THE EFFECT OF TOOTH GEOMETRY on POWER HACKSAW BLADE PERFORMANCE by William Malcolm Manson Hales BSc A Thesis submitted to the Council for National Academic Awards in partial fulfilment of the requirements for the degree of Doctor of Philosophy. -

Portable Machine Tools Safety Precautions
TC 9-524 Chapter 3 PORTABLE MACHINE TOOLS The portable machine tools identified and described in this Portable machine tools are powered by self-contained chapter are intended for use by maintenance personnel in a electric motors or compressed air (pneumatic) from an outside shop or field environment. These lightweight, transportable source. They are classified as either cutting took (straight and machine tools, can quickly and easily be moved to the angle hand drills, metal sawing machines, and metal cutting workplace to accomplish machining operations. The accuracy shears) or finishing tools (sanders, grinders, and polishers). of work performed by portable machine tools is dependent upon the user’s skill and experience. SAFETY PRECAUTIONS GENERAL Portable machine tools require special safety precautions Remove chuck keys from drills prior to use. while being used. These are in addition to those safety precautions described in Chapter 1. Hold tools firmly and maintain good balance. Secure the work in a holding device, not in your PNEUMATIC AND ELECTRIC TOOL hands. SAFETY Wear eye protection while operating these Here are some safety precautions to follow: machines. Never use electric equipment (such as drills, Ensure that all lock buttons or switches are off sanders, and saws) in wet or damp conditions. before plugging the machine tool into the power source. Properly ground all electric tools prior to use. Never leave a portable pneumatic hammer with a Do not use electric tools near flammable liquids or chisel, star drill, rivet set, or other tool in its nozzle. gases. ELECTRIC EXTENSION CORDS Inspect all pneumatic hose lines and connections prior to use. -

Evaluation of the Rheological Behavior of a Semi-Solid Al–Sic Composite Using a Parallel-Plate Drop-Forge Viscometer
International Journal of Materials Science and Applications 2014; 3(6): 344-352 Published online November 20, 2014 (http://www.sciencepublishinggroup.com/j/ijmsa) doi: 10.11648/j.ijmsa.20140306.21 ISSN: 2327-2635 (Print); ISSN: 2327-2643 (Online) Evaluation of the rheological behavior of a semi-solid Al–SiC composite using a parallel-plate drop-forge viscometer Yasuyoshi Fukui *, Daisaku Nara, Kazuyo Fushimi, Noriyoshi Kumazawa Graduate School of Science and Engineering, Kagoshima University, Kagoshima, Japan Email address: [email protected] (Y. Fukui), [email protected] (D. Nara), [email protected] (K. Fushimi), [email protected] (N. Kumazawa) To cite this article: Yasuyoshi Fukui, Daisaku Nara, Kazuyo Fushimi, Noriyoshi Kumazawa. Evaluation of the Rheological Behavior of a Semi-Solid Al–SiC Composite using a Parallel-Plate Drop-Forge Viscometer. International Journal of Materials Science and Applications. Vol. 3, No. 6, 2014, pp. 344-352. doi: 10.11648/j.ijmsa.20140306.21 Abstract: This paper presents of studies performed to assess the effect of rheological behavior on the near-net shape forming of an Al–20 vol% SiC composite of Duralcan F3A.20S and of the mother aluminum alloy A356 for comparison. Isothermal experiments were conducted using results of a parallel-plate drop-forge viscometer in a temperature range from 849 K (576 ºC) to 862 K (590 ºC). Each experiment indicated that the viscosity decreased in the early increasing shear rate stage and subsequently increased with decreasing shear rate. The overall relationship between the viscosity, µ [Pa .s], and the shear rate, γɺ [s -1], can be described by a power-law model of µ = 3.2 × 10 7 γɺ -1.5 for Duralcan and µ = 1.6 × 10 7γɺ -1.5 for A356. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

Manufacuting Technology
ME 6402 -Manufacturing Technology - II IV Sem / II Year B.E. (Mechanical Engineering) Department of Mechanical Engineering R.M.K.ENGINEERINGCOLLEGE R.S.M. Nagar, Kavaraipettai – 601 206. UNIT I - THEORY OF METAL CUTTING INTRODUCTION: CUTTING TOOL: SINGLE POINT CUTTING TOOL: NOMENCLATURE SINGLE POINT TOOL: MECHANICS OF METAL CUTTING: TYPES OF CHIPS: COOLANT OR CUTTING FLUIDS OR EMULSIONS: FUNCTIONS OR USES OF COOLANTS OR CUTTING FLUIDS: TYPICAL PROPERTIES OF TOOL MATERIALS: ------------------------------X-------------------------------- UNIT-II - CENTRE LATHE AND SPECIAL PURPOSE LATHE INTRODUCTION: TYPES OF LATHE: SPEED LATHE: CENTRE LATHE OR ENGINE LATHE: BENCH LATHE: TOOL ROOM LATHE: CAPSTAN AND TURRET LATHE: SPECIAL PURPOSE LATHE: AUTOMATIC LATHE: CONSTRUCTION OF LATHE MACHINE: BED: HEAD STOCK: TAIL STOCK: CARRIAGE: THREAD CUTTING MECHANISM: ACCESSORIES AND ATTACHMENTS OF LATHE: SPECIFICATION OF LATHE: LATHE OPERATIONS: TAPERS AND TAPER TURNING: TAPER TURNING BY SWIVELLING THE COMPOUND REST: TAPER TURNING ATTACHMENT METHOD: TAPER TURNING WITH TAILSTOCK SET OVER METHOD: FORM TOOL METHOD: TAPER TURNING WITH DOUBLE HEADS: THREAD CUTTING: DRILLING ON A LATHE: CUTTING SPEED: FEED: ---------------------------X------------------------------ UNIT-III, OTHER MACHINE TOOLS DRILLING INTRODUCTION: CONSTRUCTION OF DRILLING MACHINE: TYPES OF DRILLING MACHINE: PORTABLE DRILLING MACHINE: SENSITIVE DRILLING MACHINE: UPRIGHT DRILLING MACHINE: RADIAL DRILLING MACHINE: GANG DRILLING MACHINE: MULTIPLE-SPINDLE DRILLING MACHINE: TYPES OF DRILLS: TWIST DRILL -

