Sharpening Turning Tools Made Simple Fast and Easy Strategies for Safer, Smoother Cuts by Nick Cook
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
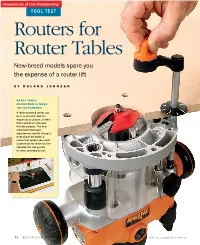
Routers for Router Tables New-Breed Models Spare You the Expense of a Router Lift
Compliments of Fine Woodworking TOOL TEST Routers for Router Tables New-breed models spare you the expense of a router lift BY ROLAND JOHNSON ABOVE-TABLE ADJUSTMENTS MAKE THE DIFFERENCE A table-mounted router can be very versatile. But it’s important to choose a router that’s designed expressly for that purpose. The best allow both bit-height adjustments and bit changes from above the table. A router that makes you reach underneath for these routine adjustments will quickly become annoying to use. 54 FINE WOODWO R K in G Photo, this page (right): Michael Pekovich outers are among the most versatile tools in the shop—the go-to gear Height adjustment Rwhen you want molded edges on lumber, dadoes in sheet stock, mortises for Crank it up. All the tools for adjusting loose tenons, or multiple curved pieces bit height worked well. Graduated that match a template. dials on the Porter-Cable Routers are no longer just handheld and the Triton are not tools. More and more woodworkers keep very useful. one mounted in a table. That gives more precise control over a variety of work, us- ing bits that otherwise would be too big to use safely. A table allows the use of feather- boards, hold-downs, a miter gauge, and other aids that won’t work with a hand- held router. With a table-mounted router, you can create moldings on large or small stock, make raised panels using large bits, cut sliding dovetails, and much more. Until recently, the best way to marry router and table was with a router lift, an expensive device that holds the router and allows you to change bits and adjust cut- ting height from above the table. -

Tips and Techniques for Using a Detail Gouge
Woodturning Tools, Techniques, and Projects Alan N. Leland Tips and Techniques for Using a Detail Gouge Roughing with a Spindle Gouge I prefer to rough out my spindles with a 1 1/4” roughing gouge or a ¾” roughing gouge. Roughing out can be accomplished with a detail gouge but it takes a bit longer and the finished cuts are not as smooth. Used properly a 1 ¼” roughing gouge can leave nearly the same finish as a skew. For roughing cuts: the cut is started approximately 2” in from the tail stock end and proceeds in multiple 2” increments cutting toward the tail stock until approximately 3” from the head stock end of the blank at which point the direction of cut is reversed toward the head stock these cuts are accomplished with the tool handle perpendicular to the blank and the end of the handle down at approximately a 45 degree angle to insure that when the cutting edge makes contact with the wood that the bevel is rubbing and the tool is not cutting until the handle is raised up to start the cut. Hold the tool firmly but not tight as in all turning the tool needs to be easily manipulated and this can not be done with a tight grip on the tool. The feet should be spread apart and the body should be free to move with the cut. To achieve the most control, the flute of the tool is sandwiched between the thumb and fingers of the left hand. The thumb is exerting pressure down toward the tool rest and is griping the flute against the fingers. -
Woodturning Magazine Index 1
Woodturning Magazine Index 1 Mag Page Woodturning Magazine - Index - Issues 1 - 271 No. No. TYPE TITLE AUTHOR Types of articles are grouped together in the following sequence: Feature, Projects, Regulars, Readers please note: Skills and Projects, Technical, Technique, Test, Test Report, Tool Talk Feature - Pages 1 - 32 Projects - Pages 32 - 56 Regulars - Pages 56 - 57 Skills and Projects - Pages 57 - 70 Technical - Pages 70 - 84 Technique - Pages 84 - 91 Test - Pages 91 - 97 Test Report - Pages 97 - 101 Tool Talk - Pages 101 - 103 1 36 Feature A review of the AWGB's Hay on Wye exhibition in 1990 Bert Marsh 1 38 Feature A light hearted look at the equipment required for turning Frank Sharman 1 28 Feature A review of Raffan's work in 1990 In house 1 30 Feature Making a reasonable living from woodturning Reg Sherwin 1 19 Feature Making bowls from Norfolk Pine with a fine lustre Ron Kent 1 4 Feature Large laminated turned and carved work Ted Hunter 2 59 Feature The first Swedish woodturning seminar Anders Mattsson 2 49 Feature A report on the AAW 4th annual symposium, Gatlinburg, 1990 Dick Gerard 2 40 Feature A review of the work of Stephen Hogbin In house 2 52 Feature A review of the Craft Supplies seminar at Buxton John Haywood 2 2 31 Feature A review of the Irish Woodturners' Seminar, Sligo, 1990 Merryll Saylan 2 24 Feature A review of the Rufford Centre woodturning exhibition Ray Key 2 19 Feature A report of the 1990 instructors' conference in Caithness Reg Sherwin 2 60 Feature Melbourne Wood Show, Melbourne October 1990 Tom Darby 3 58 -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -

A Paper on Two Spindle Drilling Head
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395 -0056 Volume: 04 Issue: 04 | Apr -2017 www.irjet.net p-ISSN: 2395-0072 A Paper on Two Spindle Drilling Head Dnyaneshwar B Bharad1, Rahul D Gawande2, Pratik D Ghangale3, Rahul K Gunjal4, Prof.A.S.Autade5,Prof.P.P.Darade6 1BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 2BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 3BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 4BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 5,6Asst. Prof. Mechanical, SND COE & RC, Yeola, Maharashtra, India ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - Generally, the growth of Indian manufacturing In this system, motions are obtained either by raising the sector is largely depends on productivity & quality. work table or it can be done by lowering the drills head. The Productivity depends upon various factors, one of the major centre distance between the drill spindles are adjusted in factors is efficiency with which the operation activities are such a way that spindle are connected to the main spindle carried out in the industry. Productivity can be highly by universal joints. In mass production work drill jigs are improved by reducing the machining time and combining generally used for guiding the drills in the work piece. It is the operations etc. As the name indicates twin spindle necessary to achieve the accurate results. Drilling depth can drilling machines have two spindles driven by a single power not be estimated properly. Different size of hole can not be head, and these two spindles holding the drill bits are fed drilled without changing the drill bit. -

Lathe Parts and Accessories
What’s that called? Lathe Parts and Accessories Headstock Toolrest Handwheel Tailstock Spindle Quill or Ram Tailstock handwheel Swing over Spindle bed Axis Speed control Leg Bed or Ways Banjo Length Illustration by Robin Springett If you are new to woodturning, these runs perpendicular to the lathe’s bed illustrations can help you learn the common and spindle axis. As the name parts of a lathe, as well as important accessories implies, spindle turning is how stair specific tospindle and faceplate turning. balusters, chair parts, and other furniture parts are made. Bowls and platters are generally The terms spindle turning and faceplate turned in faceplate orientation. turning refer to the orientation of the wood grain relative to the axis of the lathe. Spindle Wood can be mounted in both grain orientation means the wood grain runs parallel orientations using the same methods and ➮ to the lathe’s bed, or ways, and spindle axis. accessories. Faceplate orientation means the wood grain Woodturning FUNdamentals 1 © American Association of Woodturners | woodturner.org viewed from the tailstock). Most modern lathes Lathe parts (but few older designs) can switch to “Reverse” Lathes from various manufacturers differ for sanding and finishing. in some ways, such as motor systems, speed adjustments, size, and other features. But The spindle has a female Morse taper on the the basic premise and major components are inside and male threads on the outside. These common to all of them. two features, which vary in size by make and model, allow you to mount accessories and turn The headstock is the drive end of the lathe, wood. -
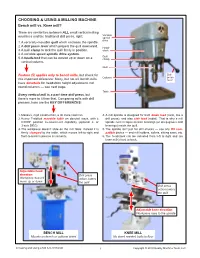
Choosing & Using a Milling Machine
CHOOSING & USING A MILLING MACHINE Bench mill vs. Knee mill? There are similarities between ALL small vertical milling Variable machines and the traditional drill press, right: speed drive 1. A vertically-movable quill which encloses the spindle. 2. A drill press lever which propels the quill downward. Head- 3. A quill clamp to lock the quill firmly in position. stock 4. A variable-speed spindle drive system. Quill 5. A headstock that can be moved up or down on a clamp vertical column. Quill Feature (5) applies only to bench mills, but check for Drill Column press this important difference: Many, but not all, bench mills lever have dovetails for headstock height adjustment, not round columns — see next page. Table Every vertical mill is a part-time drill press, but there’s more to it than that. Comparing mills with drill presses, here are the KEY DIFFERENCES: 1. Massive, rigid construction, a lot more cast iron. 4. A mill spindle is designed for both down load (axial, like a 2. Heavy T-slotted movable table on dovetail ways, with ± drill press), and also side load (radial). That is why a mill 0.0005″ position measurement capability (optional 2- or spindle runs in tapered roller bearings (or deep-groove ball 3-axis DRO). bearings) inside the quill. 3. The workpiece doesn’t slide on the mill table: instead it is 5. The spindle isn’t just for drill chucks — use any R8 com- firmly clamped to the table, which moves left-to-right and patible device — end mill holders, collets, slitting saws, etc. -

