SPINDLE OFFSET TURNING Richard Pikul 1.0 PARALLEL AXIS TURNING
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Tips and Techniques for Using a Detail Gouge
Woodturning Tools, Techniques, and Projects Alan N. Leland Tips and Techniques for Using a Detail Gouge Roughing with a Spindle Gouge I prefer to rough out my spindles with a 1 1/4” roughing gouge or a ¾” roughing gouge. Roughing out can be accomplished with a detail gouge but it takes a bit longer and the finished cuts are not as smooth. Used properly a 1 ¼” roughing gouge can leave nearly the same finish as a skew. For roughing cuts: the cut is started approximately 2” in from the tail stock end and proceeds in multiple 2” increments cutting toward the tail stock until approximately 3” from the head stock end of the blank at which point the direction of cut is reversed toward the head stock these cuts are accomplished with the tool handle perpendicular to the blank and the end of the handle down at approximately a 45 degree angle to insure that when the cutting edge makes contact with the wood that the bevel is rubbing and the tool is not cutting until the handle is raised up to start the cut. Hold the tool firmly but not tight as in all turning the tool needs to be easily manipulated and this can not be done with a tight grip on the tool. The feet should be spread apart and the body should be free to move with the cut. To achieve the most control, the flute of the tool is sandwiched between the thumb and fingers of the left hand. The thumb is exerting pressure down toward the tool rest and is griping the flute against the fingers. -
Woodturning Magazine Index 1
Woodturning Magazine Index 1 Mag Page Woodturning Magazine - Index - Issues 1 - 271 No. No. TYPE TITLE AUTHOR Types of articles are grouped together in the following sequence: Feature, Projects, Regulars, Readers please note: Skills and Projects, Technical, Technique, Test, Test Report, Tool Talk Feature - Pages 1 - 32 Projects - Pages 32 - 56 Regulars - Pages 56 - 57 Skills and Projects - Pages 57 - 70 Technical - Pages 70 - 84 Technique - Pages 84 - 91 Test - Pages 91 - 97 Test Report - Pages 97 - 101 Tool Talk - Pages 101 - 103 1 36 Feature A review of the AWGB's Hay on Wye exhibition in 1990 Bert Marsh 1 38 Feature A light hearted look at the equipment required for turning Frank Sharman 1 28 Feature A review of Raffan's work in 1990 In house 1 30 Feature Making a reasonable living from woodturning Reg Sherwin 1 19 Feature Making bowls from Norfolk Pine with a fine lustre Ron Kent 1 4 Feature Large laminated turned and carved work Ted Hunter 2 59 Feature The first Swedish woodturning seminar Anders Mattsson 2 49 Feature A report on the AAW 4th annual symposium, Gatlinburg, 1990 Dick Gerard 2 40 Feature A review of the work of Stephen Hogbin In house 2 52 Feature A review of the Craft Supplies seminar at Buxton John Haywood 2 2 31 Feature A review of the Irish Woodturners' Seminar, Sligo, 1990 Merryll Saylan 2 24 Feature A review of the Rufford Centre woodturning exhibition Ray Key 2 19 Feature A report of the 1990 instructors' conference in Caithness Reg Sherwin 2 60 Feature Melbourne Wood Show, Melbourne October 1990 Tom Darby 3 58 -

Lathe Parts and Accessories
What’s that called? Lathe Parts and Accessories Headstock Toolrest Handwheel Tailstock Spindle Quill or Ram Tailstock handwheel Swing over Spindle bed Axis Speed control Leg Bed or Ways Banjo Length Illustration by Robin Springett If you are new to woodturning, these runs perpendicular to the lathe’s bed illustrations can help you learn the common and spindle axis. As the name parts of a lathe, as well as important accessories implies, spindle turning is how stair specific tospindle and faceplate turning. balusters, chair parts, and other furniture parts are made. Bowls and platters are generally The terms spindle turning and faceplate turned in faceplate orientation. turning refer to the orientation of the wood grain relative to the axis of the lathe. Spindle Wood can be mounted in both grain orientation means the wood grain runs parallel orientations using the same methods and ➮ to the lathe’s bed, or ways, and spindle axis. accessories. Faceplate orientation means the wood grain Woodturning FUNdamentals 1 © American Association of Woodturners | woodturner.org viewed from the tailstock). Most modern lathes Lathe parts (but few older designs) can switch to “Reverse” Lathes from various manufacturers differ for sanding and finishing. in some ways, such as motor systems, speed adjustments, size, and other features. But The spindle has a female Morse taper on the the basic premise and major components are inside and male threads on the outside. These common to all of them. two features, which vary in size by make and model, allow you to mount accessories and turn The headstock is the drive end of the lathe, wood. -

