Band Saw Safe Operating Procedure 1
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Tiny Vise Edge Clamps Truly Exert Down Thrust Force on the Workpiece, to Prevent It from Lifting
+44 (0)1204 699959 [email protected] www.hyquip.co.uk/web/index TINY VISE ™ EDGE CLAMPS BODY: 1018 STEEL, CARBURIZED-HARDENED, BLACK OXIDE FINISH THRUST WASHER: 1144 STEEL, HEAT TREATED, BLACK OXIDE FINISH FLAT-HEAD SOCKET SCREW: STEEL, BLACK OXIDE FINISH An important clamping development! These mini edge clamps grip the side of a workpiece to keep the top clear for machining. Patented design features a slotted countersink to provide strong, reliable clamping force with the easy turn of a hex wrench. These compact clamps are ideal for fixturing multiple parts, small or large. Each clamp has both a serrated face (for maximum gripping) and a smooth face (to avoid marring finished parts). These clamps look so simple, but work amazingly well, with major advantages over earlier designs. Flat Jaw Patent number 5.624.106. Made in USA. (Reversible, Serrated or Smooth) Clamping force is applied by positive screw action with the easy turn of a hex wrench (not with an unreliable, unsafe eccentric cam as Clamping force is applied by positive screw action with used in other designs). A high-strength Flat- the easy turn of a hex wrench. Head Socket Screw engages a mating offset countersink to exert strong clamping force. Much more durable than other designs. Only Tiny Vise Edge Clamps truly exert down thrust force on the workpiece, to prevent it from lifting. A thrust washer underneath the clamp engages a mating offset countersink to provide downward action. Patented design features a slotted countersink. Available in a wide range of sizes, from a miniature #8-32 thread size, up to a powerful 1”-8 thread size with 2500 lbs clamping force. -
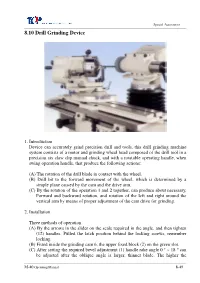
8.10 Drill Grinding Device
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -

Hand Saws Hand Saws Have Evolved to fill Many Niches and Cutting Styles
Source: https://www.garagetooladvisor.com/hand-tools/different-types-of-saws-and-their-uses/ Hand Saws Hand saws have evolved to fill many niches and cutting styles. Some saws are general purpose tools, such as the traditional hand saw, while others were designed for specific applications, such as the keyhole saw. No tool collection is complete without at least one of each of these, while practical craftsmen may only purchase the tools which fit their individual usage patterns, such as framing or trim. Back Saw A back saw is a relatively short saw with a narrow blade that is reinforced along the upper edge, giving it the name. Back saws are commonly used with miter boxes and in other applications which require a consistently fine, straight cut. Back saws may also be called miter saws or tenon saws, depending on saw design, intended use, and region. Bow Saw Another type of crosscut saw, the bow saw is more at home outdoors than inside. It uses a relatively long blade with numerous crosscut teeth designed to remove material while pushing and pulling. Bow saws are used for trimming trees, pruning, and cutting logs, but may be used for other rough cuts as well. Coping Saw With a thin, narrow blade, the coping saw is ideal for trim work, scrolling, and any other cutting which requires precision and intricate cuts. Coping saws can be used to cut a wide variety of materials, and can be found in the toolkits of everyone from carpenters and plumbers to toy and furniture makers. Crosscut Saw Designed specifically for rough cutting wood, a crosscut saw has a comparatively thick blade, with large, beveled teeth. -

