How Do You Measure to Determine What Size Morse Taper Is Needed for Your Woodworking Lathe?
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
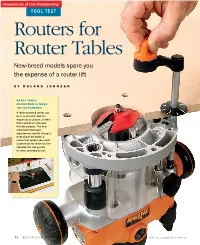
Routers for Router Tables New-Breed Models Spare You the Expense of a Router Lift
Compliments of Fine Woodworking TOOL TEST Routers for Router Tables New-breed models spare you the expense of a router lift BY ROLAND JOHNSON ABOVE-TABLE ADJUSTMENTS MAKE THE DIFFERENCE A table-mounted router can be very versatile. But it’s important to choose a router that’s designed expressly for that purpose. The best allow both bit-height adjustments and bit changes from above the table. A router that makes you reach underneath for these routine adjustments will quickly become annoying to use. 54 FINE WOODWO R K in G Photo, this page (right): Michael Pekovich outers are among the most versatile tools in the shop—the go-to gear Height adjustment Rwhen you want molded edges on lumber, dadoes in sheet stock, mortises for Crank it up. All the tools for adjusting loose tenons, or multiple curved pieces bit height worked well. Graduated that match a template. dials on the Porter-Cable Routers are no longer just handheld and the Triton are not tools. More and more woodworkers keep very useful. one mounted in a table. That gives more precise control over a variety of work, us- ing bits that otherwise would be too big to use safely. A table allows the use of feather- boards, hold-downs, a miter gauge, and other aids that won’t work with a hand- held router. With a table-mounted router, you can create moldings on large or small stock, make raised panels using large bits, cut sliding dovetails, and much more. Until recently, the best way to marry router and table was with a router lift, an expensive device that holds the router and allows you to change bits and adjust cut- ting height from above the table. -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -

A Paper on Two Spindle Drilling Head
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395 -0056 Volume: 04 Issue: 04 | Apr -2017 www.irjet.net p-ISSN: 2395-0072 A Paper on Two Spindle Drilling Head Dnyaneshwar B Bharad1, Rahul D Gawande2, Pratik D Ghangale3, Rahul K Gunjal4, Prof.A.S.Autade5,Prof.P.P.Darade6 1BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 2BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 3BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 4BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 5,6Asst. Prof. Mechanical, SND COE & RC, Yeola, Maharashtra, India ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - Generally, the growth of Indian manufacturing In this system, motions are obtained either by raising the sector is largely depends on productivity & quality. work table or it can be done by lowering the drills head. The Productivity depends upon various factors, one of the major centre distance between the drill spindles are adjusted in factors is efficiency with which the operation activities are such a way that spindle are connected to the main spindle carried out in the industry. Productivity can be highly by universal joints. In mass production work drill jigs are improved by reducing the machining time and combining generally used for guiding the drills in the work piece. It is the operations etc. As the name indicates twin spindle necessary to achieve the accurate results. Drilling depth can drilling machines have two spindles driven by a single power not be estimated properly. Different size of hole can not be head, and these two spindles holding the drill bits are fed drilled without changing the drill bit. -

Lathe Tooling Guide
LATHE TOOLING GUIDE A reference guide to understanding how cutting tools work and which inserts they pair with. ©Tormach® 2021. All rights reserved. Specifications subject to change without notice. DS10524_Lathe_Tooling_0921B TORMACH.COM Tormach® CNC Lathe Tooling REFERENCE GUIDE To make the most of a machine purchase, it’s important to understand how cutting tools work and which inserts they pair with. Here is some background on lathe cutting tool and insert terminology: ISO/ANSI Inserts Like metric and imperial measurements standards, the U.S. has its own tool TABLE OF insert classification system; they are called American National Standards Institute (ANSI) designations. All of these ANSI classifications can be converted CONTENTS to the International Organization for Standardization (ISO) classifications, but this guide includes both for easier selection. Cutting Tool Designations 3 Turning Tools Cutting tools are easily identified by their designation, which is universal between ISO and ANSI, and, in the machine shop, tool slang often refers to 6 Boring Bars the insert shape, which is also available in the tool designation. Examples and explanations of designations are available at the start of each section. 7 Turning/ Boring Right-Hand vs. Left-Hand vs. Neutral Inserts Right-hand tools are the most commonly used, because they can be used for most turning applications, including making shoulders on the front of the workpiece. Left-handed tools are typically chosen for back turning and making 11 Grooving/ Parting sharp shoulders on the back of the workpiece. Neutral tools are ideal for Tools complex profiling, thanks to their narrow tips. Insert Shapes 12 Grooving/ Parting There are a variety of insert shapes available, but the general note is use Tool Inserts wider inserts for simple geometry and roughing passes, since they have more durability than a more narrow cutting tool, which is needed for complicated or 12 Threading Tools intricate parts. -

