Presenting Cnc Ball Screw Machines
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Using a Test Indicator (2)
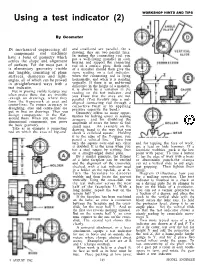
WORKSHOP HINTS AND TIPS Using a test indicator (2) By Geometer IN mechanical engineering all and small-end are parallel. On a components and machines drawing, they are two parallel lines. In testing the connecting rod, you have a basis of geometry which put a well-fitting mandrel in each settles the shape and alignment bearing and support the connecting of surfaces. For the most part it rod on a surface plate. Both ends is elementary geometry visible of a mandrel should then give the and tangible, consisting of plane same reading on a test indicator, surfaces, diameters and right- when the connecting rod is lying angles, all of which can be proved horizontally, and when it is standing in straightforward ways with a vertically. If there is an end-to-end difference in the height of a mandrel, test indicator. it is shown by a variation in the But in proving visible features you reading on the test indicator, and often prove those that are invisible you know that the axes are not -except on drawings, where they parallel. (You forcibly true a mal- form the framework as axes and aligned connecting rod through a centre-lines. To ensure accuracy in corrective twist or by applying draughting, axes and centre-lines are pressure opposite the bend.) put in first on drawings. Then you Geometry offers us many oppor- design components, in the flat, tunities for halving errors in seeking around them. When you test three- accuracy, and for doubling the F dimensional components, you prove amplitude of errors the better to find the basic geometry. -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -

Implementation of a Linux-Based Cnc Open Control System
IMPLEMENTATION OF A LINUX-BASED CNC OPEN CONTROL SYSTEM Tomislav Staroveški, Danko Brezak, Toma Udiljak, Dubravko Majetić T. Staroveski, dip.ing., University of Zagreb, FSB, I. Lucica 5, 10000 Zagreb Dr.sc. D. Brezak, University of Zagreb, FSB, I. Lucica 5, 10000 Zagreb Prof.dr.sc. T. Udiljak, University of Zagreb, FSB, I. Lucica 5, 10000 Zagreb Prof.dr.sc. D. Majetic, University of Zagreb, FSB, I. Lucica 5, 10000 Zagreb Keywords: Open Control Systems, Enhanced currently focused on the development of open Machine Control, Real-Time Linux architecture control system named as Enhanced Motion Controller [4]. After this first initiative, Abstract several other projects have started in the Europe, This paper presents a utilization of a Linux based USA and Japan, among which the most important open architecture control system (OAC) as a CNC are [5]: solution for the mini milling testbed platform. The OSACA (Open System Architecture for characteristics of the chosen OAC solution, testbed Controls within Automation System), structure, and implementation details are briefly OMAC (Open Modular Architecture depicted. Finally, main conclusions and future Controllers), research work are summarized. OSEC (Open System Environment for Controller), 1. INTRODUCTION JOP (Japanese Open Promotion Group). In the last two decades, a lot of efforts have These projects were initiated and supported by been made in the development of open control different machine tool makers, control and software systems for machine tools. They were recognized vendors, system -

Development of a Computer Numerically Controlled Router Machine with 4 Degrees of Freedom Using an Open Architecture
Development of a Computer Numerically Controlled Router Machine With 4 Degrees of Freedom Using an Open Architecture Leonardo Romero Munoz˜ Moises Garc´ıa Villanueva Mario Santana Gomez´ Facultad de Ingenier´ıa Electrica´ Facultad de Ingenier´ıa Electrica´ Facultad de Ingenier´ıa Electrica´ UMSNH UMSNH UMSNH Morelia, Mich., Mexico Morelia, Mich., Mexico Morelia, Mich., Mexico Email: [email protected] Email: moises@correo.fie.umich.mx Email: msantana@correo.fie.umich.mx TABLE I Abstract—A CNC router machine, of low cost, medium preci- ESTIMATED ANNUAL SHIPMENTS OF INDUSTRIAL ROBOTS IN SELECTED sion, using an open architecture, with four degrees of freedom, is COUNTRIES [9]. presented. It is described its hardware and software components. Also some applications to do simple tasks are presented. Country 2010 2011 2012* 2015* America 17,114 26,227 30,600 35,100 I. INTRODUCTION North America ( Canada, Mexico, USA) 16,356 24,341 28,000 31,000 Central and South America 758 1,886 2,600 4,100 Asia/Australia 69,833 88,698 98,900 116,700 Industrial robots have been used with success to do multi- China 14,978 22,577 26,000 35,000 ple tasks including: automotive industry, electrical/electronic India 776 1,547 2,000 3,500 Japan 21,903 27,894 31,000 35,000 industry, metal products and many others (see Figure 1). Republic of Korea 23,508 25,536 26,800 25,000 Taiwan 3,290 3,688 4,400 5,500 Thailand 2,450 3,453 4,100 7,000 Other Asia/Australia 2,928 20,483 4,600 5,700 Estimated worldwide annual supply of industrial robots at year-end Europe 20,483 43,826 44,100 47,200 by industries 2009 - 2011 Czech Rep. -

