A Paper on Two Spindle Drilling Head
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Routers for Router Tables New-Breed Models Spare You the Expense of a Router Lift
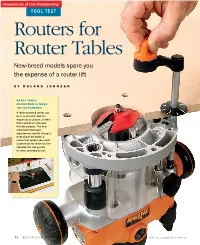
Compliments of Fine Woodworking TOOL TEST Routers for Router Tables New-breed models spare you the expense of a router lift BY ROLAND JOHNSON ABOVE-TABLE ADJUSTMENTS MAKE THE DIFFERENCE A table-mounted router can be very versatile. But it’s important to choose a router that’s designed expressly for that purpose. The best allow both bit-height adjustments and bit changes from above the table. A router that makes you reach underneath for these routine adjustments will quickly become annoying to use. 54 FINE WOODWO R K in G Photo, this page (right): Michael Pekovich outers are among the most versatile tools in the shop—the go-to gear Height adjustment Rwhen you want molded edges on lumber, dadoes in sheet stock, mortises for Crank it up. All the tools for adjusting loose tenons, or multiple curved pieces bit height worked well. Graduated that match a template. dials on the Porter-Cable Routers are no longer just handheld and the Triton are not tools. More and more woodworkers keep very useful. one mounted in a table. That gives more precise control over a variety of work, us- ing bits that otherwise would be too big to use safely. A table allows the use of feather- boards, hold-downs, a miter gauge, and other aids that won’t work with a hand- held router. With a table-mounted router, you can create moldings on large or small stock, make raised panels using large bits, cut sliding dovetails, and much more. Until recently, the best way to marry router and table was with a router lift, an expensive device that holds the router and allows you to change bits and adjust cut- ting height from above the table. -
Choosing & Using a Milling Machine
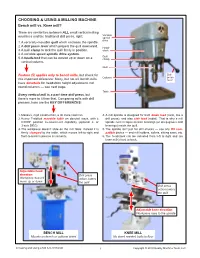
CHOOSING & USING A MILLING MACHINE Bench mill vs. Knee mill? There are similarities between ALL small vertical milling Variable machines and the traditional drill press, right: speed drive 1. A vertically-movable quill which encloses the spindle. 2. A drill press lever which propels the quill downward. Head- 3. A quill clamp to lock the quill firmly in position. stock 4. A variable-speed spindle drive system. Quill 5. A headstock that can be moved up or down on a clamp vertical column. Quill Feature (5) applies only to bench mills, but check for Drill Column press this important difference: Many, but not all, bench mills lever have dovetails for headstock height adjustment, not round columns — see next page. Table Every vertical mill is a part-time drill press, but there’s more to it than that. Comparing mills with drill presses, here are the KEY DIFFERENCES: 1. Massive, rigid construction, a lot more cast iron. 4. A mill spindle is designed for both down load (axial, like a 2. Heavy T-slotted movable table on dovetail ways, with ± drill press), and also side load (radial). That is why a mill 0.0005″ position measurement capability (optional 2- or spindle runs in tapered roller bearings (or deep-groove ball 3-axis DRO). bearings) inside the quill. 3. The workpiece doesn’t slide on the mill table: instead it is 5. The spindle isn’t just for drill chucks — use any R8 com- firmly clamped to the table, which moves left-to-right and patible device — end mill holders, collets, slitting saws, etc. -

Study Unit Toolholding Systems You’Ve Studied the Process of Machining and the Various Types of Machine Tools That Are Used in Manufacturing
Study Unit Toolholding Systems You’ve studied the process of machining and the various types of machine tools that are used in manufacturing. In this unit, you’ll take a closer look at the interface between the machine tools and the work piece: the toolholder and cutting tool. In today’s modern manufacturing environ ment, many sophisti- Preview Preview cated machine tools are available, including manual control and computer numerical control, or CNC, machines with spe- cial accessories to aid high-speed machining. Many of these new machine tools are very expensive and have the ability to machine quickly and precisely. However, if a careless deci- sion is made regarding a cutting tool and its toolholder, poor product quality will result no matter how sophisticated the machine. In this unit, you’ll learn some of the fundamental characteristics that most toolholders have in common, and what information is needed to select the proper toolholder. When you complete this study unit, you’ll be able to • Understand the fundamental characteristics of toolhold- ers used in various machine tools • Describe how a toolholder affects the quality of the machining operation • Interpret national standards for tool and toolholder iden- tification systems • Recognize the differences in toolholder tapers and the proper applications for each type of taper • Explain the effects of toolholder concentricity and imbalance • Access information from manufacturers about toolholder selection Remember to regularly check “My Courses” on your student homepage. Your instructor -

