Choosing & Using a Milling Machine
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
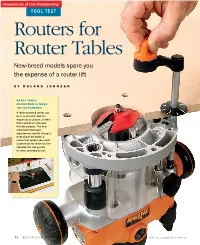
Routers for Router Tables New-Breed Models Spare You the Expense of a Router Lift
Compliments of Fine Woodworking TOOL TEST Routers for Router Tables New-breed models spare you the expense of a router lift BY ROLAND JOHNSON ABOVE-TABLE ADJUSTMENTS MAKE THE DIFFERENCE A table-mounted router can be very versatile. But it’s important to choose a router that’s designed expressly for that purpose. The best allow both bit-height adjustments and bit changes from above the table. A router that makes you reach underneath for these routine adjustments will quickly become annoying to use. 54 FINE WOODWO R K in G Photo, this page (right): Michael Pekovich outers are among the most versatile tools in the shop—the go-to gear Height adjustment Rwhen you want molded edges on lumber, dadoes in sheet stock, mortises for Crank it up. All the tools for adjusting loose tenons, or multiple curved pieces bit height worked well. Graduated that match a template. dials on the Porter-Cable Routers are no longer just handheld and the Triton are not tools. More and more woodworkers keep very useful. one mounted in a table. That gives more precise control over a variety of work, us- ing bits that otherwise would be too big to use safely. A table allows the use of feather- boards, hold-downs, a miter gauge, and other aids that won’t work with a hand- held router. With a table-mounted router, you can create moldings on large or small stock, make raised panels using large bits, cut sliding dovetails, and much more. Until recently, the best way to marry router and table was with a router lift, an expensive device that holds the router and allows you to change bits and adjust cut- ting height from above the table. -

A Paper on Two Spindle Drilling Head
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395 -0056 Volume: 04 Issue: 04 | Apr -2017 www.irjet.net p-ISSN: 2395-0072 A Paper on Two Spindle Drilling Head Dnyaneshwar B Bharad1, Rahul D Gawande2, Pratik D Ghangale3, Rahul K Gunjal4, Prof.A.S.Autade5,Prof.P.P.Darade6 1BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 2BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 3BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 4BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 5,6Asst. Prof. Mechanical, SND COE & RC, Yeola, Maharashtra, India ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - Generally, the growth of Indian manufacturing In this system, motions are obtained either by raising the sector is largely depends on productivity & quality. work table or it can be done by lowering the drills head. The Productivity depends upon various factors, one of the major centre distance between the drill spindles are adjusted in factors is efficiency with which the operation activities are such a way that spindle are connected to the main spindle carried out in the industry. Productivity can be highly by universal joints. In mass production work drill jigs are improved by reducing the machining time and combining generally used for guiding the drills in the work piece. It is the operations etc. As the name indicates twin spindle necessary to achieve the accurate results. Drilling depth can drilling machines have two spindles driven by a single power not be estimated properly. Different size of hole can not be head, and these two spindles holding the drill bits are fed drilled without changing the drill bit. -

Developments in Permanent Stainless Steel Cathodes Within the Copper Industry
DEVELOPMENTS IN PERMANENT STAINLESS STEEL CATHODES WITHIN THE COPPER INDUSTRY K.L. Eastwood and G.W. Whebell Xstrata Technology Hunter Street Townsville, Australia 4811 [email protected] ABSTRACT The ISA PROCESS™ cathode plate is characterised by its copper coated suspension bar, coupled with a blade employing austenitic stainless steel alloy 316L. The blade material has become the mainstay of the technology and has been closely copied by competing cathode designs. Improvement to the cathode plate design remains a key area for research, and ongoing developments by Xstrata Technology’s ISA PROCESS™ have recently been commercialised. Two such developments are the ISA Cathode BR™ and ISA 2000 AB Cathode. The ISA BR cathode is a lower resistance cathode that has proven to enhance operating efficiencies. The AB cathode was designed to improve stripping inefficiencies in the ISA 2000 technology. These developments have now had time to mature and their long term performance will be discussed. Rising material costs and the desire to extend the operating boundaries of the standard 316L cathode plate has triggered a number of significant advances. These involve the use of different stainless steels as alternatives in some operational situations. The technical aspects and results of commercial trials on this development will also be discussed in this paper. INTRODUCTION The introduction of permanent stainless steel cathode technology was pioneered in the copper industry by IJ Perry and colleagues in 1978, with the introduction of the ISA PROCESSTM in the Townsville Copper Refinery, Perry [1]. While a number of parallel processes have emerged since its introduction, ISA Process Technology (IPT) has continued to be the mainstay electrolytic copper process with consistent improvements and superior operational performance. -
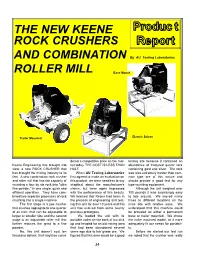
THE NEW KEENE ROCK CRUSHERS ROLLER MILL Produc T Report
THE NEW KEENE Produc t ROCK CRUSHERS Report AND COMBINATION By AU Testing Laboratories ROLLER MILL Base Mount Trailer Mounted Electric Driven dered a competitive price on the mar- testing site because it contained an Keene Engineering has brought into ket today. THE COST IS LESS THAN abundance of fractured quartz rock view, a new ROCK CRUSHER that HALF. containing gold and silver. The rock has brought the mining industry to its When AU Testing Laboratories was also extremely harder than com- feet. A new combination rock crusher first agreed to make an evaluation on mon type ore of this nature and and roller mill that has the capacity of this product, we were needless to say should provide a good test for any crushing a four by six rock into "ultra skeptical about the manufacturer's type crushing equipment. fine powder," in one single, quick and claims, but were again impressed Although the unit weighed over efficient operation. They have com- with the performance of this beauty. 700 pounds it was surprisingly easy bined two separate processes of rock We learned that Keene had been in to tote around. We moved many crushing into a single machine. the process of engineering and test- times to different locations on the The first stage is a jaw crusher ing this unit for over 10 years and this mine site with relative ease. We that crushes aggregate to one quarter unit has evolved from some twenty understood that this machine could of an inch, that can be adjustable to previous prototypes. be provided on either a permanent larger or smaller size and the second We loaded the unit with its base or trailer mounted. -