Heavy Equipment Technology Required Tool List
Heavy Equipment Technology Required Tool List WRENCHES 1 1/2” Drive socket set: - Sockets, 3/8” to 1-1/14”, 6 point, shallow well - Sockets, 7/16” to 1-1/8”, 6 point, deep well - Sockets, 7/16” to 15/16”, Impact, 6 point, shallow well - Sockets, 7/16” to 15/16”, Impact, 6 point, deep well - Sockets, 10mm to 32 mm, 6 point, shallow well - Sockets, 10mm to 19mm, 6 point, deep well - Sockets, 10mm to 25mm’ Impact, 6 point, deep well - Ratchet - Breaker Bar - Drive Extensions: 1-1/2”, 3”, 5”, 10”, and 15” - Drive Adapter: 1/2” to 3/8” - 250 lb. Torque Wrench, Micrometer adjust - Impact Wrench, 3/4 or 1/2, Pneumatic or Battery - Universal Joint 1 3/8” Drive socket set: - Sockets, 1/4" to 15/16”, 6 point, shallow well - Sockets, 6mm to 19mm, 6 point shallow well - Universal Sockets, 3/8” to 3/4", 6 point shallow well - Sockets, T30 to T55, Drivers - Spark plug Sockets, 5/8” and 13/16” - Ratchet - Breaker bar - Drive extensions: 1-1/2”, 3”, 6”,10” - Universal Joint 1 1/4” Drive socket set: - Sockets, 3/16” to 9/16”, 6 point, shallow well - Sockets, 3/16” to 9/16”, 6 point, deep well - Sockets, 5.5mm to 14mm, 6 point, shallow well - Sockets, 5.5mm to 14mm, 6 point, deep well - Sockets, T8 to T27, Drivers - Ratchet - Drive extensions: 2”, 4”, 6” - Universal Joint 1 Combination End set: - 1/4" to 1-1/4”, Long - 6mm to 24mm, Long 1 Flare Nut set: - 1/4" to 13/16” - 9mm to 21mm 1 Ratcheting Box End: - 1/4” x 3/8” and 3/16” x 5/16”, Square, Air Conditioning 1 8” Adjustable Wrench 1 14” Pipe Wrench 1 Hex Key set: - 5/64” to 3/8”, Long Arm -1.5mm to -

IBS, INCORPORATED T a P S B U R S B L a D E S Index
IBS, INCORPORATED Index 4-40 thru 1/2-10 Tap, Die & Drill Set PT-8 Taps, Burs & Blades 9/16-12 thru 3/4-16 Tap, Die & Drill Set PT-8 A Index 10 Pc NC/NF Power Taps w/Index PT-5, PT-7 10 Pc NC/NF Taper Taps w/Inde PT-5, PT-7 Annular Cutters 18 Pc NC Bottom Taps & Drill Bits w/Index PT-5, PT-7 Carbide Tipped 18 Pc NC Taper Taps & Drill Bits w/Index PT-5, PT-7 CT150 & CT200 PT-14, PT-16 Nitro-Carb Hand Tap PT-5, PT-7 IBS High Speed Steel PT-16 Assortments, Cutting Tools B Advanced Edge Power Reciprocating Saw Blades T Blades with Tool Ease Lubricant Stick PT-45 100 PK Shark Serrated Blades PT-54 Annular Cutters - Carbide Tipped Bandsaw, Bi-Metal A PT-15 General Information PT-36 Annular Cutters - High Speed Steel PT-17 Portable Blades PT-41 P Black Hole Carbide Tipped Cutters Troubleshooting PT-37, PT-38, PT-39, PT-40 1" Depth - 4 Pc.Set PT-23 Bi-Metal 1" Depth - 5 Pcs PT-23 Air Saw Blades PT-51 S 3/16" Depth - 5 Pc. PT-23 Reciprocating Saw PT-46 762R - 5 Pc. - 3/16" Depth PT-22 Boar Blades PT-48 763R - 4 Pc. 1" Depth PT-22 Thick Demolition PT-47 764R - 5 Pc. - 1" Depth PT-23 Sabre/Jig PT-52 Carbide Burs PT-59 Chop Saw-Carbide Tipped B Hole Saws 14" Blade for Aluminum PT-34 Bi-Metal 14" Blade for Stainless Steel PT-34 U Advanced Bi-Metal Hole Saws 2-1/8"- 4" PT-27 14" Blade for Steel PT-34 Advanced Bi-Metal Hole Saws 3/4"- 4" PT-28 Circular Saw Advanced Bi-Metal Hole Saws 5/8"- 2" PT-29 Combination Blade PT-32 R M42 Thin Wall Hole Saws Travel Tray Assortment PT-18 Heavy Duty Deck / Nail Cutting Blade PT-32 Hole Saws - Bi-Metal Miter Saw -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -

MACHINE VISE SHEETS.Idw
PARTS LIST ITEM QTY PART NUMBER MATERIAL DESCRIPTION 1 1 BASE CAST IRON 2 1 SLIDING JAW CAST IRON 3 2 JAW PLATE SAE 3140 4 1 VISE SCREW SAE 3140 5 1 COLLAR SAE 1020 6 1 SPECIAL KEY SAE 1020 7 1 HANDLE ROD COLD ROLLED STELL 8 2 HANDLE BALL SAE 1020 9 2 SLIDE KEY SAE 1020 10 2 SET SCREW SAE 1016 11 4 SLOTTED FLAT STEEL MILD ANSI B18.6.3 - 10-24 x COUNTERSUNK HEAD 5/8 MACHINE SCREW 12 2 TAPER PIN STANDARD #000 TAPER PIN LEGEND: DIAMETER R RADIUS ° DEGREES COUNTERBORE DEPTH COUNTERSINK MASTER ASSEMBLY SCALE 1 : 1 GENERAL NOTES: FILLEDS AND ROUNDS R.125 UNLESS OTHERWISE NOTED COURSE: DDGT240 INVENTOR NAME: MACHINE VISE TOLERANCE UNLESS SPECIFIED FIG #: DECIMAL INCHES: 14-17 X = ±.020 DRAFTER: XX = ±.010 P. FLORES DIGITAL DESIGN XXX = ±.005 GRAPHICS FRACTIONAL ±1/64" DATE: 10/5/2018 ANGLE ± 1 DEGREE TECHNOLOGY 32 SCALE: SURFACES AS NOTED WWW.DDGT.NET PAGE #: 1 OF 5 PARTS LIST ITEM QTY PART NUMBER 4X 5/16 4X R1 1/8 1 1 BASE 1 4 2 3/4 5/8-8ACME 4X R1/4 5 7 1/4 2X 1/4-20UNC-2B 5/8 5/8-8ACME B R11/16 1 1/4 5 1 1/2 5/8 R1/4 1 3/16 .502 1 3/4 1/8 .498 1 2 1/4 2 3/16 MACHINE VISE STEP 1 B 1 9/16 1 11/16 R1/4 SCALE 1 / 2 SECTION B-B 1 1/16 .502 SCALE 1 / 2 .627 .500 5/16 BASE .625 1.004 SCALE 1 / 2 1.000 1.254 1.250 COURSE: DDGT240 INVENTOR NAME: LEGEND: MACHINE VISE DIAMETER TOLERANCE UNLESS SPECIFIED FIG #: DECIMAL INCHES: 14-17 R RADIUS X = ±.020 DRAFTER: DIGITAL DESIGN XX = ±.010 P. -
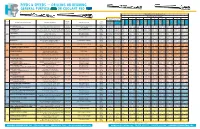
Feeds & Speeds — Drilling Or Reaming General Purpose
CL RLD ASS WO FEEDS & SPEEDS — DRILLING OR REAMING GENERAL PURPOSE OR COOLANT FED FEED RATE (INCHES PER REVOLUTION) M AD E IN USA HOLE DIAMETER IN INCHES CUTTING SPEED (SFM) 1/8 1/4 3/8 1/2 5/8 3/4 1 11/4 11/2 STARTING RANGE* GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- CHIP BRINELL TOOL. MATERIAL BEING MACHINED MATERIAL EXAMPLES CHIP DESCRIPTION GENERAL COOLANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT CLASS HARDNESS APPLIC. PURPOSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED ALUMINUM ALLOY 308.0, 356.0, 360.0, 380.0, 383.0, 390.0, 30-150 DISCONTINUOUS FLAKY OR DRILL 250-350 375-550 .003 – .005 .004 .007 .005 .008 .006 .010 .006 .011 .007 .014 .009 .017 – .019 – CAST AND WROUGHT 2024, 3003, 4032, 5052, 6061, 7075 (500 kg) LONG STRINGY REAM 150-250 200-300 .004 – .006 .008 .008 .010 .011 .013 .012 .015 .013 .017 .016 .021 .019 .022 .020 .024 COPPER ALLOY 101, 110, 115, 120, 130, 142, 155, 170, 172, 175, 40-200 LONG CONTINUOUS DRILL 125-190 225-300 .002 – .005 .004 .007 .005 .008 .006 .009 .007 .010 .008 .012 .010 .014 – .016 – TOUGH 195, 425, 610, 630, 655, 725, 805, 826, 910 (500 kg) REAM 50-90 70-105 .005 – .006 .008 .008 .010 .010 .013 .011 .014 .012 .016 .014 .018 .016 .019 .017 .020 LEAD ALLOY Alloys 7, 8, 13, 15 10-20 DISCONTINUOUS DRILL 350-450 400-500 .003 – .005 .004 .006 .006 .007 .007 .008 .008 .009 .009 .013 .013 .015 – .017 – 20 1Sb, 4Sb, 6Sb, 8Sb, 9Sb (500 kg) TIGHTLY CURLED REAM 150-250 200-300 -

