The Design Development of the Sliding Table Saw Towards Improving Its Dynamic Properties
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
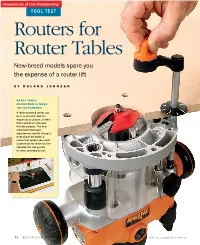
Routers for Router Tables New-Breed Models Spare You the Expense of a Router Lift
Compliments of Fine Woodworking TOOL TEST Routers for Router Tables New-breed models spare you the expense of a router lift BY ROLAND JOHNSON ABOVE-TABLE ADJUSTMENTS MAKE THE DIFFERENCE A table-mounted router can be very versatile. But it’s important to choose a router that’s designed expressly for that purpose. The best allow both bit-height adjustments and bit changes from above the table. A router that makes you reach underneath for these routine adjustments will quickly become annoying to use. 54 FINE WOODWO R K in G Photo, this page (right): Michael Pekovich outers are among the most versatile tools in the shop—the go-to gear Height adjustment Rwhen you want molded edges on lumber, dadoes in sheet stock, mortises for Crank it up. All the tools for adjusting loose tenons, or multiple curved pieces bit height worked well. Graduated that match a template. dials on the Porter-Cable Routers are no longer just handheld and the Triton are not tools. More and more woodworkers keep very useful. one mounted in a table. That gives more precise control over a variety of work, us- ing bits that otherwise would be too big to use safely. A table allows the use of feather- boards, hold-downs, a miter gauge, and other aids that won’t work with a hand- held router. With a table-mounted router, you can create moldings on large or small stock, make raised panels using large bits, cut sliding dovetails, and much more. Until recently, the best way to marry router and table was with a router lift, an expensive device that holds the router and allows you to change bits and adjust cut- ting height from above the table. -

A Paper on Two Spindle Drilling Head
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395 -0056 Volume: 04 Issue: 04 | Apr -2017 www.irjet.net p-ISSN: 2395-0072 A Paper on Two Spindle Drilling Head Dnyaneshwar B Bharad1, Rahul D Gawande2, Pratik D Ghangale3, Rahul K Gunjal4, Prof.A.S.Autade5,Prof.P.P.Darade6 1BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 2BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 3BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 4BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 5,6Asst. Prof. Mechanical, SND COE & RC, Yeola, Maharashtra, India ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - Generally, the growth of Indian manufacturing In this system, motions are obtained either by raising the sector is largely depends on productivity & quality. work table or it can be done by lowering the drills head. The Productivity depends upon various factors, one of the major centre distance between the drill spindles are adjusted in factors is efficiency with which the operation activities are such a way that spindle are connected to the main spindle carried out in the industry. Productivity can be highly by universal joints. In mass production work drill jigs are improved by reducing the machining time and combining generally used for guiding the drills in the work piece. It is the operations etc. As the name indicates twin spindle necessary to achieve the accurate results. Drilling depth can drilling machines have two spindles driven by a single power not be estimated properly. Different size of hole can not be head, and these two spindles holding the drill bits are fed drilled without changing the drill bit. -

Tim's Taper Tool
Tim’s Taper Tool For Nocks and Tips Installation and Operating Instructions for use on Table Saws and Large Sanders CAUTION ! DO NOT USE YOUR TAPER TOOL WITH A SAW BLADE. USE ONLY WITH A SANDING DISC!! BE FAM ILIAR WITH YOUR S AW OR DISC SA NDER O PERA TIONS A ND FOLLO W ALL SAFETY PRECAUTIONS. Read all directions before you start. Please follow these directions carefully and do not hurry through the process. 1. Place the guide inside the slot on your table saw or disc sander. If the guide is too large, slowly sand or cut down the short side of the guide until it fits into the slot. 2. Once the guide fits into the slot, push it to the bottom of the slot. Place a good grade of wood glue on one of the wedges and push into place. Glue and place the second wedge. Now apply firm pressure to the en ds of both wedges to force them against the guide . Allow to dry. 3. After the glue has dried, attach the taper tool to the guide with the thumb screws. Finger tighten. 4. Remove the assembled tool from the slot and set aside. You are almost ready to begin tapering your arrow shafts, BUT .... 5. Inspect your sanding wheel carefully! If the sand paper is loose or damaged REPLACE it! The taper tool fits closely to the wheel and loose sand paper will damage the tool and ruin your arrow shafts. 80 grit sand paper is recommended for tapering your arrow shafts but any grit from 60 to 120 will work. -