Study Unit Toolholding Systems You’Ve Studied the Process of Machining and the Various Types of Machine Tools That Are Used in Manufacturing
Study Unit Toolholding Systems You’ve studied the process of machining and the various types of machine tools that are used in manufacturing. In this unit, you’ll take a closer look at the interface between the machine tools and the work piece: the toolholder and cutting tool. In today’s modern manufacturing environ ment, many sophisti- Preview Preview cated machine tools are available, including manual control and computer numerical control, or CNC, machines with spe- cial accessories to aid high-speed machining. Many of these new machine tools are very expensive and have the ability to machine quickly and precisely. However, if a careless deci- sion is made regarding a cutting tool and its toolholder, poor product quality will result no matter how sophisticated the machine. In this unit, you’ll learn some of the fundamental characteristics that most toolholders have in common, and what information is needed to select the proper toolholder. When you complete this study unit, you’ll be able to • Understand the fundamental characteristics of toolhold- ers used in various machine tools • Describe how a toolholder affects the quality of the machining operation • Interpret national standards for tool and toolholder iden- tification systems • Recognize the differences in toolholder tapers and the proper applications for each type of taper • Explain the effects of toolholder concentricity and imbalance • Access information from manufacturers about toolholder selection Remember to regularly check “My Courses” on your student homepage. Your instructor -

Milling Studies in an Impact Crusher I: Kinetics Modelling Based on Population Balance Modelling
minerals Article Milling Studies in an Impact Crusher I: Kinetics Modelling Based on Population Balance Modelling Ngonidzashe Chimwani 1,* and Murray M. Bwalya 2 1 Institute of the Development of Energy for African Sustainability (IDEAS), Florida Campus, University of South Africa (UNISA), Private Bag X6, Johannesburg 1710, South Africa 2 School of Chemical and Metallurgical Engineering, University of the Witwatersrand, Johannesburg 2050, South Africa; [email protected] * Correspondence: [email protected]; Tel.: +27-731838174 Abstract: A number of experiments were conducted on a laboratory batch impact crusher to investi- gate the effects of particle size and impeller speed on grinding rate and product size distribution. The experiments involved feeding a fixed mass of particles through a funnel into the crusher up to four times, and monitoring the grinding achieved with each pass. The duration of each pass was approximately 20 s; thus, this amounted to a total time of 1 min and 20 s of grinding for four passes. The population balance model (PBM) was then used to describe the breakage process, and its effectiveness as a tool for describing the breakage process in the vertical impact crusher is assessed. It was observed that low impeller speeds require longer crushing time to break the particles significantly whilst for higher speeds, longer crushing time is not desirable as grinding rate sharply decreases as the crushing time increases, hence the process becomes inefficient. Results also showed that larger particle sizes require shorter breakage time whilst smaller feed particles require longer breakage time. Keywords: impact crusher; comminution; milling parameters; population balance mode Citation: Chimwani, N.; Bwalya, M.M. -

