Milling Machine Operations
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Milling & Drilling Machine Operating Manual
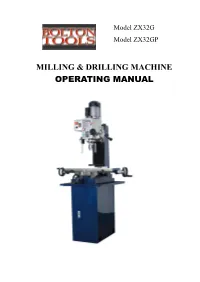
Model ZX32G Model ZX32GP MILLING & DRILLING MACHINE OPERATING MANUAL Please read this manual carefully before using your machine. 1. SPECIFICATION Model Specification Max. Drilling capacity 1 1/4" Max. Face milling capacity 2 1/2" Max. End milling capacity 13/16" Swivel angle of head-stock at perpendicular direction ±90° Swivel angle of head-stock at level direction 360° Spindle travel 3 3/8" Max. Distance between spindle nose and table 17 5/16" Distance between spindle axis and surface of column7 3/8" Spindle taper MT3 50Hz 95、180、270、500、930、1420 r/min Spindle speed (1400r/min motor) 60Hz 115、220、320、600、1120、1700 r/min T-solt Forward and backward travel of table 5 1/2" Left and right travel of table 16 1/8" Table size 27 9/16" x 7 1/16" Motor 0.75KW Net weight 232kg Milling cutter holder Ø63 Vice 90mm Special accessories end mill cutter 2-20mm drill 1-20mm machine stand Double-head wrench 19mm×22mm 1pc Allen wrench 5mm,6mm 1pc each Screw driver(-) 150mm 1pc Drill stock MT3 1pc Standard accessories Drill chuck 1-13mm 1pc Wedge Drawbar 1pc Drawbar washer 1pc 1 No. Description No. Description 1 bolt 11 Scale 2 Head handle 12 Adjustable lock screw 3 nut 13 Longitudinal table feed handle wheel 4 Combined switch 14 Micro feed handle wheel 5 Speed handle 15 Operate bar 6 Gauge bar 16 Head body 7 Plexiglass protective cover 17 Oil filler plug 8 Longitudinal table feed handle wheel 18 To raise and lower body 9 Stop block 19 Arbor bolt cover 10 Cross table feed handle wheel 20 Column 2.USES AND FEATURES 2.1This machine has several functions: milling, drilling, boring, grinding, working face and tapping etc. -

Milling Machines and Cnc Mills
MILLING MACHINES AND CNC MILLS Safety Precautions MILL SAFETY HAZARDS Milling machines and computer-numerical-controlled (CNC) mills use moving cutters and/or move stock materials to cut shapes materials such as metal, wood or plastic. Mills cut away material using rotating blades, and can throw or eject dust and chips at high speed. Flying chips present an eye injury hazard. Fine dust can be a respiratory hazard. Mills can also be very loud, presenting a threat to hearing as well as drowning out voices, phones, and alarms. Rotating machinery presents a serious hazard, as gloves, clothing, jewelry or loose hair can be caught and body parts drawn into the running machine. Mills have guards to prevent some exposure, and some are completely enclosed when running. • Keep hands, tools, and clothing at least 12 inches away from the moving mill and do not SAFETY PRECAUTIONS attempt to adjust the mill while operating. • Wear safety glasses or goggles, and hearing Safety rules include: protection if needed. Do not wear gloves near • Get trained on the operation of the specific mill operating equipment. you are going to use. • Keep the mill surfaces and shop floor clean of • Never work alone, never leave the milling cuttings and dust. Metal filings can combust machine unattended while running, and know spontaneously and require a Class D fire where the emergency stop controls are located. extinguisher. • Securely clamp the stock material in place. • Secure guards, shields, doors in place prior to Machinery must be completely disconnected from starting. power (and tested) if it is to be repaired or adjusted (see the Hazardous Energy Control page). -

Introduction to Selecting Milling Tools Iimportant Decisions for the Selection of Cutting Tools for Standard Milling Operations
Introduction to Selecting Milling Tools IImportant decisions for the selection of cutting tools for standard milling operations The variety of shapes and materials machined on modern milling machines makes it impera- tive for machine operators to understand the decision-making process for selecting suitable cutting tools for each job. This course curriculum contains 16-hours of material for instructors to get their students ready to make basic decisions about which tools are suitable for standard milling operations. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Where to Start: A Blueprint and a Plan .......................................................................................... 3 Decision 1: What type of machining is needed? ............................................................................ 7 Decision 2: What is the workpiece material? ................................................................................. 7 ISO Material -

