STANDARD OPERATING PROCEDURES for COMMON
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -

Design and Development of Keyway Milling Attachmentfor Lathe Machine
International Journal of Engineering Research and Technology. ISSN 0974-3154 Volume 10, Number 1 (2017) © International Research Publication House http://www.irphouse.com Design and Development of Keyway Milling Attachmentfor Lathe Machine Indrajeet Baburao Shedbale Master Student, School of Mechanical and Building Sciences, VIT University, Vellore, Katpadi Road, Tamil Nadu, India. Amar S. Bhandare Assistant Professor, Department of Mechanical Engineering, ATS’s Sanjay Bhokare Group Of Institute, Miraj, India. Abstract axis of shaft and the vertical axis of end mill cutter are In manufacturing industry there are different types of perpendicular to each other; also the vertical axis of shaft and machining processes are required to convert raw material in to vertical axis of tool are coinciding with each other. final product. Some of machining process required separate machine to carry out machining of product. It means not only consumption of space and overall time increases but also expenses will increases. By developing the special attachment for machine will reduces consumption of time and space. Various operations like Turning, Drilling, Facing, slotting will be done on single machine. Instead of milling machine we are using the special attachment for lathe machine to machining of key way slot. In thispaperdiscussed aboutthemilling attachment for lathe machine through whichwe eliminated cost of slotting and milling. Machine operates through lathe machine. It consist of lathe machine slide, electric motor, power chuck, end mill cutter, dowel pin etc. Keywords:lathe machine, milling operations, end mill cutter, lathe machine slide, key way. Figure 1: Axis of Shaft and Axis of End mill cutter both are Introduction coincide with each other. -

IMTS 2018 Booth Previews
feature IMTS 2018 Booth Previews Affolter Technologies production North Hall, Booth 237223 machine with Affolter Technologies, in partnership with its U.S. representative, high precision Rotec Tools, will showcase their innovative gear hobbing center and efficiency,” AF110 plus at IMTS 2018. Ivo Straessle, The AF110 plus is the most advanced machine offered by president of Affolter Technologies. It convinces with its versatility, precision, Rotec Tools, power, rigidity and ease of use. The AF110 plus has eight axes, a said. “The simplicity cutter-spindle speed of up to 12,000 rpm capable to make gears of these machines is with a maximum DP17 and minimum of DP1270. Different remarkable. The user- automation systems for part loading and unloading are avail- friendly controls with able, such as universal grippers, drum loader or robot loading step-by-step and easy- as well as options such as deburring, dry cutting, centering to-follow functions will microscope and oil mist aspiration. simplify the gear-making “The loader system AF71 with two grippers ensures 24 hours process. With a relatively automatic production,” Vincent Affolter, managing director small investment, customers can keep know-how and technol- of Affolter Technologies, said. “While a gear is in the hobbing ogy in-house.” process, the other gripper already reaches out for the next part For more information: to load.” Affolter Technologies The AF110 plus can cut spur, helical, frontal, bevel, and Phone: +41 32 491-70-62 www.affelec.ch crown gears. Rotec Tools Worm Screw Power Skiving, a cutting-edge technology Phone: (845) 621-9100 developed by the Affolter engineers, is available as an option. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