TD10093 CNC Drag Knife 03
File name: TD10093_CNC_Drag_Knife_0312A Rev: 0312A Date: 3/28/2012 Product Identification: CNC Drag Knife The CNC Drag Knife uses a carbide knife to cut through thin materials like adhesive-backed sign vinyl, cardboard, paper, plastic, and metal sheet. The knife swivels and rotates freely on two ball bearings, cutting as the CNC mill drags it around the design profile. It fits any ¼ inch toolholder or collet. The CNC Drag Knife comes fully assembled with one 45 degree blade. The 45 degree blade CNC Drag Knife is ideal for cutting sign vinyl. A 60 degree blade is also available and is recommended for other materials. Both the 45 degree and 60 degree blades may be ordered as replacement parts using the part numbers below: Product Name Tormach Part Number CNC Drag Knife 32440 60 Degree Replacement Blade 32441 45 Degree Replacement Blade 32442 The CNC Drag Knife is composed of a 0.250 inch diameter brass housing that holds the following components: carbide knife blade with internal (floating head) ball bearing, external ball bearing, steel spacer, spring, set screw. A hex wrench is included with the CNC Drag Knife kit and used to set spring preload to adjust knife pressure and cut depth. Page: 1 of 8 – TD10093_CNC_Drag_Knife_0312A 204 Moravian Valley Rd, Suite N, Waunakee, WI 53597 – phone 608.849.8381 – fax 209.885.4534 www.tormach.com – © 2012 Tormach LLC® – Specifications are subject to change without notice CAUTION: Before using the CNC Drag Knife, verify the CNC mills spindle is turned off and/or the spindle speed is set to 0 RPM. -
Avoiding Slopping in Top-Blown BOS Vessels
ISSN: 1402-1757 ISBN 978-91-7439-XXX-X Se i listan och fyll i siffror där kryssen är LICENTIATE T H E SI S Department of Chemical Engineering and Geosciences Division of Extractive Metallurgy Mats Brämming Avoiding Slopping in Top-Blown BOS Vessels BOS Top-Blown Slopping in Mats Brämming Avoiding ISSN: 1402-1757 ISBN 978-91-7439-173-2 Avoiding Slopping Luleå University of Technology 2010 in Top-Blown BOS Vessels Mats Brämming Avoiding Slopping in Top-blown BOS Vessels Mats Brämming Licentiate Thesis Luleå University of Technology Department of Chemical Engineering and Geosciences Division of Extractive Metallurgy SE-971 87 Luleå Sweden 2010 Printed by Universitetstryckeriet, Luleå 2010 ISSN: 1402-1757 ISBN 978-91-7439-173-2 Luleå 2010 www.ltu.se To my fellow researchers: “Half a league half a league, Half a league onward, All in the valley of Death Rode the six hundred: 'Forward, the Light Brigade! Charge for the guns' he said: Into the valley of Death Rode the six hundred. 'Forward, the Light Brigade!' Was there a man dismay'd ? Not tho' the soldier knew Some one had blunder'd: Theirs not to make reply, Theirs not to reason why, Theirs but to do & die, Into the valley of Death Rode the six hundred.” opening verses of the poem “The Charge Of The Light Brigade” by Alfred, Lord Tennyson PREFACE Slopping* is the technical term used in steelmaking to describe the event when the slag foam cannot be contained within the process vessel, but is forced out through its opening. This phenomenon is especially frequent in a top-blown Basic Oxygen Steelmaking (BOS) vessel, i.e. -

Woodworking Glossary, a Comprehensive List of Woodworking Terms and Their Definitions That Will Help You Understand More About Woodworking
Welcome to the Woodworking Glossary, a comprehensive list of woodworking terms and their definitions that will help you understand more about woodworking. Each word has a complete definition, and several have links to other pages that further explain the term. Enjoy. Woodworking Glossary A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | #'s | A | A-Frame This is a common and strong building and construction shape where you place two side pieces in the orientation of the legs of a letter "A" shape, and then cross brace the middle. This is useful on project ends, and bases where strength is needed. Abrasive Abrasive is a term use to describe sandpaper typically. This is a material that grinds or abrades material, most commonly wood, to change the surface texture. Using Abrasive papers means using sandpaper in most cases, and you can use it on wood, or on a finish in between coats or for leveling. Absolute Humidity The absolute humidity of the air is a measurement of the amount of water that is in the air. This is without regard to the temperature, and is a measure of how much water vapor is being held in the surrounding air. Acetone Acetone is a solvent that you can use to clean parts, or remove grease. Acetone is useful for removing and cutting grease on a wooden bench top that has become contaminated with oil. Across the Grain When looking at the grain of a piece of wood, if you were to scratch the piece perpendicular to the direction of the grain, this would be an across the grain scratch. -