Vertical Milling Table P/N 1185 (Inch) P/N 1184 (Metric)
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Vertical Milling Table P/N 1185 (Inch) P/N 1184 (Metric) About the Vertical Milling Table When cutting aluminum, run the motor at top speed The vertical milling table can be used to do small milling and take light cuts. jobs on the lathe by moving the part up and down in front 4. Fly cutting is an excellent way of cutting stock from of a cutter in the headstock. This was a technique often flat surfaces. shown in older machining manuals. It can also be a handy fixture on a milling machine table for certain setups. 5. Learn to use a dial indicator. In its original Sherline version, the table was the same as 6. Shims may be required to properly align the machine. the original brass lathe crosslide table, which was 4" long. Normally, standard machine alignment will be good When Sherline changed to a 6" table on the lathe crosslide enough for most work unless it is exceptionally large the same 6" table was used on the vertical milling table. In or has to be extremely accurate. 2004, the vertical mill table was upgraded to our 8" industrial 7. A good milling vise is a must. In most cases, simple slide table, which is also an additional 1/4" thicker than the drill press vises are not accurately machined and are old 4" or 6" tables to offer additional rigidity for milling. difficult to align. They are also designed to take only The table is also pre drilled to accept a stepper motor mount, the straight down loads of drilling, not the lifting and making it easier to convert to computer control should you side forces of milling. -
Using a Myford Keats Angle Plate
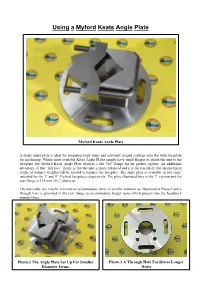
Using a Myford Keats Angle Plate Myford Keats Angle Plate A Keats angle plate is ideal for mounting large items and unevenly shaped castings onto the lathe faceplate for machining. Whilst most available Keats Angle Plates simply have small flanges to attach the unit to the faceplate, the Myford Keats Angle Plate features a full 360o flange for far greater rigidity. An additional advantage of this “full face” flange is that the unit is more balanced and it is far less likely that inconvenient stacks of balance weights will be needed to balance the faceplate. The angle plate is available in two sizes, intended for the 7” and 9” Myford faceplates respectively. The plate illustrated here is the 7” version and the rear flange is 135 mm (5¼”) diameter. The moveable jaw may be reversed to accommodate items of smaller diameter as illustrated in Photo.2 and a through hole is provided in the rear flange to accommodate longer items which project into the headstock mandrel bore. Photo.2 The Angle Plate Set Up For Smaller Photo.3 A Through Hole Facilitates Longer Diameter Items. Items Using The Myford Keats Angle Plate The most usual way to use the Keats Angle Plate is by attaching it to the faceplate of the lathe, although it is a most adaptable accessory and may also be used in a variety of other ways. Photo. 4 shows the angle plate bolted to the faceplate of a customers Myford Super 7 B where it is to be used to turn a bush from the 7 end of a 1 /8” (68.8mm) round bar. -