TEACHER's RESOURCE and PROJECT GUIDE Teaching Resources AAW TABLE of CONTENTS EDUCATION
TEACHER'S RESOURCE AND PROJECT GUIDE Teaching Resources AAW TABLE OF CONTENTS EDUCATION Turning to the Future Teachers Resource and Project Guide Note from Phil McDonald, AAW Executive Director 1 Safety • Intro to the Lathe 2 • Lathe Speed 3 • Personal Protection Equipment (PPE) 4 • Teaching Tips 5 Best Practices • Anchor Bevel Cut 9 • Before Turning on the lathe 10 • Lesson Plans & Handouts 11 • Workshop Environmental & Protocol 12 • General Student Shop Guidelines 13 Projects • Bottle Stopper 14 • Natural Edge Bowl 45 • Christmas Ornaments 17 • Open Bowl 53 • Gavel 19 • Ornament Stand 57 • Goblet 24 • Pen 59 • Honey Dipper 27 • Small Screwdriver 63 • Key Chains 31 • Spheres 65 • Lidded Box 35 • Top 70 • Morse Taper 40 • Weed Pot 73 • Napkin Rings 42 • Whisk 75 Teaching Resources Board of Directors A Note About Safety: An accident at a publication by the American Kurt Hertzog, President the lathe can happen with blinding Association of Woodturners Art Liestman , VP suddenness. Respiratory and other 222 Landmark Ctr Rob Wallace, Sec. problems can build over years. Take 75 5th St W Gregory Schramek, precautions when you turn. Safety St. Paul, MN 55102 Treas. guidelines are published online at phone 651-484-9094 Lou Williams http://www.woodturner.org/?page=Safety website woodturner.org Denis Delehanty Following them will help you continue to Exec. Director: Phil McDonald Louis Vadeboncoeur enjoy woodturning. [email protected] Jeff Brockett Kathleen Duncan AAW | woodturner.org INTRODUCTION Greeting from Phil McDonald, AAW Executive Director The AAW staff and board are pleased to present you with this complimentary special edition of our Turning to the Future Teaching Resources. -

