Study Unit Toolholding Systems You’Ve Studied the Process of Machining and the Various Types of Machine Tools That Are Used in Manufacturing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
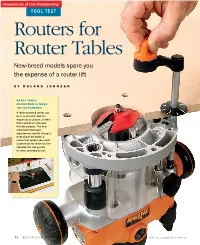
Routers for Router Tables New-Breed Models Spare You the Expense of a Router Lift
Compliments of Fine Woodworking TOOL TEST Routers for Router Tables New-breed models spare you the expense of a router lift BY ROLAND JOHNSON ABOVE-TABLE ADJUSTMENTS MAKE THE DIFFERENCE A table-mounted router can be very versatile. But it’s important to choose a router that’s designed expressly for that purpose. The best allow both bit-height adjustments and bit changes from above the table. A router that makes you reach underneath for these routine adjustments will quickly become annoying to use. 54 FINE WOODWO R K in G Photo, this page (right): Michael Pekovich outers are among the most versatile tools in the shop—the go-to gear Height adjustment Rwhen you want molded edges on lumber, dadoes in sheet stock, mortises for Crank it up. All the tools for adjusting loose tenons, or multiple curved pieces bit height worked well. Graduated that match a template. dials on the Porter-Cable Routers are no longer just handheld and the Triton are not tools. More and more woodworkers keep very useful. one mounted in a table. That gives more precise control over a variety of work, us- ing bits that otherwise would be too big to use safely. A table allows the use of feather- boards, hold-downs, a miter gauge, and other aids that won’t work with a hand- held router. With a table-mounted router, you can create moldings on large or small stock, make raised panels using large bits, cut sliding dovetails, and much more. Until recently, the best way to marry router and table was with a router lift, an expensive device that holds the router and allows you to change bits and adjust cut- ting height from above the table. -
Matchfit 360 System Workbench Plans Project Overview
MATCHFIT 360 SYSTEM WORKBENCH PLANS PROJECT OVERVIEW The MATCHFIT 360 System Workbench is an all-in-one multifunctional workbench. Using MATCHFIT Dovetail Clamps and Dovetail Hardware, it allows you to go beyond the edge and clamp anywhere on the surface for hassle-free assembly. TOOLS & MATERIALS - Table Saw - 3/4” MDF, 32”x72” - Router table - 16’ 1-1/2” thick hard maple - 5” wide - MATCHFIT Dovetail Router bit, or comparable - Adjustable Locking Router Guide - free plans HERE 14º, 1/2” diameter dovetail router bit - Vertical Edge Routing Guide - free plans HERE - 1/4” diameter straight router bit - 3/4” diameter forstner bit - 1” diameter forstner bit - 1-1/2” 10-32 panhead screws and washers - 1/2” diameter forstner bit - MATCHFIT Dovetail Hardware - 45 degree chamfer router bit - 3/4” good quality plywood, 32”x72” FREE DOWNLOADABLE JIG PLANS Scan this QR code for access to our library of free jig plans and for more information about the MATCHFIT 360 System. microjig.com/matchfitplans INSTRUCTIONS STEP 1 - CUT THE STOCK TO SIZE To create the top and vertical side of the 360 workbench, cut a sheet of 3/4” plywood to 45-1/2” x 29-1/2”, and another at 29-1/2” x 18-1/2” on the table saw. Next, cut a sheet of 3/4” MDF to 45-1/4” x 29-1/4”, and another at 29-1/4” x 17-1/4”. INSTRUCTIONS STEP 2 - LAMINATE PLYWOOD AND MDF TOGETHER Glue MDF and plywood together leaving 1/8” reveal on all sides. This is to ensure that you have a flat edge to run along the fence when cutting laminated pieces to final size on the table saw. -