TD10093 CNC Drag Knife 03
File name: TD10093_CNC_Drag_Knife_0312A Rev: 0312A Date: 3/28/2012 Product Identification: CNC Drag Knife The CNC Drag Knife uses a carbide knife to cut through thin materials like adhesive-backed sign vinyl, cardboard, paper, plastic, and metal sheet. The knife swivels and rotates freely on two ball bearings, cutting as the CNC mill drags it around the design profile. It fits any ¼ inch toolholder or collet. The CNC Drag Knife comes fully assembled with one 45 degree blade. The 45 degree blade CNC Drag Knife is ideal for cutting sign vinyl. A 60 degree blade is also available and is recommended for other materials. Both the 45 degree and 60 degree blades may be ordered as replacement parts using the part numbers below: Product Name Tormach Part Number CNC Drag Knife 32440 60 Degree Replacement Blade 32441 45 Degree Replacement Blade 32442 The CNC Drag Knife is composed of a 0.250 inch diameter brass housing that holds the following components: carbide knife blade with internal (floating head) ball bearing, external ball bearing, steel spacer, spring, set screw. A hex wrench is included with the CNC Drag Knife kit and used to set spring preload to adjust knife pressure and cut depth. Page: 1 of 8 – TD10093_CNC_Drag_Knife_0312A 204 Moravian Valley Rd, Suite N, Waunakee, WI 53597 – phone 608.849.8381 – fax 209.885.4534 www.tormach.com – © 2012 Tormach LLC® – Specifications are subject to change without notice CAUTION: Before using the CNC Drag Knife, verify the CNC mills spindle is turned off and/or the spindle speed is set to 0 RPM. -

Woodworking Glossary, a Comprehensive List of Woodworking Terms and Their Definitions That Will Help You Understand More About Woodworking
Welcome to the Woodworking Glossary, a comprehensive list of woodworking terms and their definitions that will help you understand more about woodworking. Each word has a complete definition, and several have links to other pages that further explain the term. Enjoy. Woodworking Glossary A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | #'s | A | A-Frame This is a common and strong building and construction shape where you place two side pieces in the orientation of the legs of a letter "A" shape, and then cross brace the middle. This is useful on project ends, and bases where strength is needed. Abrasive Abrasive is a term use to describe sandpaper typically. This is a material that grinds or abrades material, most commonly wood, to change the surface texture. Using Abrasive papers means using sandpaper in most cases, and you can use it on wood, or on a finish in between coats or for leveling. Absolute Humidity The absolute humidity of the air is a measurement of the amount of water that is in the air. This is without regard to the temperature, and is a measure of how much water vapor is being held in the surrounding air. Acetone Acetone is a solvent that you can use to clean parts, or remove grease. Acetone is useful for removing and cutting grease on a wooden bench top that has become contaminated with oil. Across the Grain When looking at the grain of a piece of wood, if you were to scratch the piece perpendicular to the direction of the grain, this would be an across the grain scratch. -

Design and Analysis of Machine Tool Spindle for Special Purpose Machines (SPM) and Standardizing the Design Using Autodesk Inventor (I-Logic)
International Journal for Ignited Minds (IJIMIINDS) Design and Analysis of Machine Tool Spindle for Special Purpose Machines (SPM) and Standardizing the Design Using Autodesk Inventor (I-Logic) Harish Ra, Chandan Rb, Prahalad Wc & Shivappa H Ad aPG Student, Dept. Mechanical Engineering , Dr AIT, Bangalore, India. bAsst Prof, Dept. Mechanical Engineering , Dr AIT, Bangalore, India. cdeputy General Manager, Bosch Ltd, Bangalore, India. dAsst Prof, Dept. Mechanical Engineering , Dr AIT, Bangalore, India. ABSTRACT The work focuses on designing a machine tool spindle for SPM to carry out Face-milling operation on the given work-piece. The machine tool spindle is one of the major mechanical components in any machining center. The main structural properties of the spindle generally depend on the dimensions of the shaft, motor, tool holder, bearings and the design configuration of the overall spindle assembly. The bearing arrangements are defined by the type of operation, the cutting forces acting and the life of bearings. The forces which are affecting the machine tool spindle during machining are Tangential force (Fz), Axial force (Fx), radial force (Fy) will be estimated. Based on maximum cutting force incurred the analysis will be carried out. Design calculations are performed for bearing and spindle shaft using Analytical approach for determination of bearing life and the rigidity of the spindle shaft respectively. The spindle is then modeled using Autodesk Inventor modeling software. Finite Element method is used on Spindle shaft, critical and structural components to determine total deformation and von-Mises stress in the components. In Finite Element Method, Static structural analysis is performed to determine stress and total deformation in the components. -