Manufacturing Capabilities
Manufacturing ES2 Capabilities Introduction CACI has built up a robust manufacturing capacity with unique capabilities ranging from low-rate precision prototyping to rapid prototyping and small batch manufacturing at several of the company’s sites. We provide specialized and unique manufacturing support to both our U.S. Government and commercial customers at these locations. Our Albuquerque, New Mexico site can produce precision-machined parts using aluminum and steel, and is equipped with a host of cutting- edge metalworks machinery, as well as an intensive welding capability. CACI’s Lexington Park, Maryland site also has dedicated staff available to support small batch manufacturing and rapid prototyping with ferrous and non-ferrous metals. Our Columbia, Maryland site specializes in high-precision design and high-complexity prototype fabrication using a variety of materials and machining techniques. All of our sites and facilities operate CACI-owned machinery and can support any customer’s manufacturing requirements. Table of Contents Logistics Support Facility ▪ Albuquerque, New Mexico ................................................2 What We Do .........................................................................................................................................................3 Our Manufacturing and Fabrication Capabilities ..................................................................................... 4 Integrated Products and Services ▪ Lexington Park, Maryland ................................6 What We Do -
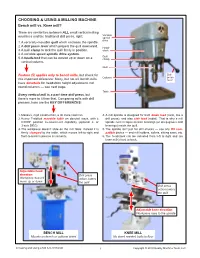
Choosing & Using a Milling Machine
CHOOSING & USING A MILLING MACHINE Bench mill vs. Knee mill? There are similarities between ALL small vertical milling Variable machines and the traditional drill press, right: speed drive 1. A vertically-movable quill which encloses the spindle. 2. A drill press lever which propels the quill downward. Head- 3. A quill clamp to lock the quill firmly in position. stock 4. A variable-speed spindle drive system. Quill 5. A headstock that can be moved up or down on a clamp vertical column. Quill Feature (5) applies only to bench mills, but check for Drill Column press this important difference: Many, but not all, bench mills lever have dovetails for headstock height adjustment, not round columns — see next page. Table Every vertical mill is a part-time drill press, but there’s more to it than that. Comparing mills with drill presses, here are the KEY DIFFERENCES: 1. Massive, rigid construction, a lot more cast iron. 4. A mill spindle is designed for both down load (axial, like a 2. Heavy T-slotted movable table on dovetail ways, with ± drill press), and also side load (radial). That is why a mill 0.0005″ position measurement capability (optional 2- or spindle runs in tapered roller bearings (or deep-groove ball 3-axis DRO). bearings) inside the quill. 3. The workpiece doesn’t slide on the mill table: instead it is 5. The spindle isn’t just for drill chucks — use any R8 com- firmly clamped to the table, which moves left-to-right and patible device — end mill holders, collets, slitting saws, etc. -

Cast Iron Router Wing Instructions Step 1 Step 2 Shop Note
Cast Iron Instructions Part # 1066.3040 Router Wing Version 2.0 CAUTION: Please read, understand, and follow all manufacturers instructions, guidelines and owners manuals that come with your power tools. Fulton™ Woodworking Tools & Accessories and its subsidiaries assume no liability for accidents or injuries caused by improper use of this product. Fulton™ Woodworking Tools & Accessories P.O. Box 921487 Norcross GA 30010 www.fultonwoodworkingtools.com © Copyright Fulton™ Woodworking Tools & Accessories 02/2012. All images, copy, and graphics are copyrighted by law and may not be copied, or reproduced without our express written consent. What’s In The Box? Parts List 1 each Cast Iron Router Table (Wing) 1 each Phenolic Insert Router Mounting Plate 2 each 1/4 x 20 Star Knobs with 1-1/2” x 20 bolts 1 each 1/8” Hex Wrench 1 each Assembly Instruction and Safety Booklet 3 each 3/8” Washers 3 each M10 x 1.5 x 40mm Hex Bolts 3 each 7/16” x 20 x 1-1/2” Hex Bolts 4 each 5/16” x 18 x 1-1/2” Hex Bolts 4 each 5/16” x 18 Hex Nuts 4 each 5/16” Lock Washers 8 each 5/16” Flat Washers 10 each 1/4” x 20 x 1-1/4” Nylon Thumbs Screws 10 each 1/4” x 20 Hex Nuts Thank you for purchasing the Cast Iron Router Wing. The Cast Iron Router Wing can be mounted to your table saw, cabinet, or open steel stand. Or, bolt two router tables together - back to back. You must fabricate your own stand or cabinet. -
Power Tool Guide 05J50.01
Power Tool Guide 05J50.01 The Veritas® Power Tool Guide is a collapsible straightedge that can be clamped to any material under 1" thick. The 52" tool guide (05J50.03) can be clamped across sheet material up to 52". The 8' Power Tool Guide (05J50.01), or the 48" tool guide extension (05J50.04) added to the 52" tool guide, can be clamped across sheet material up to 100". The advantage this guide has over other 8' guides is that it may be dismantled quickly and easily for cutting smaller sheet material as well as for easier storage or transport. The guide includes a pair of 1" capacity clamps that can be positioned anywhere along its length. For clamping material thicker than plywood sheets, a pair of 2" capacity clamps (05J50.09) is available separately. An optional 12" traveller (05J50.02) used in conjunction with a user-made base plate ensures that your power tool will effortlessly follow the intended line with greater safety. The utility of the traveller is further enhanced with the optional position stop (05J50.10) that clamps onto either guide rail. Figure 1: Veritas® Power Tool Guide. Safety Rules These safety instructions are meant to complement those that came with your power tool. We suggest that you reread those, in addition to these listed here before you begin to use this product. To use this product safely, always follow both sets of safety and general instructions. 1. Read the manual. Learn the tool’s applications and limitations as well as the specific hazards related to the tool. -