Machining Accuracy of Machine Tools
Technical Information Machining Accuracy of Machine Tools Productivity and accuracy of machine tools are important competition aspects. Rapidly changing operating conditions for machine tools, however, make it diffi cult to increase productivity and accuracy. In the manufacture of parts, increasingly small batch sizes have to be produced economically, and yet accurately. In the aerospace industry, maximum cutting capacity is needed for the roughing processes, whereas the subsequent fi nishing processes must be executed with maximum precision. For milling high-quality molds, high material removal rates are required during roughing and excellent surface quality must be obtained after fi nishing. At the same time, maximum contouring feed rates are necessary to realize the required minimum distances between the paths within acceptable machining times. Thermal accuracy of machine tools is becoming increasingly important considering the strongly varying operating conditions in manufacturing. Especially with small production batches that require constantly changing machining tasks, a thermally stable condition cannot be reached. At the same time, the accuracy of the fi rst workpiece is becoming very important for the profi tability of production orders. Constant changes between drilling, roughing and fi nishing operations contribute to the fl uctuations in the thermal condition of a machine tool. During the roughing operations, the milling rates increase to values above 80 %, whereas values below 10 % are reached during fi nishing operations. The increasingly high accelerations and feed rates cause heating of the recirculating ball screw in linear feed drives. Position measurement in the feed drives therefore plays a central role in stabilizing the thermal behavior of machine tools. -

Numerical Control (NC) Fundamentals
Lab Sheet for CNC Laboratory Department of Production Engineering and Metallurgy Prepared by: Dr. Laith Abdullah Mohammed Production Engineering – CNC Lab Lab Sheet Numerical Control (NC) Fundamentals What is Numerical Control (NC)? Form of programmable automation in which the processing equipment (e.g., machine tool) is controlled by coded instructions using numbers, letter and symbols - Numbers form a set of instructions (or NC program) designed for a particular part. - Allows new programs on same machined for different parts. - Most important function of an NC system is positioning (tool and/or work piece). When is it appropriate to use NC? 1. Parts from similar raw material, in variety of sizes, and/or complex geometries. 2. Low-to-medium part quantity production. 3. Similar processing operations & sequences among work pieces. 4. Frequent changeover of machine for different part numbers. 5. Meet tight tolerance requirements (compared to similar conventional machine tools). Advantages of NC over conventional systems: Flexibility with accuracy, repeatability, reduced scrap, high production rates, good quality. Reduced tooling costs. Easy machine adjustments. More operations per setup, less lead time, accommodate design change, reduced inventory. Rapid programming and program recall, less paperwork. Faster prototype production. Less-skilled operator, multi-work possible. Limitations of NC: · Relatively high initial cost of equipment. · Need for part programming. · Special maintenance requirements. · More costly breakdowns. Advantages -

Enrolled Joint Resolution
2009 Assembly Joint Resolution 67 ENROLLED JOINT RESOLUTION Relating to: commending MAG Giddings and Lewis on its sesquicentennial. Whereas, the company now known as MAG Giddings & Lewis was founded in 1859 in Fond du Lac, Wisconsin, as a small machine shop that produced parts and provided repairs for Wisconsin's sawmills and gristmills; and Whereas, over time, the business expanded its shop to include a gray iron foundry, the first in Wisconsin, and became the Novelty Iron Works, with a continued emphasis on sawmill machinery; and Whereas, in the 1870s and 1880s, the Novelty Iron Works continued its expansion into manufacturing industrial steam engines for clients across the United States; and Whereas, in the 1870s and 1880s, changes in ownership brought the Novelty Iron Works under a partnership of Colonel C. H. DeGroat, George Giddings, and O. F. Lewis, leading to a new name, DeGroat, Giddings & Lewis; and Whereas, in 1895, DeGroat sold his interest in the partnership to Giddings and Lewis, and the company was incorporated as the Giddings & Lewis Manufacturing Company, commonly known as Giddings & Lewis; and Whereas, as Wisconsin's lumber industry began to decline in the late 1890s and early 1900s, Giddings & Lewis began to concentrate on manufacturing machine tools, including lathes, gear cutting equipment, shapers, planers, drills, grinders, and even shell lathes for the British Ministry of Munitions during World War I; and Whereas, Giddings & Lewis entered into a sweeping modernization program during the 1920s and 1930s, went public -