The Design Development of the Sliding Table Saw Towards Improving Its Dynamic Properties
applied sciences Review The Design Development of the Sliding Table Saw Towards Improving Its Dynamic Properties Kazimierz A. Orlowski 1,* , Przemyslaw Dudek 2, Daniel Chuchala 1 , Wojciech Blacharski 1 and Tomasz Przybylinski 3 1 Department of Manufacturing and Production Engineering, Faculty of Mechanical Engineering, Gdansk University of Technology, 80-233 Gdansk, Poland; [email protected] (D.C.); [email protected] (W.B.) 2 Rema S.A., 11-440 Reszel, Poland; [email protected] 3 Institute of Fluid-Flow Machinery, Polish Academy of Sciences, 80-233 Gdansk, Poland; [email protected] * Correspondence: [email protected] Received: 15 September 2020; Accepted: 15 October 2020; Published: 21 October 2020 Abstract: Cutting wood with circular saws is a popular machining operation in the woodworking and furniture industries. In the latter sliding table saws (panel saws) are commonly used for cutting of medium density fiberboards (MDF), high density fiberboards (HDF), laminate veneer lumber (LVL), plywood and chipboards of different structures. The most demanded requirements for machine tools are accuracy and precision, which mainly depend on the static deformation and dynamic behavior of the machine tool under variable cutting forces. The aim of this study is to present a new holistic approach in the process of changing the sliding table saw design solutions in order to obtain a better machine tool that can compete in the contemporary machine tool market. This study presents design variants of saw spindles, the changes that increase the critical speeds of spindles, the measurement results of the dynamic properties of the main drive system, as well as the development of the machine body structure. -

Woodworking Glossary
Woodworking Glossary Abrasives Any substance such as aluminum oxide, silicon carbide, garnet, emery, flint or similar materials that is used to abrade or sand wood, steel or other materials. Substances such as India, Arkansas, crystolon, silicon carbide and waterstones used to sharpen steel edged tools are included. Alternating Grain Direction The process of gluing-up or laminating wood for project components with alternating pieces having the grain running perpendicular to one another (as opposed to parallel). Usually, this practice is enlisted to provide superior strength in a project that is expected to be under stress. It is also used occasionally for decorative purposes. Bevel An angular edge on a piece of stock, usually running from the top or face surface to the adjacent edge or the opposing (bottom) surface. In most cases, bevels are formed for joinery, but are also occasionally used for decorative purposes. Chamfer A slight angular edge that is formed on a piece of stock for decorative purposes or to eliminate sharp corners. Chamfers are similar to bevels but are less pronounced and do not go all the way from one surface to another. Compound Cutting The act of cutting out a project or project component (usually with a bandsaw) to create a three-dimensional or “sculpted” shape. This is accomplished by cutting one profile, taping scraps back in place, and rotating the workpiece to cut a second profile, usually 90° to the first. Compound Miter A combination miter and bevel cut. Generally a compound miter is used in building shadow box picture frames and similar projects where angled or “deep set” project sides are desired. -

Guide to Gouges
FEATURE ooking through woodturning catalogs can be overwhelming— L the choices in lathe tools alone are vast! One manufacturer lists over a dozen gouges in various sizes and styles. So, how do you choose? This brief guide will help you understand the basics of gouges and explain how to get the most from these indispensable tools. Spindle-roughing gouge Used for spindle turning only. The large cross-section at the cutting end is effective for roughing down square stock and for removing wood quickly. This tool is commonly sold in 1¼" and ¾" (32 mm and 20 mm). Size is determined by measuring across the flute. The inside profile of the flute is A Guide concentric with the outside of the tool. Wall thickness is consistently about to ¼" (6 mm). The spindle-roughing gouge (SRG) is dangerous to use on Joe Larese bowl blanks because the shank has Gouges a thin cross-section where it enters the handle (see sidebar). (A notable exception is the SRG from P&N, an Spindle-roughing gouge profile Australian manufacturer. The section that enters the handle is much heavier. Despite this, the tool should only be used on spindles.) The SRG works best with a bevel angle of about 45°. A shorter bevel adds unnecessary resistance; a longer bevel creates an edge that is too fragile for roughing out work. The profile of the cutting edge is ground straight across, making sharpening a straight- forward procedure. In use, the flute faces up at 90° for the initial roughing cuts. In this posi- tion, the near vertical wings sever wood fibers as the large curved edge gouges away the bulk of the mate- rial. -