35530 Table Saws TG
Woodworking Tools Table Saws Teacher’s Guide Introduction This Teacher’s Guide provides information to help you get the most out of Table Saws, part of the Woodworking Tools series. The contents in this guide will allow you to prepare your students before they use the program, assist them as they navigate through the content, and present follow- up activities to reinforce the material’s key learning points. Woodworking Tools is a 16-part series of programs that address the safe operation of the most popular and useful types of woodworking tools. Each program delves into a different tool, including its purpose and associated parts. It teaches students how to choose the proper blade or bit for the task and perform the various woodworking operations that can be accomplished with a particular tool. The 16 videos in this series enable and encourage students to safely and creatively use power tools to their maximum proficiency. Table Saws is a 22-minute video targeted to teenagers and young adults. Its content is appropri- ate to such curriculum areas as Technology Education, Trade, and Industrial Education. In addition, the information presented in Woodworking Tools could also be presented in vocational/technical schools or adult education courses that focus on shop, carpentry, woodworking, or construction education and research. Learning Objectives After watching each video program in the series, students will be able to: • Identify which tools are best for which job in the wood shop. • Understand how to safely operate a variety of woodworking tools. • Demonstrate how to safely clean, maintain, and sharpen a variety of woodworking tools. -

LUMBER for SALE Dimension Lumber Co
F OR SALE NOBLE MACHINERY CO. USED EQUIPMENT • New Pallet Hawg Band Dismantler in stock IN STOCK • New Waechter Power Feed Trim Saw • Cemco 54”, 84”, 120” Vertical Borers FOR SALE • Danco 3” x 12” Roll Feed Rip Saw New arrivals to PRS used • FMC 499 Stacker machinery inventory. Pre-buy • Hazelthorn T-145 10” Wide Cant Sizer now to ensure availability. • Keystone Gang Rip with hydraulic feed • PRS Prosaw Band Dismantler AT-15…$11,150 • PRS APD-X Pallet Destacker…$22,900 • Keystone Stake Pointer • Roach Belt Conveyor- 11 ft x 20 in…$1,800 • Brewco Speed Cut Saw…$6,900 • Mid Oregon Horizontal Feed Grinder • Hytrol Belt Conveyor- 21 ft x 18 in…$2,600 • Morgan Double End Trim Saw • Cornell End Trim Saw…$10,500 • Hytrol Belt Conveyor- 11 ft x 20 in…$1,200 • Morgan Single Head Resaw • Whirlwind Up Cut Saw…$3,150 • Hazeldine J90R Double Head Notcher…$14,900 • 2013 Pallet Chief II Nailer and Stacker • Pallet Rack Starter Kits – 6 ft…$350 • Pacific Trail Mobil-cut Chain Saw 10HP 3 ph • Pallet Rack Starter Kits- 7 ft…$395 • Pallet Rack Starter Kits- 7.5 ft…$450 • Piche 4-Saw Trimmer w/conveyor • Heavy-Duty Belt Conveyor…$2,500 • Autoquip Scissor Lift…$1,850 • Smart Manual Trim Saw • PRS Recycler Single Head Pallet Dismantler…$6,500 • Smart Products Power Feed Trim Saw Jerry Lottes Parts Sales • PRS Single Head Dismantler…$7,900 Viking® Machine Parts • Industrial Resources Automatic Pallet Stacker…$8,900 • Temp Heat Control w/Fans for Kiln Viking is a Registered Trademark of Viking Eng. -