Lathe Chucks
LATHE CHUCKS LATHE CHUCKS http://www.bison-bial.com, e-mail: [email protected], tel.+48 (85) 741 31 86, fax +48 (85) 732 76 58 9 LATHE CHUCKS BISON-BIAL continues to manufacture our famous high quality Standard and Precision Lathe Chucks for customers with demanding applications around the world. Our chucks are made from forged steel or cast iron; all of the working surfaces are induction hardened and ground ensuring that the finished product is a rugged chuck that meets high sliding, stability, and durability parameters that our customers have come to expect from BISON-BIAL. Safety wrench Scroll plate Cover Body Stud bolt Hard outside Pinion solid jaw Each chuck is thoroughly inspected before the product leaves the factory. We check gripping force and run-out to ensure accuracy in order to meet BISON-BIAL’s quality standards that are even more stringent than DIN standards. Only then the chuck is given the BISON- BIAL label of quality. This is our commitment to you that you have purchased the best workholding products on the market today. http://www.bison-bial.com, e-mail: [email protected], tel.+48 (85) 741 31 86, fax +48 (85) 732 76 58 10 LATHE CHUCKS We want to give you more. So when greater precision will be necessary you can choose the same BISON-BIAL lathe chucks from our precision line. Centering accuracy of BISON-BIAL standard and precision lines are shown in the chart below in comparison to the requirements of DIN standards. Both our standard and precision line fall below the required DIN standards troughout the various sizes. -
Screw Threads and Tap-Drill Sizes
CS24-43 Screw Threads and Tap-Drill Sizes U. S. DEPARTMENT OF COMMERCE JESSE H. JONES, Secretary NATIONAL BUREAU OF STANDARDS LYMAN J. BRIGGS, Director SCREW THREADS AND TAP-DRILL SIZES COMMERCIAL STANDARD CS24-43 (Revision and consolidation of CS24”30 and CS25-30) Effective Date for New Production from February 10, 1943 A RECORDED VOLUNTARY STANDARD OF THE TRADE UNITED STATES GOVERNMENT PRINTING OFFICE WASHINGTON : 1943 For sale by the Superintendent of Documents, U. S. Government Printing Office Washington 25, D. C. - Price 15 cents U. S. Department of Commerce National Bureau of Standards PROMULGATION of COMMERCIAL STANDARD CS24-43 for SCREW THREADS AND TAP-DRILL SIZES (Revision and consolidation of CS24-30 and CS25-30) At the request of the National Screw Thread Commission, American National screw-thread tables for shop use were circulated January 23, 1930, as recommended commercial standards to producers, distri- butors, and users for a written acceptance. They were subsequently accepted in writing by the industry and published under the titles, American National Standard Screw Threads, Coarse and Fine-Thread Series, Commercial Standard CS24-30; and American National Special Screw Threads, Commercial Standard CS25-*30. On July 28, 1942, on the recommendation of the Interdepartmental Screw Thread Committee, and with the endorsement of the standing committee, a consolidation and revision of CS24-30 and CS25-30, under the title of Recommended Commercial Standard for Screw Threads and Tap-Drill Sizes, was circulated for acceptance. Those concerned have since accepted and approved the standard as shown herein for promulgation by the United States Department of Com- merce, through the National Bureau of Standards. -