A Fully Symmetrical High Performance Modular Milling Cutter
S S symmetry Article A Fully Symmetrical High Performance Modular Milling Cutter Mircea-Viorel Dragoi *, Dorin Mircea Rosca, Milena Flavia Folea and Gheorghe Oancea * Department of Manufacturing Engineering, Transilvania University of Brasov, B-dul Eroilor 29, 500036 Bras, ov, Romania; [email protected] (D.M.R.); [email protected] (M.F.F.) * Correspondence: [email protected] (M.-V.D.); [email protected] (G.O.) Abstract: Milling cutters belong to a widely used category of cutting tools. In this category, modular milling cutters are a narrow niche, less studied, and developed. Usually, they are symmetrical cutting tools. A milling cutting tool that can be reconfigured due to its modularity and still keeps its symmetry becomes more interesting and useful for machining. The paper presents such a new concept in a computer aided design (CAD) model of a cutting tool based on some novel features. The tool itself is designed as a modular complex. The way the torque is transmitted from the shaft to the elementary cutters is an original one, as they are joined together based on a profiled assembling. The profile is one formed of filleted circular sectors and segments. The reaming of the elementary cutters has two sections each of them assuming a task: transmitting the torque, and precisely centring, respectively. The cooling system, which is a component of the tool, provides the cutting area with coolant both on the front and side face of the cutting tool. Some nozzles placed around the cutting tool send jets or curtains of coolant towards the side surface of the cutter, instead of parallel, as some existing solutions do. -

MODEL G0602/G0602Z/G0752/G0752Z 10" X 22" BENCHTOP LATHE OWNER's MANUAL (For Models Manufactured Since 03/20)
MODEL G0602/G0602Z/G0752/G0752Z 10" X 22" BENCHTOP LATHE OWNER'S MANUAL (For models manufactured since 03/20) G0602 Shown COPYRIGHT © MARCH, 2013 BY GRIZZLY INDUSTRIAL, INC., REVISED APRIL, 2020 (CS) WARNING: NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY INDUSTRIAL, INC. #BL15556 PRINTED IN CHINA V3.04.20 This manual provides critical safety instructions on the proper setup, operation, maintenance, and service of this machine/tool. Save this document, refer to it often, and use it to instruct other operators. Failure to read, understand and follow the instructions in this manual may result in fire or serious personal injury—including amputation, electrocution, or death. The owner of this machine/tool is solely responsible for its safe use. This responsibility includes but is not limited to proper installation in a safe environment, personnel training and usage authorization, proper inspection and maintenance, manual availability and compre- hension, application of safety devices, cutting/sanding/grinding tool integrity, and the usage of personal protective equipment. The manufacturer will not be held liable for injury or property damage from negligence, improper training, machine modifications or misuse. Some dust created by power sanding, sawing, grinding, drilling, and other construction activities contains chemicals known to the State of California to cause cancer, birth defects or other reproductive harm. Some examples of these chemicals are: • Lead from lead-based paints. • Crystalline silica from bricks, cement and other masonry products. • Arsenic and chromium from chemically-treated lumber. Your risk from these exposures varies, depending on how often you do this type of work. -

Rotary Transfer Machines Hydromat® Hc Product Line
ROTARY TRANSFER MACHINES HYDROMAT® HC PRODUCT LINE Precise | Productive | Reliable The FFG Rotary Transfer Platform Flexible Multi-Machining with Hydromat® Precise, modular and efficient: The FFG group is the The ability to set up working stations horizontally as well as world’s leading manufacturer of rotary transfer machines vertically allows big machining jobs with the highest output and offers the best solutions for workpieces at the high just-in-time. The enormous flexibility of the rotary transfer volume end. machines gives our clients a major advantage in dealing with the growing challenges of today’s global markets: United under the roof of the FFG group: with the rotary 3 The most cost-effective solutions transfer machines of the tradition brands IMAS, Pfiffner and 3 Maximum precision and process reliability in mass production Witzig & Frank, you are always one cycle ahead. 3 High investment security thanks to extensive modularity 3 High reusability thanks to reconfigurable machine systems The rotary transfer machine program covers all applications for 3 High flexibility and variability (simpler retooling, reduced the serial production of complex metal parts. Rotary transfer setup times) machines are designed for the handling of bar and coil materials, 3 High machine availability or automatic part feeding. They guarantee high-precision 3 Low maintenance costs (TCO) machining of each workpiece, being carried out simultaneously 3 Turnkey solutions on each station. Every rotary transfer machine is specified, 3 Process optimisation -