Download The
Floor Space 1,000 Top View 3,200 CNC Precision Turning Center 2,200 (6,965) (4,315) 2,650 1,000 2,500 2,000 (1,240) 1,000 Front View Right Side View ※Bar feeder is option. Tooling Zone Tool magazine (30 tools) Y1-axis stroke Z1-axis stroke ATC (Option: 60 tools) 110 Tool spindle 560 135 (In case of ATC) -15° 195° A1-axis stroke 105° 250 Main spindle 380 Sliding headstock turning center 105° X1-axis stroke 55 90° with automatic tool changer 25 130 800 X2-axis stroke 1 2 A2-axis stroke 6 1 3 5 1 4 Back spindle 4 5 1 3 6 1 2 7 1 1 8 9101 410 (16 stations) 800 Turret Z2-axis stroke Export permission by the Japanese Government may be required for exporting our products in accordance with the Foreign Exchange and Foreign Trade Law. Please contact our sales office before exporting our products. The specifications of this catalogue are subject to change without prior notice. 12-20, TOMIZAWA-CHO, NIHONBASHI, CHUO-KU, TOKYO 103-0006, JAPAN Phone : 03-3808-1172 Facsimile : 03-3808-1175 CAT.NO.E112547.DEC.1T(H) Y-axis Optimum design for complex workpieces ±5 5 mm Perfect integration of sliding headstock lathe and turning center Sliding headstock turning center B-axis ±105。 PRECISION TSUGAMI PRECISION TSUGAMI ■ High precision machining of slender workpieces Due to the integration of the sliding headstock principle with a turning center, the TMU1 can perform high precision machining on long slender parts that were difficult or impossible on traditional turning centers. -
Rotating Vise Base P/N 3570
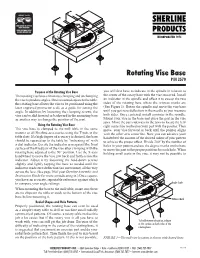
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Rotating Vise Base P/N 3570 Purpose of the Rotating Vise Base you will first have to indicate in the spindle in relation to The rotating vise base eliminates clamping and unclamping the center of the rotary base with the vise removed. Install the vise to produce angles. Once mounted square to the table, an indicator in the spindle and offset it to sweep the two the rotating base allows the vise to be positioned using the sides of the rotating base where the witness marks are laser engraved protractor scale as a guide for setting the (See Figure 1). Rotate the spindle and move the vise base angle. In addition, by loosening the clamping screws, the until you get zero deflection in the needle as you measure vise can be slid forward or backward in the mounting base both sides. Once centered, install a pointer in the spindle. as another way to change the position of the part. Mount your vise in the base and place the part in the vise jaws. Move the part sideways in the jaws to locate the left/ Using the Rotating Vise Base right centerline marked on your part with the pointer. Then The vise base is clamped to the mill table in the same move your vise forward or back until the pointer aligns manner as all Sherline accessories using the T-nuts in the with the other axis centerline. Now you can advance your table slots. If a high degree of accuracy is desired, the base handwheel the amount of the desired radius of your pattern should be squared up to the table by “indicating in” with to achieve the proper offset. -

Woodturning Terminology
SOUTHERN TURNERS GLOSSARY OF TERMINOLOGY Woodturning has its own language, like every field of endeavour. Some words and concepts may be familiar depending on one’s background in woodworking but many of the terms are specialised. This Sheet will focus on some of the more common terms one is likely to encounter whether reading columns, discussions with experienced or novice turners or watching demonstrations. An alphabetical listing seems to be as good as any way of presenting this information – in many cases a short explanation as to what it means to a turner has been included to help understand the context of the terminology. While this is by no means an exhaustive listing, we have tried to cover the most useful terms, but please do provide feedback to the Southern Turners with any questions or suggestions you might have about these or other terms you may run across. INDEX Abrasives, ....................................................... 3 Blowout, ......................................................... 6 Burr (3), .......................................................... 9 Accelerator – CA or super glue, ..................... 3 Boring bar, ...................................................... 6 CA Cyanoacrylate Adhesive, ......................... 10 Banjo, ............................................................. 4 Bound Water, ................................................. 6 Callipers, ....................................................... 10 Bead, .............................................................. 4 Box/es,