Drill Press Safety Quiz
Drill Press Safety Quiz Name: ___________________ _ Date: ___________________________ 1. Drill press training is only required if I have no previous experience using a drill press. True False 2. What personal protective equipment should be used when operating a drill presses? A. Respirator B. Gloves C. Safety glasses D. Face shield 3. Before operating a drill press always remember to: A. Secure your hair B. Secure loose clothing C. Remove all jewelry D. All of the above 4. Which of the following three drill bits shanks should only be used in a drill press chuck? A. Triangular, the chuck key, or hex B. Square, round, or hex C. Round, hex, or triangular D. Roller, twist, or triangular 5. You should always position and secure your work piece to prevent it from spinning, and so you do not drill into the table. True False 6. __________ the drill press before changing the belts for speeds. A. Slow down B. Power off C. Speed up D. Keep running 7. When operating a drill press you should: A. Never start the drill with the drill bit pressed against your work B. Operate the drill at appropriate speeds C. Reduce the drilling pressure when the bit begins to break through your work D. All of the above C 10. F, 9. A, 8. D, 7. B, 6. T, 5. C, 4. D, 3. C, 2. F, 1. Answers: 8. ______________ involves plunging the drill bit part way through the work piece, and then retracting it to the surface. This is repeated until the hole is finished. -

Pioneer Double Duck Reed Instructions
v08.13 Turning a Pioneer Double Reed Duck Call Turning the Stopper 1. Mount the 1/2" WoodMaster mandrel into a drill chuck or Supplies Needed collet chuck. • 1 1/2" x 1 1/2" x 6" Blank • Sandpaper/Finish 2. Slide the blank onto the mandrel and tighten the expansion • Duck Call Reed Assembly • Drill or Drill Press screw so the blank will not slip while turning. Do not • 3/4" WoodMaster Mandrel • Eye and Ear Protection overtighten. • 1/2" WoodMaster Mandrel • 1/2" Drill Bit • Glue (Thick CA or Epoxy) • 3/4" Drill Bit 3. Turn a 3/4" dia. tenon that will fit into the barrel. Use a set of calipers to size the tenon. Test the fit of the stopper tenon by Wood Preparation stopping the lathe, and sliding the barrel over the end of the mandrel and onto the stopper tenon. This step may need to be 1. Select a blank 1-1/2" x 1-1/2" x 6". repeated several times. Do not to remove the stopper from 2. Cut the blank to the sizes shown below. the mandrel, as this may alter the alignment. Game Call Instructions3. Mark and drill the blanks as shown below. 3/4" diameter hole Craft 4.Supplies Cut two grooves USA in 1-800-551-887the tenon using the point6 of a skew to for the barrel. 1/2" diameter hole for the stopper. accept the o-rings. The o-rings should be slightly proud of the tenon and no larger or this will cause fitment issues. -

File Identification Chart