Manufacuting Technology
ME 6402 -Manufacturing Technology - II IV Sem / II Year B.E. (Mechanical Engineering) Department of Mechanical Engineering R.M.K.ENGINEERINGCOLLEGE R.S.M. Nagar, Kavaraipettai – 601 206. UNIT I - THEORY OF METAL CUTTING INTRODUCTION: CUTTING TOOL: SINGLE POINT CUTTING TOOL: NOMENCLATURE SINGLE POINT TOOL: MECHANICS OF METAL CUTTING: TYPES OF CHIPS: COOLANT OR CUTTING FLUIDS OR EMULSIONS: FUNCTIONS OR USES OF COOLANTS OR CUTTING FLUIDS: TYPICAL PROPERTIES OF TOOL MATERIALS: ------------------------------X-------------------------------- UNIT-II - CENTRE LATHE AND SPECIAL PURPOSE LATHE INTRODUCTION: TYPES OF LATHE: SPEED LATHE: CENTRE LATHE OR ENGINE LATHE: BENCH LATHE: TOOL ROOM LATHE: CAPSTAN AND TURRET LATHE: SPECIAL PURPOSE LATHE: AUTOMATIC LATHE: CONSTRUCTION OF LATHE MACHINE: BED: HEAD STOCK: TAIL STOCK: CARRIAGE: THREAD CUTTING MECHANISM: ACCESSORIES AND ATTACHMENTS OF LATHE: SPECIFICATION OF LATHE: LATHE OPERATIONS: TAPERS AND TAPER TURNING: TAPER TURNING BY SWIVELLING THE COMPOUND REST: TAPER TURNING ATTACHMENT METHOD: TAPER TURNING WITH TAILSTOCK SET OVER METHOD: FORM TOOL METHOD: TAPER TURNING WITH DOUBLE HEADS: THREAD CUTTING: DRILLING ON A LATHE: CUTTING SPEED: FEED: ---------------------------X------------------------------ UNIT-III, OTHER MACHINE TOOLS DRILLING INTRODUCTION: CONSTRUCTION OF DRILLING MACHINE: TYPES OF DRILLING MACHINE: PORTABLE DRILLING MACHINE: SENSITIVE DRILLING MACHINE: UPRIGHT DRILLING MACHINE: RADIAL DRILLING MACHINE: GANG DRILLING MACHINE: MULTIPLE-SPINDLE DRILLING MACHINE: TYPES OF DRILLS: TWIST DRILL -

Key Machines & Parts
ORDER ONLINE www.SouthernLock.com KEY MACHINES & PARTS SECTION 8 Section Table of Contents C KEY MACHINES & PARTS Code Cards .................................. 407 For Key Programming Systems D see Section 1 - Automotive Deburring Brush ............................. 419 F Futura Pro ................................... 412 I ITL Key Machines ........................... 420 K Key Cutters ................ 411, 413, 419, 426 Key Machines ........................... 420–426 Key Punch .................. 402, 408, 423, 425 M Marking Devices.... 401–402, 404-412, 421-426 P Punch Machines ........... 402, 408, 423, 425 T Tubular Key Machines .......... 402, 403, 410 Vendors Bianchi ................................ 421–422 Framon ............................... 402–404 HPC .................................... 404–413 Ilco .................................... 401–402 Intralock ................................... 420 Keyline ..................................... 421 Laser Key Products ...................... 422 Medeco ............................... 420–421 Mul-T-Lock ................................ 423 Pro-Lok ............................... 423–424 Rytan .................................. 424–425 KEY MACHINES & PARTS Call, Toll Free Prices may not reflect recent price increases or manufacturer’s surcharges 1.800.282.2837 Section 8 - 400 Call, Toll Free 1.800.282.2837 KEY MACHINES & PARTS KEY MARKING DEVICES ™ ™ Engrave•It Engrave•It PRO Engrave-It is the perfect complement to This unit is capable of marking keys, typical lock cylinders (in- key -
Screw Threads and Tap-Drill Sizes
CS24-43 Screw Threads and Tap-Drill Sizes U. S. DEPARTMENT OF COMMERCE JESSE H. JONES, Secretary NATIONAL BUREAU OF STANDARDS LYMAN J. BRIGGS, Director SCREW THREADS AND TAP-DRILL SIZES COMMERCIAL STANDARD CS24-43 (Revision and consolidation of CS24”30 and CS25-30) Effective Date for New Production from February 10, 1943 A RECORDED VOLUNTARY STANDARD OF THE TRADE UNITED STATES GOVERNMENT PRINTING OFFICE WASHINGTON : 1943 For sale by the Superintendent of Documents, U. S. Government Printing Office Washington 25, D. C. - Price 15 cents U. S. Department of Commerce National Bureau of Standards PROMULGATION of COMMERCIAL STANDARD CS24-43 for SCREW THREADS AND TAP-DRILL SIZES (Revision and consolidation of CS24-30 and CS25-30) At the request of the National Screw Thread Commission, American National screw-thread tables for shop use were circulated January 23, 1930, as recommended commercial standards to producers, distri- butors, and users for a written acceptance. They were subsequently accepted in writing by the industry and published under the titles, American National Standard Screw Threads, Coarse and Fine-Thread Series, Commercial Standard CS24-30; and American National Special Screw Threads, Commercial Standard CS25-*30. On July 28, 1942, on the recommendation of the Interdepartmental Screw Thread Committee, and with the endorsement of the standing committee, a consolidation and revision of CS24-30 and CS25-30, under the title of Recommended Commercial Standard for Screw Threads and Tap-Drill Sizes, was circulated for acceptance. Those concerned have since accepted and approved the standard as shown herein for promulgation by the United States Department of Com- merce, through the National Bureau of Standards. -