Circular Saw Safety
CIRCULAR SAW SAFETY Tool Box Talk Hand-held circular saws are powerful tools that can spin their blades at over 5,000 revolutions per minute. It’s important to choose safety and always use saws properly and with care. Hazards to be aware of include noise, flying debris, electrical, and saw kickback. Saws should be inspected before use and only used by qualified personnel. Safe setup prior to cutting: Safety while cutting: • Always wear ANSI Z87.1+ safety glasses, • Avoid cutting into blind areas goggles, or face shield with eye protection • Avoid twisting the saw to change, cut, or check alignment • Hearing protection is recommended; saws are loud • Saw should not need to be forced during cutting and longtime exposure may lead to hearing loss • Check for obstructions or objects like nails and screws • Wear proper respiratory protection when required • Do not carry the saw with a finger on the trigger switch • Avoid wearing loose clothing or jewelry • Stand to the side when cutting to keep out of the line that may be pulled into the saw of cut if kickbacks occur, do not overextend — position • While unplugged, check retracting lower your feet so you’re balanced and in full control blade guard to ensure it works freely • Be alert to the possibility of the blade binding • Tighten blade-locking nut to manufacturer specifications and the potential for and kickback • While unplugged, set and lock blade depth so lowest tooth • Always use both hands on the handles for does not extend more than 0.3 cm (⅛") beneath the wood maximum control, and -

Carpenter Department: Maintenance
SJECCD Human Resources Office San Jose ∙ Evergreen Community College District Classified Job Description Position: Carpenter Department: Maintenance Location: District-wide Date: 2/12/2008 POSITION PURPOSE Under general supervision of Maintenance Supervisor or assigned administrator, to perform journeyman level carpentry work in the repair, construction, and alteration of wooden articles and structures; to do a variety of related construction and general maintenance tasks; and to do job related work as required. KEY DUTIES AND RESPONSIBILITIES: 1. Performs rough and finish carpentry work on wood, acrylic and other materials. 2. Performs mill and cabinet work involving construction, finishing, and repairing of buildings, structures, furniture, cabinets, and equipment. 3. Installs and repairs floors and roofs. 4. Hangs doors and adjusts door checks. 5. Installs and repairs locks. 6. Installs bookshelves, paneling, chalk boards, bulletin boards, movie screens, shelves, etc. 7. Builds concrete forms. 8. Operates a variety of tools and equipment related to the carpentry trade including planners, shapers, jointers, sanders, power saws, and other woodworking machinery. 9. Maintains tools and machinery in good working condition in a safe, clean and orderly working environment. 10. Orders necessary supplies and material such as locks, door closures, and various hardware components. 11. Inventories supplies, equipment, and prepares reports of work performed along with materials used. 12. May occasionally provide work direction to others in performance of these duties. 13. Perform general maintenance work as required, including clean up after work is completed. 14. Installs sheet rock, fire tape and mud same. 15. Performs other related duties as assigned. EMPLOYMENT STANDARD Knowledge of: 1. Methods, materials, tools and equipment used in the carpentry and woodworking trade, including both rough and finish carpentry. -

Manufacturing Glossary
MANUFACTURING GLOSSARY Aging – A change in the properties of certain metals and alloys that occurs at ambient or moderately elevated temperatures after a hot-working operation or a heat-treatment (quench aging in ferrous alloys, natural or artificial aging in ferrous and nonferrous alloys) or after a cold-working operation (strain aging). The change in properties is often, but not always, due to a phase change (precipitation), but never involves a change in chemical composition of the metal or alloy. Abrasive – Garnet, emery, carborundum, aluminum oxide, silicon carbide, diamond, cubic boron nitride, or other material in various grit sizes used for grinding, lapping, polishing, honing, pressure blasting, and other operations. Each abrasive particle acts like a tiny, single-point tool that cuts a small chip; with hundreds of thousands of points doing so, high metal-removal rates are possible while providing a good finish. Abrasive Band – Diamond- or other abrasive-coated endless band fitted to a special band machine for machining hard-to-cut materials. Abrasive Belt – Abrasive-coated belt used for production finishing, deburring, and similar functions.See coated abrasive. Abrasive Cutoff Disc – Blade-like disc with abrasive particles that parts stock in a slicing motion. Abrasive Cutoff Machine, Saw – Machine that uses blade-like discs impregnated with abrasive particles to cut/part stock. See saw, sawing machine. Abrasive Flow Machining – Finishing operation for holes, inaccessible areas, or restricted passages. Done by clamping the part in a fixture, then extruding semisolid abrasive media through the passage. Often, multiple parts are loaded into a single fixture and finished simultaneously. Abrasive Machining – Various grinding, honing, lapping, and polishing operations that utilize abrasive particles to impart new shapes, improve finishes, and part stock by removing metal or other material.See grinding.