STANDARD OPERATING PROCEDURES for COMMON
Faculty of Engineering Workshop Services STANDARD OPERATING PROCEDURES for COMMON TOOL & MACHINING EQUIPMENT [Type here] [Type here] [Type here] The information in this booklet is provided as a guide for the minimum safety training that shall be provided to personnel prior to being authorized to use of any of the following machining tools or pieces of equipment: Mill, Lathe, Planer, Drill Press, Pedestal Grinder, & Band Saw. GENERAL SAFETY TIPS • Safety glasses with side shields must be worn at all times. • Do not wear loose clothing, loose neckwear or exposed jewelry while operating machinery. • Do not work alone in a machine shop. (Implement the "buddy" system.) • Long sleeves on shirts should be rolled up above the elbows. • Pull back and secure long hair. • Do not wear thin fabric shoes, sandals, open-toed shoes, and high-heeled shoes. • A machinist's apron tied in a quick release manner should be worn. • Always keep hands and other body parts a safe distance away from moving machine parts, work pieces, and cutters. • Use hand tools for their designed purposes only. • Report defective machinery, equipment or hand tools to the Technician. McGill Workshop Safety policy: www.mcgill.ca/ehs/programs-and-services/workshop Workshop Rules: www.mcgill.ca/ehs/programs-and-services/workshop/rules [Type here] [Type here] [Type here] FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment MACHINE SHOP SAFETY Machine Shop Safety August 2014 1 FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment WORKSHOP MACHINES - LATHE • All stock must be properly secured in the lathe chuck or mounted prior to the machining process taking place. -

A CAD/CAM Oriented Learning Management System
Low‐cost, High‐Capability, Embedded Systems for CNC Education and Research Lo Valvo E.1 1 Università degli Studi di Palermo, Dipartimento di Ingegneria Chimica, Gestionale, Informatica e Meccanica, Palermo, [email protected] Low‐cost, High‐Capability, Embedded Systems for CNC Education and Research Abstract Teaching of CNC and CAD/CAM technologies has recently taken a great importance, due to their development, to the great number of solutions available on the market, and to the frequent updates. Nevertheless, one of the most urgent need is to improve the quality of education coping with a rapidly growing number of students. Nowadays, in comparison to the past, many Open-Source technical solutions, both hardware and software, are available to realise easily and cheaply some scaled-down prototypes of numerical control machine tools: these are able to work perfectly and can be employed as a learning method. This paper shows some past experiences regarding the development of some degree thesis works. In particular, it is shown how to implement a numerical control (LinuxCNC) in two specific cheap embedded systems (Raspberry Pi and BeagleBone Black). In this way, a student has the possibility of simulating the working of a complete Numerical Control and of learning interactively its way of programming. The final result and student response have shown an excellent effectiveness of these experiences and easy to use as powerful tool in engineering education. Keywords: CNC, Open Source, Embedded systems 1 INTRODUCTION Teaching of CNC and CAD/CAM technologies has recently taken a great importance and one of the most urgent need is to improve the quality of education coping with a rapidly growing number of students. -
LATHE WORK for Beginners
ATHE : Wt)ER •i > "HI t YATIBS Book_ GcpigMW_ COPYRIGHT DEPOSHi . LATHE WORK For Beginners A PRACTICAL TREATISE On Lathe Work with complete instructions for properly using the various tools, including complete directions for wood and metal Turning, Screw Cutting, Measur- ing Tools, Wood Turning, Metal Spinning, etc., and instructions for Building Home-made Lathes with their attachments, etc. BY RAYMOND FRANCIS YATES author of 'Model Making," " Shop Practice for Home Mechanics," "Soldering and Brazing," etc. Fully Illustrated with 167 Line drawings and photographs NEW YORK Ms Copyrighted 1922, by THE NORMAN W. HENLEY PUBLISHING COMPANY Printed in the U. S. A. APR 26 1922 OCI.A661481 PEEFACE The lathe is the master tool. It has taken a great part in the progress of civilization and of all the machines of production, it is the most important. In the tremendous mass of technical literature published in the United States, there is not one volume devoted wholeheartedly to the lathe from the standpoint of the beginner—the man who de- sires to learn its uses as an amateur. There are many volumes dealing with large lathes from the industrial viewpoint, but these are more or less useless to the man who knows little or nothing about lathe operation. In this volume the writer has endeavored to set forth the basic principles of lathe operation and manipulation, in a way that will interest and in- struct the layman. The book starts at the very bottom and ends at a point beyond which the average amateur does not care to go. The author desires to acknowledge his thanks to the following men who assisted in the prepara- tion of the volume. -