TEACHER's RESOURCE and PROJECT GUIDE Teaching Resources AAW TABLE of CONTENTS EDUCATION
TEACHER'S RESOURCE AND PROJECT GUIDE Teaching Resources AAW TABLE OF CONTENTS EDUCATION Turning to the Future Teachers Resource and Project Guide Note from Phil McDonald, AAW Executive Director 1 Safety • Intro to the Lathe 2 • Lathe Speed 3 • Personal Protection Equipment (PPE) 4 • Teaching Tips 5 Best Practices • Anchor Bevel Cut 9 • Before Turning on the lathe 10 • Lesson Plans & Handouts 11 • Workshop Environmental & Protocol 12 • General Student Shop Guidelines 13 Projects • Bottle Stopper 14 • Natural Edge Bowl 45 • Christmas Ornaments 17 • Open Bowl 53 • Gavel 19 • Ornament Stand 57 • Goblet 24 • Pen 59 • Honey Dipper 27 • Small Screwdriver 63 • Key Chains 31 • Spheres 65 • Lidded Box 35 • Top 70 • Morse Taper 40 • Weed Pot 73 • Napkin Rings 42 • Whisk 75 Teaching Resources Board of Directors A Note About Safety: An accident at a publication by the American Kurt Hertzog, President the lathe can happen with blinding Association of Woodturners Art Liestman , VP suddenness. Respiratory and other 222 Landmark Ctr Rob Wallace, Sec. problems can build over years. Take 75 5th St W Gregory Schramek, precautions when you turn. Safety St. Paul, MN 55102 Treas. guidelines are published online at phone 651-484-9094 Lou Williams http://www.woodturner.org/?page=Safety website woodturner.org Denis Delehanty Following them will help you continue to Exec. Director: Phil McDonald Louis Vadeboncoeur enjoy woodturning. [email protected] Jeff Brockett Kathleen Duncan AAW | woodturner.org INTRODUCTION Greeting from Phil McDonald, AAW Executive Director The AAW staff and board are pleased to present you with this complimentary special edition of our Turning to the Future Teaching Resources. -

2010-09 September Newsletter
GULF COAST WOODTURNER September, 2010 PRESIDENT’S CORNER GCWA Web Sites: Http://www.gulfcoastwoodturners.org I don’t know about you, but I came back from SWAT with a new energy for my work. The annual symposium was again held in Waco, as it will be for the foreseeable future. The construction was a major hassle, and we ended up was beaucoup going on in Waco, so if I missed anything hosting a “room” that was bounded by curtains, but the or anyone, I apologize. demos were super and we all had a great time. Speaking of our room, the new A/V system worked flawlessly. We’ve got a lot coming up in the next few months, starting Thanks to Thomas Irven and all those who have helped with the September demo by Paula Haymond, who will with this system. We did get a new speaker recently, and talk to us about her techniques for surface decoration. I’m I’m hearing that it is a big improvement. If you don’t agree, sure you have joined me in awe of some of her recent let me know. work. In addition to giving us a meeting demo, Paula will be leading two small hands-on workshops on surface Our lead demonstrator in Room 3 was Molly Winton, a decoration. The first class is full, and I hear from George very sweet and talented lady. Her daughter Jean was with Kabacinski that there is one place left in the second her, and Jean even got to turn a pen! Now Molly has to class to be offered Oct 9 at George’s shop. -
Using the Tormach PCNC Duality Lathe
Using the Tormach PCNC Duality Lathe Programmer's and Operator's Guide to the Duality Lathe © 2008 Tormach® LLC All Rights Reserved Questions or comments? Please email us at: PCNC Duality Lathe Manual [email protected] Part Number 31023 – Rev A1-2 Preface Using Tormach PCNC Duality Lathe ii 301023 Rev A1-2 Contents 1. Preface................................................................................................7 1.1 Manual Overview...............................................................................................................7 1.2 Safety..................................................................................................................................7 1.2.1 Safety Publications..............................................................................................................7 1.2.2 Operator Safety....................................................................................................................7 1.2.3 Electrical Safety...................................................................................................................9 1.3 Performance Expectations.................................................................................................9 1.3.1 Cutting Ability.....................................................................................................................9 1.3.2 Understanding Accuracy....................................................................................................10 1.3.3 Resolution, Accuracy and Repeatability of -