Study Unit Toolholding Systems You’Ve Studied the Process of Machining and the Various Types of Machine Tools That Are Used in Manufacturing
Study Unit Toolholding Systems You’ve studied the process of machining and the various types of machine tools that are used in manufacturing. In this unit, you’ll take a closer look at the interface between the machine tools and the work piece: the toolholder and cutting tool. In today’s modern manufacturing environ ment, many sophisti- Preview Preview cated machine tools are available, including manual control and computer numerical control, or CNC, machines with spe- cial accessories to aid high-speed machining. Many of these new machine tools are very expensive and have the ability to machine quickly and precisely. However, if a careless deci- sion is made regarding a cutting tool and its toolholder, poor product quality will result no matter how sophisticated the machine. In this unit, you’ll learn some of the fundamental characteristics that most toolholders have in common, and what information is needed to select the proper toolholder. When you complete this study unit, you’ll be able to • Understand the fundamental characteristics of toolhold- ers used in various machine tools • Describe how a toolholder affects the quality of the machining operation • Interpret national standards for tool and toolholder iden- tification systems • Recognize the differences in toolholder tapers and the proper applications for each type of taper • Explain the effects of toolholder concentricity and imbalance • Access information from manufacturers about toolholder selection Remember to regularly check “My Courses” on your student homepage. Your instructor -

STANDARD OPERATING PROCEDURES for COMMON
Faculty of Engineering Workshop Services STANDARD OPERATING PROCEDURES for COMMON TOOL & MACHINING EQUIPMENT [Type here] [Type here] [Type here] The information in this booklet is provided as a guide for the minimum safety training that shall be provided to personnel prior to being authorized to use of any of the following machining tools or pieces of equipment: Mill, Lathe, Planer, Drill Press, Pedestal Grinder, & Band Saw. GENERAL SAFETY TIPS • Safety glasses with side shields must be worn at all times. • Do not wear loose clothing, loose neckwear or exposed jewelry while operating machinery. • Do not work alone in a machine shop. (Implement the "buddy" system.) • Long sleeves on shirts should be rolled up above the elbows. • Pull back and secure long hair. • Do not wear thin fabric shoes, sandals, open-toed shoes, and high-heeled shoes. • A machinist's apron tied in a quick release manner should be worn. • Always keep hands and other body parts a safe distance away from moving machine parts, work pieces, and cutters. • Use hand tools for their designed purposes only. • Report defective machinery, equipment or hand tools to the Technician. McGill Workshop Safety policy: www.mcgill.ca/ehs/programs-and-services/workshop Workshop Rules: www.mcgill.ca/ehs/programs-and-services/workshop/rules [Type here] [Type here] [Type here] FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment MACHINE SHOP SAFETY Machine Shop Safety August 2014 1 FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment WORKSHOP MACHINES - LATHE • All stock must be properly secured in the lathe chuck or mounted prior to the machining process taking place. -
Week2: Technologies and Devices Employed in CNC Machines
24/07/2018 Computer numerical control (CNC) of machine tools and processes - - Unit 3 - Week2: Technologies and devices e… X [email protected] ▼ Courses » Computer numerical control (CNC) of machine tools and processes Announcements Course Ask a Question Progress Mentor Unit 3 - Week2: Technologies and devices employed in CNC machines Course outline Assignment-2 How to access the The due date for submitting this assignment has passed. Due on 2016-09-23, 22:00 IST. portal ? Submitted assignment Week1- Computer Numerical Control Machines : Introduction and Classification 1) Advantage(s) of stepper motor over permanent magnet Direct current (PMDC) motor is / are (within specified 1 point operating limits) Week2: Technologies and devices No power is required to drive the stepper motor, whereas power is required to drive PMDC motor employed in CNC The extent of rotation of output shaft of stepper motor can be controlled precisely without feedback while it is not so machines in case of PMDC motor Lecture 07: Stepper Stepper motors can rotate in both directions but PMDC motors can only rotate in one direction motors, Permanent None of the others magnet DC motors No, the answer is incorrect. Lecture 08: Binary Score: 0 circuits and decoders Accepted Answers: The extent of rotation of output shaft of stepper motor can be controlled precisely without feedback while it Lecture 09: Tachogenerator, is not so in case of PMDC motor printed circuit motors, Encoders 2) A PMDC motor starts up from rest in response to a step voltage V applied across its terminals at time t=0.If 1 point angular velocity of motor shaft ω is related to V as (k and τ are constants) Lecture 10: Programming Practice - I Lecture 11: Programming Practice - 11 Quiz : Assignment-2 Solution to will be sinusoidal with time Assignment-2 Variation of ω ω will be equal to V/k at steady state ( t = ∞) Week 3: Computer ω will reach a constant value at t = τ aided offline programming None of the others practice, Linear and curvilinear No, the answer is incorrect. -