Main Page 1 Main Page
Main Page 1 Main Page FLOSSMETRICS/ OpenTTT guides FLOSS (Free/Libre open source software) is one of the most important trends in IT since the advent of the PC and commodity software, but despite the potential impact on European firms, its adoption is still hampered by limited knowledge, especially among SMEs that could potentially benefit the most from it. This guide (developed in the context of the FLOSSMETRICS and OpenTTT projects) present a set of guidelines and suggestions for the adoption of open source software within SMEs, using a ladder model that will guide companies from the initial selection and adoption of FLOSS within the IT infrastructure up to the creation of suitable business models based on open source software. The guide is split into an introduction to FLOSS and a catalog of open source applications, selected to fulfill the requests that were gathered in the interviews and audit in the OpenTTT project. The application areas are infrastructural software (ranging from network and system management to security), ERP and CRM applications, groupware, document management, content management systems (CMS), VoIP, graphics/CAD/GIS systems, desktop applications, engineering and manufacturing, vertical business applications and eLearning. This is the third edition of the guide; the guide is distributed under a CC-attribution-sharealike 3.0 license. The author is Carlo Daffara ([email protected]). The complete guide in PDF format is avalaible here [1] Free/ Libre Open Source Software catalog Software: a guide for SMEs • Software Catalog Introduction • SME Guide Introduction • 1. What's Free/Libre/Open Source Software? • Security • 2. Ten myths about free/libre open source software • Data protection and recovery • 3. -
Instructions For: Metal Turning Lathe
INSTRUCTIONS FOR: METAL TURNING LATHE MODEL: SM27.V2 © Jack Sealey Limited Original Language Version SM27.V2 Issue: 2(L) - 06/03/15 INSTRUCTIONS FOR: METAL TURNING LATHE MODEL No: SM27.V2 Thank you for purchasing a Sealey product. Manufactured to a high standard, this product will, if used according to these instructions, and properly maintained, give you years of trouble free performance. IMPORTANT: PLEASE READ THESE INSTRUCTIONS CAREFULLY. NOTE THE SAFE OPERATIONAL REQUIREMENTS, WARNINGS & CAUTIONS. USE THE PRODUCT CORRECTLY AND WITH CARE FOR THE PURPOSE FOR WHICH IT IS INTENDED. FAILURE TO DO SO MAY CAUSE DAMAGE AND/OR PERSONAL INJURY AND WILL INVALIDATE THE WARRANTY. KEEP THESE INSTRUCTIONS SAFE FOR FUTURE USE. Refer to Wear eye instruction protection manual 1. SAFETY 1.1. Electrical Safety WARNING! It is the responsibility of the owner and the operator to read, understand and comply with the following: You must check all electrical products, before use, to ensure that they are safe. You must inspect power cables, plugs, sockets and any other connectors for wear or damage. You must ensure that the risk of electric shock is minimised by the installation of appropriate safety devices. A Residual Current Circuit Breaker (RCCB) should be incorporated in the main distribution board. We also recommend that a Residual Current Device (RCD) is used. It is particularly important to use an RCD with portable products that are plugged into a supply which is not protected by an RCCB. If in any doubt consult a qualified electrician. You may obtain a Residual Current Device by contacting your Sealey dealer. -

PDH Course M381
PDHonline Course M 497 (6 PDH) _______________________________________________________________________________________ Conventional Machining Technology Fundamentals Instructor: Jurandir Primo, PE 2013 PDH Online | PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.PDHonline.org www.PDHcenter.com An Approved Continuing Education Provider www.PDHcenter.com PDH Course M 497 www.PDHonline.org CONVENTIONAL MACHINING TECHNOLOGY – FUNDAMENTALS Introduction Shaping Machines Lathes Slotting Machines - Metalworking lathes - Planing, shaping and slotting calculations - Classification of lathes - Turning operations Boring Machines - Semiautomatic and automatic lathes - Types of boring machines - Accessories - Boring types - Live centers and dead centers - Boring calculations - Rests and micrometer supports - Lathe cutting tools Hobbing & Gear Shaping Machines - Lathe calculations - Common gear generation types - Graduate micrometer and measurements - Details of involute gearing - Tools and inserts - Proper meshing and contact ratio - Common holders with inserts - Gear Shaping Machines - Goose-neck holders with inserts Broaching Machines Drilling Machines - Horizontal broaching machines - Classification of drilling machines - Vertical broaching machines - Application of drilling machines - Broaching principles - Types of drills - Broaching configuration - Drill sizes and geometry - Materials of broaches - Drill point angles - Geometry of broaching teeth - Drill holding & clamping of workpieces - Broaching operations