Selecting the 'Perfect'
MWF | Special Section BEST PRACTICES Jerry P. Byers, CMFS Selecting the ‘perfect’ metalworking fluid In addition to fully understanding the operating conditions, be sure to question all assumptions about MWFs. Many of them are the tribological equivalent of old fairy tales. etalworking fluids (MWFs) are a key production Maid in the manufacture of metal parts, from seem- ingly simple items such as coins and wire, to complex objects such as medical devices and engines for aero- space applications. These fluids are used because it is more cost effective to run most operations with a fluid than without. The benefits include more high quality finished parts by the end of the shift with lower tool wear, reduced grinding wheel usage and less machine downtime. MWFs help maintain a constant temperature for the metal part, the tool and the machine—improving di- mensional stability of the parts produced. Temperature control is achieved through (1.) lubricants that reduce heat generation and (2.) the cooling action of the fluid that removes heat. The fluid is also used to carry metal particles (chips) away from the cutting zone to an area where they are separated and collected. The benefit for tool life is shown in Figure 1, a graph of tool wear vs. machining time for a turning operation where 390 aluminum is being machined with polycrys- talline diamond tooling under two conditions: either dry or with a semisynthetic MWF being applied. Notice that tool wear is greatly reduced and the time between Metalworking fluids are a key tool changes is dramatically extended when the fluid is applied. -

Gear Cutting Tools Rua André De Leão 155 Bloco a Mexiko/Mexico [email protected] CEP: 04672-030 LMT Boehlerit S.A
Belgien/Belgium Indien/India Türkei/Turkey SA LMT Fette NV LMT Fette India Pvt. Ltd. Böhler Sert Maden Takim Sanayi Belin Yvon S.A. Industrieweg 15 B2 29, II Main Road ve Ticaret A.S. F-01590 Lavancia, Frankreich 1850 Grimbergen Gandhinagar, Adyar Ankara Asfalti ü zeri No.22 Tel. +33 (0) 4 74 75 89 89 Fon +32-2/2 51 12 36 Chennai 600 020 Kartal 81412 Fax +33 (0) 4 74 75 89 90 Fax +32-2/2 51 74 89 Fon +91-44/24 405 136 / 137 Istanbul E-mail: [email protected] Fax +91-44/24 405 1205 P.K. 167 Internet: www.belin-y.com Brasilien/Brazil [email protected] Fon +90-216/3 06 65 70 LMT Böhlerit LTDA. Fax +90-216/3 06 65 74 Gear Cutting Tools Rua André de Leão 155 Bloco A Mexiko/Mexico [email protected] CEP: 04672-030 LMT Boehlerit S.A. de C.V. • Hobbing Socorro-Santo Amaro Ungarn/Hungary Bilz Werkzeugfabrik GmbH & Co. KG Matias Romero No. 1359 • Gear Milling Vogelsangstraße 8 São Paulo Col. Letran Valle LMT Boehlerit KFT. D-73760 Ostfildern, Deutschland Fon +55/11 55 46 07 55 03650 Mexico D.F. Kis-Duma U.6 Tel. +49 (0) 711 3 48 01-0 Fax +55/11 55 46 04 76 Fon +52 (55) 56 05 82 77 PoBox 2036 Erdliget Pf. 32 Fax +49 (0) 711 3 48 12 56 [email protected] Fax +52 (55) 56 05 85 01 2030 Erd E-mail: [email protected] [email protected] Fon +36/23 52 19 10 Internet: www.bilz.de China Fax +36/23 52 19 14 Leitz Tooling Systems Österreich/Austria [email protected] (Nanjing) Co. -
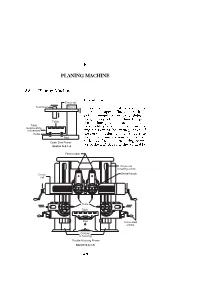
Planing Machine
PLANING MACHINE A Planing Machine tro duction Cross-rail In Tool head Column This is also a recipro cating typ e of ma chine like shap er The table with T slots for mounting workpiece slides in the guideways of the machine b ed past Table the stationary to ol head The to ol Table holding the to ol machines du reciprocating head the forward or cutting stroke of movement ring orktable during the cutting stroke Roller the w to ol remains stationary The to ol Bed the tal feed is given during return Open Side Planer horizon backward strokeof the worktable Sketch S-8.1-A or Feed screws Cross-rail elevating screw Cross- Swivel heads rail Tools Table Bed Cross-feed cranks Column or housing Double Housing Planer Sketch S-8.1-B Planing Machine Divided Table Planer In this typ e of planer the table on the bed is divided into two parts it may b e recipro cated separately or together This typ e is mostly suitable for continuous pro duction and thus reduces the machining time by saving the idle time One of the table is used for setting up large number of identical workpieces while the other one recipro cates against the stationary cutting to ol machining the workpieces Both the tables may clamp together for holding large and heavy workpiece and can also recipro cate together under the to ol A Table Drive Mechanism The table recipro cates in the guideways on the machine b ed The mechanism used to drive the table is mainly by gear drive and the reversible mechanism is adopted byany of the following ways a By having an op en and cross b elt drive -
LATHE WORK for Beginners
ATHE : Wt)ER •i > "HI t YATIBS Book_ GcpigMW_ COPYRIGHT DEPOSHi . LATHE WORK For Beginners A PRACTICAL TREATISE On Lathe Work with complete instructions for properly using the various tools, including complete directions for wood and metal Turning, Screw Cutting, Measur- ing Tools, Wood Turning, Metal Spinning, etc., and instructions for Building Home-made Lathes with their attachments, etc. BY RAYMOND FRANCIS YATES author of 'Model Making," " Shop Practice for Home Mechanics," "Soldering and Brazing," etc. Fully Illustrated with 167 Line drawings and photographs NEW YORK Ms Copyrighted 1922, by THE NORMAN W. HENLEY PUBLISHING COMPANY Printed in the U. S. A. APR 26 1922 OCI.A661481 PEEFACE The lathe is the master tool. It has taken a great part in the progress of civilization and of all the machines of production, it is the most important. In the tremendous mass of technical literature published in the United States, there is not one volume devoted wholeheartedly to the lathe from the standpoint of the beginner—the man who de- sires to learn its uses as an amateur. There are many volumes dealing with large lathes from the industrial viewpoint, but these are more or less useless to the man who knows little or nothing about lathe operation. In this volume the writer has endeavored to set forth the basic principles of lathe operation and manipulation, in a way that will interest and in- struct the layman. The book starts at the very bottom and ends at a point beyond which the average amateur does not care to go. The author desires to acknowledge his thanks to the following men who assisted in the prepara- tion of the volume. -