Machine Tool Technology (MTT)
Machine Tool Technology (MTT) MTT 230 - Computer Numerical Control I Units: 4 MACHINE TOOL TECHNOLOGY Covers computer numerical control (CNC) lathe operations, program format, and machine setup. G & M codes, control functions, the (MTT) letter address system, and math issues related to CNC are included. This course satisfies 7.5 hours of instruction toward completing the MTT 101 - Introduction to Machine Shop Units: 3 embedded human relations curriculum requirements, in accordance with Introduces safety procedures, use of bench tools, layout tools, power Embedded Curriculum Guidelines Option A. This course satisfies 8 hours saws, drill presses, precision measurement tools, rotary tables and of instruction toward completing the embedded mathematics curriculum indexing devices, lathe and mill cutting tools and tool holding, work requirements, in accordance with Embedded Curriculum Guidelines holding and machining applications as well as the various hand tools Option A. related to the machine shop. Transferability: May not transfer towards an NSHE bachelor's degree Transferability: May not transfer towards an NSHE bachelor's degree Term Offered: Fall Term Offered: All Semesters MTT 232 - Computer Numerical Control II Units: 4 MTT 105 - Machine Shop I Units: 3 Covers computer numerical control (CNC) milling operations, program Introduces basic lathe applications which will consists of identifying format, and machine setup. G & M codes, control functions, the letter lathe components and controls, understanding turning safety, calculating address system, and math issues related to CNC are included. Students speeds and feeds, using various tools and tool holders, identifying will program, set-up and produce a variety of CNC milling projects. basic tool geometry, and the use of common lathe tooling. -

Gear Hobbing Indexing Gear Calculation Manual 2018
Gear Hobbing Indexing Gear Calculation Manual 2018 If you are searching for a ebook Gear hobbing indexing gear calculation manual 2018 in pdf form, then you have come on to correct website. We presented full version of this ebook in PDF, DjVu, ePub, doc, txt formats. You may reading Gear hobbing indexing gear calculation manual 2018 online either downloading. Besides, on our site you may reading the instructions and diverse artistic eBooks online, either downloading them as well. We like draw on your note that our website not store the book itself, but we grant reference to site whereat you may download either reading online. So if have must to load Gear hobbing indexing gear calculation manual 2018 pdf, in that case you come on to loyal site. We own Gear hobbing indexing gear calculation manual 2018 ePub, txt, PDF, doc, DjVu formats. We will be happy if you will be back to us anew. home | gleason - Plastic Gears - Gleason K2 Plastics; Bevel Gear Solutions. Cutting; Genesis 210H Hobbing Machine; P90G Gear CNC Gear Grinding and Gleason Unveils New Gear gear hobbing machine design - practical machinist - Gear hobbing machine design He alluded to a gear hobbing machine 'with some modification' if I understood the He explained to me that the index manek - gear hobbing machine model: ghb-750 - - Jan 04, 2018 Universal Gear Hobbing Machines Fresadora de Engranajes / Fresa Madre Generadora de Engranajes universal gear gear train calculation for gear cutting? | yahoo - Oct 22, 2018 i want to cut a gear on manual gear hobbing machine. gear no. of teeth = 28, Module = 2.5, Helix angle = 20, Please tell me calculation method for gear train. -
LATHE WORK for Beginners
ATHE : Wt)ER •i > "HI t YATIBS Book_ GcpigMW_ COPYRIGHT DEPOSHi . LATHE WORK For Beginners A PRACTICAL TREATISE On Lathe Work with complete instructions for properly using the various tools, including complete directions for wood and metal Turning, Screw Cutting, Measur- ing Tools, Wood Turning, Metal Spinning, etc., and instructions for Building Home-made Lathes with their attachments, etc. BY RAYMOND FRANCIS YATES author of 'Model Making," " Shop Practice for Home Mechanics," "Soldering and Brazing," etc. Fully Illustrated with 167 Line drawings and photographs NEW YORK Ms Copyrighted 1922, by THE NORMAN W. HENLEY PUBLISHING COMPANY Printed in the U. S. A. APR 26 1922 OCI.A661481 PEEFACE The lathe is the master tool. It has taken a great part in the progress of civilization and of all the machines of production, it is the most important. In the tremendous mass of technical literature published in the United States, there is not one volume devoted wholeheartedly to the lathe from the standpoint of the beginner—the man who de- sires to learn its uses as an amateur. There are many volumes dealing with large lathes from the industrial viewpoint, but these are more or less useless to the man who knows little or nothing about lathe operation. In this volume the writer has endeavored to set forth the basic principles of lathe operation and manipulation, in a way that will interest and in- struct the layman. The book starts at the very bottom and ends at a point beyond which the average amateur does not care to go. The author desires to acknowledge his thanks to the following men who assisted in the prepara- tion of the volume.