A Paper on Two Spindle Drilling Head
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395 -0056 Volume: 04 Issue: 04 | Apr -2017 www.irjet.net p-ISSN: 2395-0072 A Paper on Two Spindle Drilling Head Dnyaneshwar B Bharad1, Rahul D Gawande2, Pratik D Ghangale3, Rahul K Gunjal4, Prof.A.S.Autade5,Prof.P.P.Darade6 1BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 2BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 3BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 4BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 5,6Asst. Prof. Mechanical, SND COE & RC, Yeola, Maharashtra, India ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - Generally, the growth of Indian manufacturing In this system, motions are obtained either by raising the sector is largely depends on productivity & quality. work table or it can be done by lowering the drills head. The Productivity depends upon various factors, one of the major centre distance between the drill spindles are adjusted in factors is efficiency with which the operation activities are such a way that spindle are connected to the main spindle carried out in the industry. Productivity can be highly by universal joints. In mass production work drill jigs are improved by reducing the machining time and combining generally used for guiding the drills in the work piece. It is the operations etc. As the name indicates twin spindle necessary to achieve the accurate results. Drilling depth can drilling machines have two spindles driven by a single power not be estimated properly. Different size of hole can not be head, and these two spindles holding the drill bits are fed drilled without changing the drill bit. -

Accessories for Sherline
© 2012, LatheCity Endmill Holder www.LatheCity.com Accessories for Sherline Sherline Accessories Safety & Manual & Catalog LatheCity 1 © 2012, LatheCity Endmill Holder www.LatheCity.com 2 © 2012, LatheCity Endmill Holder www.LatheCity.com Various benchtop screw-on mill tool holders. Fast tool change system for benchtop milling machines. For current prices see our website. Product description and specifications: means of the set screw at the flat of the Aluminum screw-on-type holders for various endmill. Make sure that the set screw is tight. mill cutting and boring tools. The holders screw- Otherwise, the eventually heavy vibrations of on the spindle of a milling machine/lathe. The the mill may loosen the set screw and the tool holders fit endmills, center drills, deburrs, endmill. Jacobs drill chucks, etc. Add a fast tool change system to your benchtop milling machine. Available sizes A holder fits on a 3/4-16 spindle of a benchtop mill. Screw-on holders for cutting Endmills. Tool holders for 3/8 and 1/4 in. tools of 1 mm to 1/2 in. O.D. shank size are O.D. double- or single-ended endmills will fit. In available (English or Metric sizes). The detailed stock. P/N list is given below. Center drills. Tool holders for #1, #2, and #3 Adapters are tested on Sherline’s tabletop center drills are available. #1 and #2 adapters systems only and are restricted to a maximum are longer than endmill holders and have revolution per minute (rpm) of 2800 for light narrower noses. In stock. metal work on a benchtop/tabeltop system. -
What Is a CNC Machine? CNC : Computerised Numerical Control
What is a CNC Machine? CNC : Computerised Numerical Control (Computer + Numerical Control) • Numerical control is a programmable automation in which process is controlled by Numbers, Letters, and symbols. • CNC Machining is a process used in the manufacturing sector that involves the use of computers to control machine tools like lathes, mills and grinders. 1 Why is CNC Machining necessary? • To manufacture complex curved geometries in 2D or 3D was extremely expensive by mechanical means (which usually would require complex jigs to control the cutter motions) • Machining components with high Repeatability and Precision • Unmanned machining operations • To improve production planning and to increase productivity • To survive in global market CNC machines are must to achieve close tolerances. 2 Ball screw / ball bearing screw / recirculating ballscrew Mechanism • It consists of a screw spindle, a nut, balls and integrated ball return mechanism a shown in Figure . • The flanged nut is attached to the moving part of CNC machine tool. As the screw rotates, the nut translates the moving part along the guide ways. Ballscrew configuration • However, since the groove in the ball screw is helical, its steel balls roll along the helical groove, and, then, they may go out of the ball nut unless they are arrested at a certain spot. 3 • Thus, it is necessary to change their path after they have reached a certain spot by guiding them, one after another, back to their “starting point” (formation of a recirculation path). The recirculation parts play that role. • When the screw shaft is rotating, as shown in Figure, a steel ball at point (A) travels 3 turns of screw groove, rolling along the grooves of the screw shaft and the ball nut, and eventually reaches point (B). -

