Woodworking Glossary
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
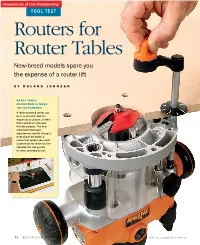
Routers for Router Tables New-Breed Models Spare You the Expense of a Router Lift
Compliments of Fine Woodworking TOOL TEST Routers for Router Tables New-breed models spare you the expense of a router lift BY ROLAND JOHNSON ABOVE-TABLE ADJUSTMENTS MAKE THE DIFFERENCE A table-mounted router can be very versatile. But it’s important to choose a router that’s designed expressly for that purpose. The best allow both bit-height adjustments and bit changes from above the table. A router that makes you reach underneath for these routine adjustments will quickly become annoying to use. 54 FINE WOODWO R K in G Photo, this page (right): Michael Pekovich outers are among the most versatile tools in the shop—the go-to gear Height adjustment Rwhen you want molded edges on lumber, dadoes in sheet stock, mortises for Crank it up. All the tools for adjusting loose tenons, or multiple curved pieces bit height worked well. Graduated that match a template. dials on the Porter-Cable Routers are no longer just handheld and the Triton are not tools. More and more woodworkers keep very useful. one mounted in a table. That gives more precise control over a variety of work, us- ing bits that otherwise would be too big to use safely. A table allows the use of feather- boards, hold-downs, a miter gauge, and other aids that won’t work with a hand- held router. With a table-mounted router, you can create moldings on large or small stock, make raised panels using large bits, cut sliding dovetails, and much more. Until recently, the best way to marry router and table was with a router lift, an expensive device that holds the router and allows you to change bits and adjust cut- ting height from above the table. -

Tiny Vise Edge Clamps Truly Exert Down Thrust Force on the Workpiece, to Prevent It from Lifting
+44 (0)1204 699959 [email protected] www.hyquip.co.uk/web/index TINY VISE ™ EDGE CLAMPS BODY: 1018 STEEL, CARBURIZED-HARDENED, BLACK OXIDE FINISH THRUST WASHER: 1144 STEEL, HEAT TREATED, BLACK OXIDE FINISH FLAT-HEAD SOCKET SCREW: STEEL, BLACK OXIDE FINISH An important clamping development! These mini edge clamps grip the side of a workpiece to keep the top clear for machining. Patented design features a slotted countersink to provide strong, reliable clamping force with the easy turn of a hex wrench. These compact clamps are ideal for fixturing multiple parts, small or large. Each clamp has both a serrated face (for maximum gripping) and a smooth face (to avoid marring finished parts). These clamps look so simple, but work amazingly well, with major advantages over earlier designs. Flat Jaw Patent number 5.624.106. Made in USA. (Reversible, Serrated or Smooth) Clamping force is applied by positive screw action with the easy turn of a hex wrench (not with an unreliable, unsafe eccentric cam as Clamping force is applied by positive screw action with used in other designs). A high-strength Flat- the easy turn of a hex wrench. Head Socket Screw engages a mating offset countersink to exert strong clamping force. Much more durable than other designs. Only Tiny Vise Edge Clamps truly exert down thrust force on the workpiece, to prevent it from lifting. A thrust washer underneath the clamp engages a mating offset countersink to provide downward action. Patented design features a slotted countersink. Available in a wide range of sizes, from a miniature #8-32 thread size, up to a powerful 1”-8 thread size with 2500 lbs clamping force. -