2010-09 September Newsletter
GULF COAST WOODTURNER September, 2010 PRESIDENT’S CORNER GCWA Web Sites: Http://www.gulfcoastwoodturners.org I don’t know about you, but I came back from SWAT with a new energy for my work. The annual symposium was again held in Waco, as it will be for the foreseeable future. The construction was a major hassle, and we ended up was beaucoup going on in Waco, so if I missed anything hosting a “room” that was bounded by curtains, but the or anyone, I apologize. demos were super and we all had a great time. Speaking of our room, the new A/V system worked flawlessly. We’ve got a lot coming up in the next few months, starting Thanks to Thomas Irven and all those who have helped with the September demo by Paula Haymond, who will with this system. We did get a new speaker recently, and talk to us about her techniques for surface decoration. I’m I’m hearing that it is a big improvement. If you don’t agree, sure you have joined me in awe of some of her recent let me know. work. In addition to giving us a meeting demo, Paula will be leading two small hands-on workshops on surface Our lead demonstrator in Room 3 was Molly Winton, a decoration. The first class is full, and I hear from George very sweet and talented lady. Her daughter Jean was with Kabacinski that there is one place left in the second her, and Jean even got to turn a pen! Now Molly has to class to be offered Oct 9 at George’s shop. -
Using the Tormach PCNC Duality Lathe
Using the Tormach PCNC Duality Lathe Programmer's and Operator's Guide to the Duality Lathe © 2008 Tormach® LLC All Rights Reserved Questions or comments? Please email us at: PCNC Duality Lathe Manual [email protected] Part Number 31023 – Rev A1-2 Preface Using Tormach PCNC Duality Lathe ii 301023 Rev A1-2 Contents 1. Preface................................................................................................7 1.1 Manual Overview...............................................................................................................7 1.2 Safety..................................................................................................................................7 1.2.1 Safety Publications..............................................................................................................7 1.2.2 Operator Safety....................................................................................................................7 1.2.3 Electrical Safety...................................................................................................................9 1.3 Performance Expectations.................................................................................................9 1.3.1 Cutting Ability.....................................................................................................................9 1.3.2 Understanding Accuracy....................................................................................................10 1.3.3 Resolution, Accuracy and Repeatability of -

Study Unit Toolholding Systems You’Ve Studied the Process of Machining and the Various Types of Machine Tools That Are Used in Manufacturing
Study Unit Toolholding Systems You’ve studied the process of machining and the various types of machine tools that are used in manufacturing. In this unit, you’ll take a closer look at the interface between the machine tools and the work piece: the toolholder and cutting tool. In today’s modern manufacturing environ ment, many sophisti- Preview Preview cated machine tools are available, including manual control and computer numerical control, or CNC, machines with spe- cial accessories to aid high-speed machining. Many of these new machine tools are very expensive and have the ability to machine quickly and precisely. However, if a careless deci- sion is made regarding a cutting tool and its toolholder, poor product quality will result no matter how sophisticated the machine. In this unit, you’ll learn some of the fundamental characteristics that most toolholders have in common, and what information is needed to select the proper toolholder. When you complete this study unit, you’ll be able to • Understand the fundamental characteristics of toolhold- ers used in various machine tools • Describe how a toolholder affects the quality of the machining operation • Interpret national standards for tool and toolholder iden- tification systems • Recognize the differences in toolholder tapers and the proper applications for each type of taper • Explain the effects of toolholder concentricity and imbalance • Access information from manufacturers about toolholder selection Remember to regularly check “My Courses” on your student homepage. Your instructor -

Twice As Sharp® Operators Manual
OPERATORS MANUAL TWICE AS SHARP® Scissors Sharpening System Customer service 1-800-888-3832 Professionally Sharpen Scissors and Shears manufactured by WOLFF INDUSTRIES, Inc. BACKGROUND INFORMATION ON LEE WOLFF Inventor of Twice as Sharp® 1930 - 1996 In 1957 Lee Wolff started a sewing machine sales and service business. Fabrics and a complete line of sewing needs were added in 1963, and the number of employees grew to 25 to handle the volume. During those years, Lee did a great deal of scissors sharpening and repair and made im- portant modifications on the available scissors sharpening equipment. In 1971 Lee and Mary Wolff became the first major importer and distributor of plastic handled scissors in the United States. They started to manufacture sewing scissors in 1973 under the trade name of KNIP. A U.S. patent was granted on the KNIP. The scissors factory was sold to American Scissors Corp. in 1980 and moved to the south. Lee set up the factory and innovated many new manufacturing processes. The July 1983 Consumers Reports rates the American Scissors designed and produced by Lee Wolff as a best buy. He also designed a full line of unique plastic handled scissors with interchangeable parts. Lee worked on perfecting the process of scissors sharpening for many years. It is necessary to accurately control the cutting angles, reduce burr formation during sharpening, and do deburring and micro-sharpening as a final process. This method produces scissors that are normally twice as sharp, hence the name Twice as Sharp® scissors sharpener. A United States patent has been granted as well as several foreign patents.