Introduction to Selecting Milling Tools Iimportant Decisions for the Selection of Cutting Tools for Standard Milling Operations
Introduction to Selecting Milling Tools IImportant decisions for the selection of cutting tools for standard milling operations The variety of shapes and materials machined on modern milling machines makes it impera- tive for machine operators to understand the decision-making process for selecting suitable cutting tools for each job. This course curriculum contains 16-hours of material for instructors to get their students ready to make basic decisions about which tools are suitable for standard milling operations. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Where to Start: A Blueprint and a Plan .......................................................................................... 3 Decision 1: What type of machining is needed? ............................................................................ 7 Decision 2: What is the workpiece material? ................................................................................. 7 ISO Material -

Appendix D – Machining Guidelines
Appendix D – Machining Guidelines A. Holding and Chucking When holding any composite billet or part it is important to remember that, unlike metallic materials, polymers will deform/distort under excessive holding pressures. This is very important when machining parts/billets with a thin cross-section (0.250 in / 6.35 mm or under) and for finish machining. Parts/billets that are held too tightly may spring back after release from the holding mechanism and result in parts that are not concentric and/or undesirable dimensions. 1. Standard Jaw Chucking Four or six jaw chucks are acceptable for thick cross-section parts and billets. Ensure medium chucking jaw pressure to prevent material distortion. 2. Pie Jaw Chucking Pie jaw chucking, contacting as close to 90% of the OD as possible, is a superior holding method over standard jaw chucking. This works well for any operation and is preferred over standard chucking for finish machine operations. 3. Adhesive Bonding / Gluing As an alternate to standard chucking directly to the composite, a billet can be glued to a fixture of alternate material prior to machining operations. If this method is used, it is recommended that guidelines from the adhesive manufacturer be followed to ensure sufficient quantity and coverage. Both Loctite® 4090 and 3MTM Scotch-WeldTM Acrylic Adhesive 8405NS have been successfully used. 4. Holding Fixtures Use holding fixtures to grip composite components during finish machining operations. Holding fixtures shall contact 100%of either the OD or ID and should be a snug fit (in/out by hand). PTFE is the best material of construction for fixtures with PVC being a close (slightly more rigid) second choice. -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -
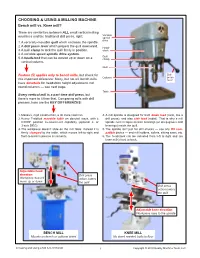
Choosing & Using a Milling Machine
CHOOSING & USING A MILLING MACHINE Bench mill vs. Knee mill? There are similarities between ALL small vertical milling Variable machines and the traditional drill press, right: speed drive 1. A vertically-movable quill which encloses the spindle. 2. A drill press lever which propels the quill downward. Head- 3. A quill clamp to lock the quill firmly in position. stock 4. A variable-speed spindle drive system. Quill 5. A headstock that can be moved up or down on a clamp vertical column. Quill Feature (5) applies only to bench mills, but check for Drill Column press this important difference: Many, but not all, bench mills lever have dovetails for headstock height adjustment, not round columns — see next page. Table Every vertical mill is a part-time drill press, but there’s more to it than that. Comparing mills with drill presses, here are the KEY DIFFERENCES: 1. Massive, rigid construction, a lot more cast iron. 4. A mill spindle is designed for both down load (axial, like a 2. Heavy T-slotted movable table on dovetail ways, with ± drill press), and also side load (radial). That is why a mill 0.0005″ position measurement capability (optional 2- or spindle runs in tapered roller bearings (or deep-groove ball 3-axis DRO). bearings) inside the quill. 3. The workpiece doesn’t slide on the mill table: instead it is 5. The spindle isn’t just for drill chucks — use any R8 com- firmly clamped to the table, which moves left-to-right and patible device — end mill holders, collets, slitting saws, etc.