Hand Saws Hand Saws Have Evolved to fill Many Niches and Cutting Styles
Source: https://www.garagetooladvisor.com/hand-tools/different-types-of-saws-and-their-uses/ Hand Saws Hand saws have evolved to fill many niches and cutting styles. Some saws are general purpose tools, such as the traditional hand saw, while others were designed for specific applications, such as the keyhole saw. No tool collection is complete without at least one of each of these, while practical craftsmen may only purchase the tools which fit their individual usage patterns, such as framing or trim. Back Saw A back saw is a relatively short saw with a narrow blade that is reinforced along the upper edge, giving it the name. Back saws are commonly used with miter boxes and in other applications which require a consistently fine, straight cut. Back saws may also be called miter saws or tenon saws, depending on saw design, intended use, and region. Bow Saw Another type of crosscut saw, the bow saw is more at home outdoors than inside. It uses a relatively long blade with numerous crosscut teeth designed to remove material while pushing and pulling. Bow saws are used for trimming trees, pruning, and cutting logs, but may be used for other rough cuts as well. Coping Saw With a thin, narrow blade, the coping saw is ideal for trim work, scrolling, and any other cutting which requires precision and intricate cuts. Coping saws can be used to cut a wide variety of materials, and can be found in the toolkits of everyone from carpenters and plumbers to toy and furniture makers. Crosscut Saw Designed specifically for rough cutting wood, a crosscut saw has a comparatively thick blade, with large, beveled teeth. -

Tips and Techniques for Using a Detail Gouge
Woodturning Tools, Techniques, and Projects Alan N. Leland Tips and Techniques for Using a Detail Gouge Roughing with a Spindle Gouge I prefer to rough out my spindles with a 1 1/4” roughing gouge or a ¾” roughing gouge. Roughing out can be accomplished with a detail gouge but it takes a bit longer and the finished cuts are not as smooth. Used properly a 1 ¼” roughing gouge can leave nearly the same finish as a skew. For roughing cuts: the cut is started approximately 2” in from the tail stock end and proceeds in multiple 2” increments cutting toward the tail stock until approximately 3” from the head stock end of the blank at which point the direction of cut is reversed toward the head stock these cuts are accomplished with the tool handle perpendicular to the blank and the end of the handle down at approximately a 45 degree angle to insure that when the cutting edge makes contact with the wood that the bevel is rubbing and the tool is not cutting until the handle is raised up to start the cut. Hold the tool firmly but not tight as in all turning the tool needs to be easily manipulated and this can not be done with a tight grip on the tool. The feet should be spread apart and the body should be free to move with the cut. To achieve the most control, the flute of the tool is sandwiched between the thumb and fingers of the left hand. The thumb is exerting pressure down toward the tool rest and is griping the flute against the fingers. -

Analysis and Strengthening of Carpentry Joints 1. Introduction 2
Generated by Foxit PDF Creator © Foxit Software Branco, J.M., Descamps, T., Analysis and strengthening http://www.foxitsoftware.comof carpentry joints. Construction andFor Buildingevaluation Materials only. (2015), 97: 34–47. http://dx.doi.org/10.1016/j.conbuildmat.2015.05.089 Analysis and strengthening of carpentry joints Jorge M. Branco Assistant Professor ISISE, Dept. Civil Eng., University of Minho Guimarães, Portugal Thierry Descamps Assistant Professor URBAINE, Dept. Structural Mech. and Civil Eng., University of Mons Mons, Belgium 1. Introduction Joints play a major role in the structural behaviour of old timber frames [1]. Current standards mainly focus on modern dowel-type joints and usually provide little guidance (with the exception of German and Swiss NAs) to designers regarding traditional joints. With few exceptions, see e.g. [2], [3], [4], most of the research undertaken today is mainly focused on the reinforcement of dowel-type connections. When considering old carpentry joints, it is neither realistic nor useful to try to describe the behaviour of each and every type of joint. The discussion here is not an extra attempt to classify or compare joint configurations [5], [6], [7]. Despite the existence of some classification rules which define different types of carpentry joints, their applicability becomes difficult. This is due to the differences in the way joints are fashioned depending, on the geographical location and their age. In view of this, it is mandatory to check the relevance of the calculations as a first step. This first step, to, is mandatory. A limited number of carpentry joints, along with some calculation rules and possible strengthening techniques are presented here. -