Guide to Gouges
FEATURE ooking through woodturning catalogs can be overwhelming— L the choices in lathe tools alone are vast! One manufacturer lists over a dozen gouges in various sizes and styles. So, how do you choose? This brief guide will help you understand the basics of gouges and explain how to get the most from these indispensable tools. Spindle-roughing gouge Used for spindle turning only. The large cross-section at the cutting end is effective for roughing down square stock and for removing wood quickly. This tool is commonly sold in 1¼" and ¾" (32 mm and 20 mm). Size is determined by measuring across the flute. The inside profile of the flute is A Guide concentric with the outside of the tool. Wall thickness is consistently about to ¼" (6 mm). The spindle-roughing gouge (SRG) is dangerous to use on Joe Larese bowl blanks because the shank has Gouges a thin cross-section where it enters the handle (see sidebar). (A notable exception is the SRG from P&N, an Spindle-roughing gouge profile Australian manufacturer. The section that enters the handle is much heavier. Despite this, the tool should only be used on spindles.) The SRG works best with a bevel angle of about 45°. A shorter bevel adds unnecessary resistance; a longer bevel creates an edge that is too fragile for roughing out work. The profile of the cutting edge is ground straight across, making sharpening a straight- forward procedure. In use, the flute faces up at 90° for the initial roughing cuts. In this posi- tion, the near vertical wings sever wood fibers as the large curved edge gouges away the bulk of the mate- rial. -
Thread Wrapping on the Lathe Part 1 Basics
THREAD WRAPPING ON THE LATHE PART 1 BASICS Contributed by: Tom Wilson A.K.A “Jolly Red” This tutorial was downloaded from http://www.penturners.org The International Association of Penturners - 2016 THREAD WRAPPING ON THE LATHE - PART 1 BASICS By: Tom Wilson AKA Jolly Red This is Part 1 of a 2-part article on wrapping thread decorations on spindle turning projects. Part 1 will cover "base wraps", and Part 2 will cover making "cross wraps". It is highly recommended that you read Part 1 before reading Part 2, since the concepts in Part 1 are used in Part 2. The techniques I found for thread wrapping is for building and decorating fishing rods, and the reference books below are about that craft. Since we are doing projects that are much shorter than a fishing rod, the tools and procedures need to be modified somewhat from rod building, but the basic idea is the same. The wrapped patterns from the rod builders can be used directly on wood turning projects, they just don't need to be as long as is used on a fishing rod. Any spindle oriented project with a central hole through it can be decorated, whether or not it has a brass tube in it. The wrapping can also be done directly on a brass tube, then cast in resin, and many fine examples of this have been shown on the IAP forums. The following is on how to use a turned wood blank with a brass tube in it, and applying the wraps to that blank. -

40” WOODLATHE Model No
40” WOODLATHE Model No. CWL1000 Part No. 6500685 OPERATING & MAINTENANCE INSTRUCTIONS 0408 DECARATION OF CONFORMITY We declare that this product conforms to the followinhg EC Directive: • 98/37/EC signed D. Kemp Engineering Manager CONTENTS Page Lathe Specifications ................................................................................................... 3 General Safety Instructions........................................................................................ 4 Wood Lathe Safety Instructions ................................................................................. 5 Electrical Connections and Motor Specifications................................................... 6 Unpacking And Checking Contents ........................................................................ 7 Optional Accessories ................................................................................................. 7 Main Component ID ................................................................................................... 8 Assembly ..................................................................................................................... 8 Spindle Speeds and Belt Tensioning ....................................................................... 10 Basic Techniques ...................................................................................................... 11 Using Woodworking Chisels..................................................................................... 13 Making Standard Cuts ............................................................................................ -