Boilermaking Manual. INSTITUTION British Columbia Dept
DOCUMENT RESUME ED 246 301 CE 039 364 TITLE Boilermaking Manual. INSTITUTION British Columbia Dept. of Education, Victoria. REPORT NO ISBN-0-7718-8254-8. PUB DATE [82] NOTE 381p.; Developed in cooperation with the 1pprenticeship Training Programs Branch, Ministry of Labour. Photographs may not reproduce well. AVAILABLE FROMPublication Services Branch, Ministry of Education, 878 Viewfield Road, Victoria, BC V9A 4V1 ($10.00). PUB TYPE Guides Classroom Use - Materials (For Learner) (OW EARS PRICE MFOI Plus Postage. PC Not Available from EARS. DESCRIPTORS Apprenticeships; Blue Collar Occupations; Blueprints; *Construction (Process); Construction Materials; Drafting; Foreign Countries; Hand Tools; Industrial Personnel; *Industrial Training; Inplant Programs; Machine Tools; Mathematical Applications; *Mechanical Skills; Metal Industry; Metals; Metal Working; *On the Job Training; Postsecondary Education; Power Technology; Quality Control; Safety; *Sheet Metal Work; Skilled Occupations; Skilled Workers; Trade and Industrial Education; Trainees; Welding IDENTIFIERS *Boilermakers; *Boilers; British Columbia ABSTRACT This manual is intended (I) to provide an information resource to supplement the formal training program for boilermaker apprentices; (2) to assist the journeyworker to build on present knowledge to increase expertise and qualify for formal accreditation in the boilermaking trade; and (3) to serve as an on-the-job reference with sound, up-to-date guidelines for all aspects of the trade. The manual is organized into 13 chapters that cover the following topics: safety; boilermaker tools; mathematics; material, blueprint reading and sketching; layout; boilershop fabrication; rigging and erection; welding; quality control and inspection; boilers; dust collection systems; tanks and stacks; and hydro-electric power development. Each chapter contains an introduction and information about the topic, illustrated with charts, line drawings, and photographs. -

Gear Cutting Tools Rua André De Leão 155 Bloco a Mexiko/Mexico [email protected] CEP: 04672-030 LMT Boehlerit S.A
Belgien/Belgium Indien/India Türkei/Turkey SA LMT Fette NV LMT Fette India Pvt. Ltd. Böhler Sert Maden Takim Sanayi Belin Yvon S.A. Industrieweg 15 B2 29, II Main Road ve Ticaret A.S. F-01590 Lavancia, Frankreich 1850 Grimbergen Gandhinagar, Adyar Ankara Asfalti ü zeri No.22 Tel. +33 (0) 4 74 75 89 89 Fon +32-2/2 51 12 36 Chennai 600 020 Kartal 81412 Fax +33 (0) 4 74 75 89 90 Fax +32-2/2 51 74 89 Fon +91-44/24 405 136 / 137 Istanbul E-mail: [email protected] Fax +91-44/24 405 1205 P.K. 167 Internet: www.belin-y.com Brasilien/Brazil [email protected] Fon +90-216/3 06 65 70 LMT Böhlerit LTDA. Fax +90-216/3 06 65 74 Gear Cutting Tools Rua André de Leão 155 Bloco A Mexiko/Mexico [email protected] CEP: 04672-030 LMT Boehlerit S.A. de C.V. • Hobbing Socorro-Santo Amaro Ungarn/Hungary Bilz Werkzeugfabrik GmbH & Co. KG Matias Romero No. 1359 • Gear Milling Vogelsangstraße 8 São Paulo Col. Letran Valle LMT Boehlerit KFT. D-73760 Ostfildern, Deutschland Fon +55/11 55 46 07 55 03650 Mexico D.F. Kis-Duma U.6 Tel. +49 (0) 711 3 48 01-0 Fax +55/11 55 46 04 76 Fon +52 (55) 56 05 82 77 PoBox 2036 Erdliget Pf. 32 Fax +49 (0) 711 3 48 12 56 [email protected] Fax +52 (55) 56 05 85 01 2030 Erd E-mail: [email protected] [email protected] Fon +36/23 52 19 10 Internet: www.bilz.de China Fax +36/23 52 19 14 Leitz Tooling Systems Österreich/Austria [email protected] (Nanjing) Co. -

STANDARD OPERATING PROCEDURES for COMMON
Faculty of Engineering Workshop Services STANDARD OPERATING PROCEDURES for COMMON TOOL & MACHINING EQUIPMENT [Type here] [Type here] [Type here] The information in this booklet is provided as a guide for the minimum safety training that shall be provided to personnel prior to being authorized to use of any of the following machining tools or pieces of equipment: Mill, Lathe, Planer, Drill Press, Pedestal Grinder, & Band Saw. GENERAL SAFETY TIPS • Safety glasses with side shields must be worn at all times. • Do not wear loose clothing, loose neckwear or exposed jewelry while operating machinery. • Do not work alone in a machine shop. (Implement the "buddy" system.) • Long sleeves on shirts should be rolled up above the elbows. • Pull back and secure long hair. • Do not wear thin fabric shoes, sandals, open-toed shoes, and high-heeled shoes. • A machinist's apron tied in a quick release manner should be worn. • Always keep hands and other body parts a safe distance away from moving machine parts, work pieces, and cutters. • Use hand tools for their designed purposes only. • Report defective machinery, equipment or hand tools to the Technician. McGill Workshop Safety policy: www.mcgill.ca/ehs/programs-and-services/workshop Workshop Rules: www.mcgill.ca/ehs/programs-and-services/workshop/rules [Type here] [Type here] [Type here] FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment MACHINE SHOP SAFETY Machine Shop Safety August 2014 1 FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment WORKSHOP MACHINES - LATHE • All stock must be properly secured in the lathe chuck or mounted prior to the machining process taking place.