MACHINE VISE SHEETS.Idw
PARTS LIST ITEM QTY PART NUMBER MATERIAL DESCRIPTION 1 1 BASE CAST IRON 2 1 SLIDING JAW CAST IRON 3 2 JAW PLATE SAE 3140 4 1 VISE SCREW SAE 3140 5 1 COLLAR SAE 1020 6 1 SPECIAL KEY SAE 1020 7 1 HANDLE ROD COLD ROLLED STELL 8 2 HANDLE BALL SAE 1020 9 2 SLIDE KEY SAE 1020 10 2 SET SCREW SAE 1016 11 4 SLOTTED FLAT STEEL MILD ANSI B18.6.3 - 10-24 x COUNTERSUNK HEAD 5/8 MACHINE SCREW 12 2 TAPER PIN STANDARD #000 TAPER PIN LEGEND: DIAMETER R RADIUS ° DEGREES COUNTERBORE DEPTH COUNTERSINK MASTER ASSEMBLY SCALE 1 : 1 GENERAL NOTES: FILLEDS AND ROUNDS R.125 UNLESS OTHERWISE NOTED COURSE: DDGT240 INVENTOR NAME: MACHINE VISE TOLERANCE UNLESS SPECIFIED FIG #: DECIMAL INCHES: 14-17 X = ±.020 DRAFTER: XX = ±.010 P. FLORES DIGITAL DESIGN XXX = ±.005 GRAPHICS FRACTIONAL ±1/64" DATE: 10/5/2018 ANGLE ± 1 DEGREE TECHNOLOGY 32 SCALE: SURFACES AS NOTED WWW.DDGT.NET PAGE #: 1 OF 5 PARTS LIST ITEM QTY PART NUMBER 4X 5/16 4X R1 1/8 1 1 BASE 1 4 2 3/4 5/8-8ACME 4X R1/4 5 7 1/4 2X 1/4-20UNC-2B 5/8 5/8-8ACME B R11/16 1 1/4 5 1 1/2 5/8 R1/4 1 3/16 .502 1 3/4 1/8 .498 1 2 1/4 2 3/16 MACHINE VISE STEP 1 B 1 9/16 1 11/16 R1/4 SCALE 1 / 2 SECTION B-B 1 1/16 .502 SCALE 1 / 2 .627 .500 5/16 BASE .625 1.004 SCALE 1 / 2 1.000 1.254 1.250 COURSE: DDGT240 INVENTOR NAME: LEGEND: MACHINE VISE DIAMETER TOLERANCE UNLESS SPECIFIED FIG #: DECIMAL INCHES: 14-17 R RADIUS X = ±.020 DRAFTER: DIGITAL DESIGN XX = ±.010 P. -

A Paper on Two Spindle Drilling Head
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395 -0056 Volume: 04 Issue: 04 | Apr -2017 www.irjet.net p-ISSN: 2395-0072 A Paper on Two Spindle Drilling Head Dnyaneshwar B Bharad1, Rahul D Gawande2, Pratik D Ghangale3, Rahul K Gunjal4, Prof.A.S.Autade5,Prof.P.P.Darade6 1BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 2BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 3BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 4BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 5,6Asst. Prof. Mechanical, SND COE & RC, Yeola, Maharashtra, India ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - Generally, the growth of Indian manufacturing In this system, motions are obtained either by raising the sector is largely depends on productivity & quality. work table or it can be done by lowering the drills head. The Productivity depends upon various factors, one of the major centre distance between the drill spindles are adjusted in factors is efficiency with which the operation activities are such a way that spindle are connected to the main spindle carried out in the industry. Productivity can be highly by universal joints. In mass production work drill jigs are improved by reducing the machining time and combining generally used for guiding the drills in the work piece. It is the operations etc. As the name indicates twin spindle necessary to achieve the accurate results. Drilling depth can drilling machines have two spindles driven by a single power not be estimated properly. Different size of hole can not be head, and these two spindles holding the drill bits are fed drilled without changing the drill bit. -