Design and Analysis of Machine Tool Spindle for Special Purpose Machines (SPM) and Standardizing the Design Using Autodesk Inventor (I-Logic)
International Journal for Ignited Minds (IJIMIINDS) Design and Analysis of Machine Tool Spindle for Special Purpose Machines (SPM) and Standardizing the Design Using Autodesk Inventor (I-Logic) Harish Ra, Chandan Rb, Prahalad Wc & Shivappa H Ad aPG Student, Dept. Mechanical Engineering , Dr AIT, Bangalore, India. bAsst Prof, Dept. Mechanical Engineering , Dr AIT, Bangalore, India. cdeputy General Manager, Bosch Ltd, Bangalore, India. dAsst Prof, Dept. Mechanical Engineering , Dr AIT, Bangalore, India. ABSTRACT The work focuses on designing a machine tool spindle for SPM to carry out Face-milling operation on the given work-piece. The machine tool spindle is one of the major mechanical components in any machining center. The main structural properties of the spindle generally depend on the dimensions of the shaft, motor, tool holder, bearings and the design configuration of the overall spindle assembly. The bearing arrangements are defined by the type of operation, the cutting forces acting and the life of bearings. The forces which are affecting the machine tool spindle during machining are Tangential force (Fz), Axial force (Fx), radial force (Fy) will be estimated. Based on maximum cutting force incurred the analysis will be carried out. Design calculations are performed for bearing and spindle shaft using Analytical approach for determination of bearing life and the rigidity of the spindle shaft respectively. The spindle is then modeled using Autodesk Inventor modeling software. Finite Element method is used on Spindle shaft, critical and structural components to determine total deformation and von-Mises stress in the components. In Finite Element Method, Static structural analysis is performed to determine stress and total deformation in the components. -

Working with Watermills" Lesson Explores How Watermills Have Helped Harness Energy from Water Through the Ages
IEEE Lesson Plan: W or k i ng w i t h W at e r m i ll s Explore other TryEngineering lessons at www.tryengineering.org Lesson Focus Lesson focuses on how watermills generate power. Student teams design and build a working watermill out of everyday products and test their design in a basin. Student watermills must be able to sustain three minutes of rotation. As an extension activity, older students may design a gear system that is powered by the watermill. Students then evaluate the effectiveness of their watermill and those of other teams, and present their findings to the class. Lesson Synopsis The "Working with Watermills" lesson explores how watermills have helped harness energy from water through the ages. Students work in teams of "engineers" to design and build their own watermill out of everyday items. They test their watermill, evaluate their results, and present to the class. A g e L e v e l s 8-18. Objectives Learn about engineering design. Learn about planning and construction. Learn about teamwork and working in groups. Anticipated Learner Outcomes As a result of this activity, students should develop an understanding of: structural engineering and design problem solving teamwork Lesson Activities Students learn how watermills have been used throughout the ages to harness the power of water. Students work in teams to develop a their own watermill out of everyday items, then test their watermill, evaluate their own watermills and those of other students, and present their findings to the class. Working with Watermills Provided by IEEE as part of TryEngineering www.tryengineering.org © 2018 IEEE – All rights reserved. -

The Design Development of the Sliding Table Saw Towards Improving Its Dynamic Properties
applied sciences Review The Design Development of the Sliding Table Saw Towards Improving Its Dynamic Properties Kazimierz A. Orlowski 1,* , Przemyslaw Dudek 2, Daniel Chuchala 1 , Wojciech Blacharski 1 and Tomasz Przybylinski 3 1 Department of Manufacturing and Production Engineering, Faculty of Mechanical Engineering, Gdansk University of Technology, 80-233 Gdansk, Poland; [email protected] (D.C.); [email protected] (W.B.) 2 Rema S.A., 11-440 Reszel, Poland; [email protected] 3 Institute of Fluid-Flow Machinery, Polish Academy of Sciences, 80-233 Gdansk, Poland; [email protected] * Correspondence: [email protected] Received: 15 September 2020; Accepted: 15 October 2020; Published: 21 October 2020 Abstract: Cutting wood with circular saws is a popular machining operation in the woodworking and furniture industries. In the latter sliding table saws (panel saws) are commonly used for cutting of medium density fiberboards (MDF), high density fiberboards (HDF), laminate veneer lumber (LVL), plywood and chipboards of different structures. The most demanded requirements for machine tools are accuracy and precision, which mainly depend on the static deformation and dynamic behavior of the machine tool under variable cutting forces. The aim of this study is to present a new holistic approach in the process of changing the sliding table saw design solutions in order to obtain a better machine tool that can compete in the contemporary machine tool market. This study presents design variants of saw spindles, the changes that increase the critical speeds of spindles, the measurement results of the dynamic properties of the main drive system, as well as the development of the machine body structure.