FILE IDENTIFICATION CHART American Pattern Swiss Pattern American Flat File — Rectangular cross section. Tapered point. Double cut top and bottom. Swiss Pattern Files have more exacting measurements and finer cuts ranging from № 00 to Single-cut edges. Special tooth construction eliminates clogging. All sizes have the same number 6. Used by tool and die makers, jewellers, modellers, craftspeople and hobbyists. Available in the of teeth. 6" – 12" long. following types and length: American Flat File Aluminum Half-Round File — Rounded on one side, flat on the other. Tapered point. • Half Round File — № 00, 0, 1, 2, 3 and 4. 4" – 10" long. Double-cut. Special tooth construction eliminates clogging. All sizes have the same number of teeth. • Hand File — № 00, 0, 1, 2 and 4. 4" – 10" long. Aluminum Half-Round File Smooth finish. 6" – 12" long. • Knife File — № 00, 0, 1, 2 and 4. 4" – 8" long. Flat File — Rectangular cross section. Tapered point. Double-cut top and bottom. Single-cut • Round File — № 00, 0 and 2. 4" – 10" long. Flat File edges. Bastard, second and smooth cuts. For rapid stock removal. 4" – 16" long. • Round Straight File — № 0. 4", 6" and 8" long. Half-Round File — Rounded one side, flat on the other. Double-cut top and bottom. Bastard, second and smooth cuts. For filing concave, convex and flat surfaces. 4" – 15" long. • Square File — № 00, 0 and 2. 4", 6" and 8" long. Half-Round File Hand File — Rectangular cross section. Double-cut top and bottom. One safe edge and one • Three Square File — № 00, 0, 1 and 2. -

Optimization of Broaching Tool Design
Intelligent Computation in Manufacturing Engineering - 4 OPTIMIZATION OF BROACHING TOOL DESIGN U. Kokturk, E. Budak Faculty of Engineering and Natural Sciences, Sabanci University, Orhanli, Tuzla, 34956, Istanbul, Turkey Abstract Broaching is a very common manufacturing process for the machining of internal or external complex shapes into parts. Due to the process geometry, broaching tool is the most critical parameter of the broaching process. Therefore, optimal design of the tools is needed in order to improve the productivity of the process. In this paper, a methodology is presented for optimal design of the broaching tools by respecting the geometric and physical constraints. The method has also been implemented on a computer code. Keywords: Broaching, optimization, tooling 1 INTRODUCTION Broaching is commonly used for machining of internal or methods that use databases [6], have also been used. external complex profiles that are difficult to generate by Combinations of different approaches have also been other machining processes such as milling and turning. utilized with a mixture of fuzzy basics [7]. Erol and Ferrel Originally, broaching was developed for noncircular [8] also used fuzzy methods among many others. In most internal profiles and keyways. The process is very simple, of these studies, the mechanics of the process such as and decreases the need for talented machine operator forces, deflections, vibrations etc., other than tool wear, while providing high production rate and quality. Because were not included in the analysis. of the straight noncircular motion, very high quality surface Although there have been many studies on various finish can be obtained. In addition, roughing and finishing machining processes, there has been only a few on operations can be completed in one pass reducing total broaching.