6-Inch Benchtop Jointer
6-INCH BENCHTOP JOINTER WEN Model # 6560 bit.ly/wenvideo IMPORTANT: Your new tool has been engineered and manufactured to WEN’s highest standards for dependability, ease of operation, and operator safety. When properly cared for, this product will supply you years of rugged, trouble-free performance. Pay close attention to the rules for safe operation, warnings, and cautions. If you use your tool properly and for intended purpose, you will enjoy years of safe, reliable service. NEED HELP? CONTACT US! Have product questions? Need technical support? Please feel free to contact us at: 800-232-1195 (M-F 8AM-5PM CST) [email protected] WENPRODUCTS.COM TABLE OF CONTENTS Technical Data 2 General Safety Rules 3 Specific Safety Rules For Jointer 4 Electrical Information 5 Know Your Jointer 7 Assembly and Adjustments 7 Operation 10 Maintenance 13 Troubleshooting 13 Exploded View and Parts List 14 Warranty 16 TECHNICAL DATA Model Number: 6560 Motor: 120 V, 60 Hz, 10A Rotations Per Minute: 10,000 RPM Max Width of Cut: 6-1/8 inch Number of Blades 2 blades Cuts Per Minute: 20,000 cuts per minute Table Size: 28-5/8 x 6-1/4 inch Fence Size: 22-3/4 x 4 inch Dust Port: 2-1/2 inch Fence Angle: 45 degrees in either direction Product Dimensions: 28.5 x 20 x 14 inches Weight: 80 pounds 2 GENERAL SAFETY RULES Safety is a combination of common sense, staying alert and knowing how your item works. SAVE THESE SAFE- TY INSTRUCTIONS. WARNING: To avoid mistakes and serious injury, do not plug in your tool until the following steps have been read and understood. -

VARIABLE SPEED BELT SANDER Operator’S Manual
241-9801 3” X 21” VARIABLE SPEED BELT SANDER Operator’s Manual SAVE THIS MANUAL You will need this manual for safety instructions, operating procedures and warranty. Put it and the original sales receipt in a safe dry place for future reference. IMPORTANT SAFETY INSTRUCTIONS WARNING: When using electric tools, machines or equipment, basic safety precautions should always be followed to reduce the risk of fire, electric shock, and personal injury. ! READ ALL INSTRUCTIONS BEFORE USING THIS TOOL 1. KEEP WORK AREA CLEAN. Cluttered areas invite injuries. 2. CONSIDER WORK AREA ENVIRONMENT. Don’t use power tools in damp, wet, or poorly lit locations. Don’t expose your tool to rain. Keep the work area well lit. Don’t use tools in the presence of flammable gases or liquids. 3. KEEP CHILDREN AND BYSTANDERS AWAY. All children should be kept away from the work area. Don’t let them handle machines, tools or extension cords. Visitors can be a distraction and are difficult to protect from injury. 4. GROUNDED TOOLS must be plugged into an outlet that itself is properly installed and grounded. Grounding provides a low-resistance path to carry electricity away from the operator, should the tool malfunction electrically. Do not remove the grounding prong from the plug or alter the plug in any way. If in doubt as to whether the outlet is properly grounded according to code, check with a qualified electrician. 5. OBSERVE PROPER PRECAUTIONS REGARDING DOUBLE INSULA- TION. This tool is double insulated. It is equipped with a polarized plug. One blade is wider than the other, so it will fit into a polarized outlet only one way. -
Quick Adjust 6” Tall Rip Fence System Installation & User Manual
10-920 Quick Adjust 6” Tall Rip Fence System Installation & User Manual Record the date of purchase in your manual for future reference. Date of purchase: _________________________ For technical support or parts questions, email [email protected] or call toll free at (877)884-5167 10-920M1 www.rikontools.com TABLE OF CONTENTS Safety Instructions ........................................................................................................2 Contents of Package .....................................................................................................2 & 3 Parts Diagram & Parts List .........................................................................................3 Assembly ...................................................................................................3 - 5 Adjustments...........................................................................................................5 - 7 SAFETY INSTRUCTIONS 1. The machine must not be plugged in and the power switch must be in the OFF position until assembly is complete. 2. Do not install the 6” Tall Rip Fence System onto your bandsaw until you have read all of the instructions. 3. Installation of this new Fence System must be done according to the following directions to correctly install the parts, and to insure that the future operation of the machine is proper and safe. 4. Any other bandsaw use not as specified, including further modification of the machine or use of parts not tested and approved by the equipment manufacturer, can cause -
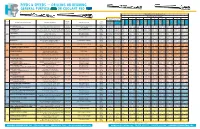
Feeds & Speeds — Drilling Or Reaming General Purpose
CL RLD ASS WO FEEDS & SPEEDS — DRILLING OR REAMING GENERAL PURPOSE OR COOLANT FED FEED RATE (INCHES PER REVOLUTION) M AD E IN USA HOLE DIAMETER IN INCHES CUTTING SPEED (SFM) 1/8 1/4 3/8 1/2 5/8 3/4 1 11/4 11/2 STARTING RANGE* GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- CHIP BRINELL TOOL. MATERIAL BEING MACHINED MATERIAL EXAMPLES CHIP DESCRIPTION GENERAL COOLANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT CLASS HARDNESS APPLIC. PURPOSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED ALUMINUM ALLOY 308.0, 356.0, 360.0, 380.0, 383.0, 390.0, 30-150 DISCONTINUOUS FLAKY OR DRILL 250-350 375-550 .003 – .005 .004 .007 .005 .008 .006 .010 .006 .011 .007 .014 .009 .017 – .019 – CAST AND WROUGHT 2024, 3003, 4032, 5052, 6061, 7075 (500 kg) LONG STRINGY REAM 150-250 200-300 .004 – .006 .008 .008 .010 .011 .013 .012 .015 .013 .017 .016 .021 .019 .022 .020 .024 COPPER ALLOY 101, 110, 115, 120, 130, 142, 155, 170, 172, 175, 40-200 LONG CONTINUOUS DRILL 125-190 225-300 .002 – .005 .004 .007 .005 .008 .006 .009 .007 .010 .008 .012 .010 .014 – .016 – TOUGH 195, 425, 610, 630, 655, 725, 805, 826, 910 (500 kg) REAM 50-90 70-105 .005 – .006 .008 .008 .010 .010 .013 .011 .014 .012 .016 .014 .018 .016 .019 .017 .020 LEAD ALLOY Alloys 7, 8, 13, 15 10-20 DISCONTINUOUS DRILL 350-450 400-500 .003 – .005 .004 .006 .006 .007 .007 .008 .008 .009 .009 .013 .013 .015 – .017 – 20 1Sb, 4Sb, 6Sb, 8Sb, 9Sb (500 kg) TIGHTLY CURLED REAM 150-250 200-300 -