The Lathes of Old Sturbridge Village ALAN LACER and FRANK WHITE
A LOOK BACK The lathes of Old Sturbridge Village ALAN LACER AND FRANK WHITE EDITOR’S NOTE: Last year, Alan Lacer comers to this process of shaping has been turned on such lathes as met Frank White, an historian and cura- wood by spinning it about an axis. those pictured on these pages. tor at the living museum, Old Stur- When working at the lathe the con- For centuries reciprocating lathes, bridge Village, in Sturbridge, MA. Like venience of the electric motor con- driven by a spring pole, a bow, or Lacer, White also happens to be a turner ceals the fact that until quite recently even a cord powered directly by an and an active member of the AAW. Old the turner, an assistant, or water assistant, were the basic machines for Sturbridge Village possesses quite a provided the power to turn. On the woodturning. Even in technologically number of lathes from the 18th and 19th other hand, looking at the lathes in advanced England well into the twen- centuries. Unfortunately, the majority the Old Sturbridge Village collec- tieth century, spring-pole lathes con- are in storage and not available for pub- tion, one is struck by how little has tinued to be preferred by chair lic viewing. But White treated Lacer to changed in the last few centuries. In bodgers and bowl turners. Bodgers an illuminating peek at these treasures, fact, comparing these lathes with liked these lathes because of their and they agreed that they deserved to be those made by such turners as Ed portability and the ease with which shared, hence this article. -
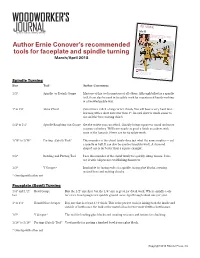
IT Lathe Charts.Indd
TOOL TUTORIAL Lathe 101 By Ernie Conover WJ woodturning columnist Ernie Conover gives you an in-depth examination of the woodturner’s main tool: let’s look at the lathe. Hand Wheel Quill Lock Quill Live Center Headstock Tool-rest Tailstock Faceplate Tool-rest Lock Tailstock Spindle Lock Banjo Magnetic Remote On/Off Motor Switch Banjo Lock On/Off Author Ernie Conover’s recommended Switch Ways Bed Tool Holder Legs Legs tools for faceplateMarch/April and 2018 spindle turning Knockout Bar www.woodworkersjournal.com MORE ON THE WEB For a video comparing mini, midi and full-size lathes, plus a www.woodworkersjournal.com VIDEO spreadsheet of the author’s recommended tools for faceplate MORE ON THE WEB and spindle turning, please visit woodworkersjournal.com and click on “More on the Web” under the Magazine tab. 50 April 2018 Woodworker’s Journal www.woodworkersjournal.com 248.050-058 Tool Tutorial.indd 50 1/30/18MORE 3:01 PM ON THE WEB www.woodworkersjournal.com MORE ON THE WEB Author Comments Spindle Turning www.woodworkersjournal.com Tool MORE ON THE WEB Size Spindle (or Detail) Gouge Masterytool, of it thiscan alsotool isbe mastery used in faceplateof all others. work Although by experienced billed as hands a spindle working 1/2" in a knowledgeable way. (Sometimes called a long corner chisel) You will have a very hard time Skew Chisel learning with a skew narrower than 1". An oval skew is much easier to 1" to 1¼" use and the best starting chisel. Spindle Roughing Out Gouge Getaccurate the widest cylinders. you can Will afford. -

Operating Instructions and Parts Manual Woodturning Lathe 20” X 20” Model PM2020
Operating Instructions and Parts Manual Woodturning Lathe 20” x 20” Model PM2020 Powermatic 427 New Sanford Road LaVergne, Tennessee 37086 Part No. M-1792020 Ph.: 800-274-6848 Revision A2 12/2018 www.powermatic.com Copyright © 2017 Powermatic 1.0 Warranty and Service Powermatic warrants every product it sells against manufacturers’ defects. If one of our tools needs service or repair, please contact Technical Service by calling 1-800-274-6846, 8AM to 5PM CST, Monday through Friday. Warranty Period The general warranty lasts for the time period specified in the literature included with your product or on the official Powermatic branded website. Powermatic products carry a limited warranty which varies in duration based upon the product. (See chart below) Accessories carry a limited warranty of one year from the date of receipt. Consumable items are defined as expendable parts or accessories expected to become inoperable within a reasonable amount of use and are covered by a 90 day limited warranty against manufacturer’s defects. Who is Covered This warranty covers only the initial purchaser of the product from the date of delivery. What is Covered This warranty covers any defects in workmanship or materials subject to the limitations stated below. This warranty does not cover failures due directly or indirectly to misuse, abuse, negligence or accidents, normal wear-and-tear, improper repair, alterations or lack of maintenance. Powermatic woodworking machinery is designed to be used with Wood. Use of these machines in the processing of metal, plastics, or other materials may void the warranty. The exceptions are acrylics and other natural items that are made specifically for wood turning.