Schmidt Catalog
NEW WE BUILD INTO EVERY TOOL WE SELL THE KNOW TABS FIND EASY - HOW AND PRECISION TO GET YOUR JOB DONE RIGHT Quality TOOLING FOR Woodworking Tools And SHAPERS Accessories MOULDERS, Since 1926 TENONERS PLANERS, SAWS CNC ROUTERS, HAUNCHERS More Tools More Solutions More Cutters, Heads, Solid Carbide Spirals and Knives throughout this expanded edition CATALOG NO. 1200 We Give Expert Technical Assistance To Help You Get the Right Tool To Fit Every Need and Specification YOU HAVE A TEAM OF PROBLEM SOLVERS AT SCHMIDT The people you talk to are experienced pros in the custom woodworking tool industry who can put their training and knowledge to work for you. Count on any one of the Schmidt team to tackle your production and engineering problems and meet your special manufacturing needs. TECHNICAL & PERSONEL Rick Paul Joe De Cotiis Jay Oliva James Mirarchi Rick Paul Jr. President Operations Manager Stock & Custom Sales Tooling Design & Sales and Product Head Drafter Developement [email protected] [email protected] [email protected] [email protected] [email protected] When it comes to experience, we’re excel at understanding and servicing It all adds up. Top quality in a class by ourselves. your unique woodworking problem. Products. In-depth service •When you call for service you talk •We can manufacture tools for most to the seasoned experts in charge, woodworking machines to meet and experience. Technical dedicated Schmidt Sales Engineers unusual requirements. innovation. It’s what makes with over 100 years total experience. •Schmidt offers the most versatile Schmidt a leader in the •We have expert skill and under- design and manufacture of wing industry.