February 2004 Fleam
True Japanese Dovetail Saws 2 new rip-tooth dozuki saws are efficient dovetailers. utting dovetail pins and tails is primarily a ripping C operation. So it has always bewildered me that almost every Japanese saw sold for dovetailing had teeth designed for crosscut- ting or cutting plywood. A few specialty importers do sell Japanese backsaws with a rip- tooth configuration, but these are made mostly by hand and cost between $140 and $1,500. Why, I wonder, isn’t there a machine-made dozuki that sells for about $35 – the cost of a de- cent crosscutting dozuki? Well, I don’t have the answer yet, but the two new rip-tooth dozukis on the market are considerably less expensive (between $70 and $80). To check the quality, I com- pared them to a premium rip- tooth dozuki that I’m quite fa- miliar with – the Kaneharu rip- ping dozuki, sold by Hiraide America for $182 (see the Sources box for more information). Sure they look like standard dozukis, but these saws have rip teeth.We by Christopher Schwarz compare the Kaneharu (in use) with new saws from Harima-Daizo (left) Comments or questions? Contact Chris and Lee Valley (right). at 513-531-2690 ext. 1407 or Photo by Al Parrish Photo by [email protected]. 62 POPULAR WOODWORKING February 2004 Fleam The Kaneharu saw has graduated teeth. Near the handle (left) there are 15 teeth per The Lee Valley saw has 18 tpi and a The Harima-Daizo Deluxe saw has inch, while at the toe (right) there are 10 tpi.This combination of tpi makes the saw small fleam that it uses for crosscutting.