Introduction to Turning Tools and Their Application Identification and Application of Cutting Tools for Turning
Introduction to Turning Tools and their Application Identification and application of cutting tools for turning The variety of cutting tools available for modern CNC turning centers makes it imperative for machine operators to be familiar with different tool geometries and how they are applied to common turning processes. This course curriculum contains 16-hours of material for instructors to get their students ready to identify different types of turning tools and their uses. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Anatomy of a turning tool............................................................................................................... 3 Standard Inserts .............................................................................................................................. 3 ANSI Insert Designations ............................................................................................................. 3 Insert Materials -
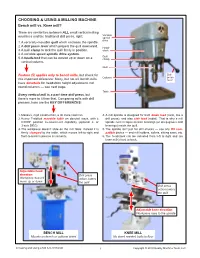
Choosing & Using a Milling Machine
CHOOSING & USING A MILLING MACHINE Bench mill vs. Knee mill? There are similarities between ALL small vertical milling Variable machines and the traditional drill press, right: speed drive 1. A vertically-movable quill which encloses the spindle. 2. A drill press lever which propels the quill downward. Head- 3. A quill clamp to lock the quill firmly in position. stock 4. A variable-speed spindle drive system. Quill 5. A headstock that can be moved up or down on a clamp vertical column. Quill Feature (5) applies only to bench mills, but check for Drill Column press this important difference: Many, but not all, bench mills lever have dovetails for headstock height adjustment, not round columns — see next page. Table Every vertical mill is a part-time drill press, but there’s more to it than that. Comparing mills with drill presses, here are the KEY DIFFERENCES: 1. Massive, rigid construction, a lot more cast iron. 4. A mill spindle is designed for both down load (axial, like a 2. Heavy T-slotted movable table on dovetail ways, with ± drill press), and also side load (radial). That is why a mill 0.0005″ position measurement capability (optional 2- or spindle runs in tapered roller bearings (or deep-groove ball 3-axis DRO). bearings) inside the quill. 3. The workpiece doesn’t slide on the mill table: instead it is 5. The spindle isn’t just for drill chucks — use any R8 com- firmly clamped to the table, which moves left-to-right and patible device — end mill holders, collets, slitting saws, etc. -
Variable Speed 7 X 12 In. Metal Lathe
VARIABLE SPEED 7 X 12 IN. METAL LATHE Model # 3455 bit.ly/wenvideo IMPORTANT: Your new tool has been engineered and manufactured to WEN’s highest standards for dependability, ease of operation, and operator safety. When properly cared for, this product will supply you years of rugged, trouble-free performance. Pay close attention to the rules for safe operation, warnings, and cautions. If you use your tool properly and for intended purpose, you will enjoy years of safe, reliable service. NEED HELP? CONTACT US! Have product questions? Need technical support? Please feel free to contact us at: 800-232-1195 (M-F 8AM-5PM CST) [email protected] WENPRODUCTS.COM TABLE OF CONTENTS Technical Data 2 General Safety Rules 3 Specific Safety Rules For Metal Lathes 4 Electrical Information 6 Know Your Lathe 7 Assembly 8 Operation 9 Maintenance 19 Troubleshooting Guide 20 Exploded View & Parts List 22 Warranty 25 TECHNICAL DATA Model Number: 3455 Motor: 120V, 60Hz, 4A Swing Over Bed: 7 in. (180 mm) Distance Between Centers: 12 in. (300 mm) Spindle Bore: .79 in. (20 mm) Cross Slide Travel: 2-1/2 in. (65 mm) Compound Slide Travel 2.16 in. (55 mm) Speeds: 100 to 2500 RPM Spindle Taper: MT3 Tailstock Taper: MT2 Longitudinal Feed Rate: .1 to .2 mm Screw Threads: 15 to 52 TPI in 18 steps Weight: 81 lbs. 2 GENERAL SAFETY RULES Safety is a combination of common sense, staying alert and knowing how your item works. SAVE THESE SAFE- TY INSTRUCTIONS. WARNING: To avoid mistakes and serious injury, do not plug in your tool until the following steps have been read and understood. -

Metal Drill Bits Hammer Drill Stronger Than Steel Chisel Drill Bits Stone and Special Metal Drill Bits
BITS METAL DRILL BITS HAMMER DRILL STRONGER THAN STEEL CHISEL DRILL BITS STONE AND SPECIAL METAL DRILL BITS 307 | HSS-E DIN 338 cobalt 76–79 WOOD DRILL BITS 311 | HSS TIN DIN 338 steel drill bit 80–81 302 | HSS DIN 338, ground, split point 82–85 300 | HSS DIN 338, standard 86–90 300 | HSS DIN 338, standard, shank reduced 91 340 | HSS DIN 340, ground, split point, long 92 342 | HSS DIN 1869, ground, extra long 93 SAWS 344 | HSS hollow section drill bit / Facade drill bit 94 345 | HSS DIN 345 morse taper 95–96 303 | HSS DIN 1897 pilot drill bit, ground, split point, extra short 97 310 | HSS DIN 8037 carbide tipped 98 312 | HSS-G Speeder DIN 338 RN metal drill bit 99 304 | HSS Double end drill bit, ground, split point 100 315 | HSS Drill bit KEILBIT, ground 101 317 | HSS combination tool KEILBIT 102 329 | HSS countersink KEILBIT 103 327 | HSS countersink 90° DIN 335 C 104 328 | HSS deburring countersink 105 ASSORTMENTS 326 | HSS tube and sheet drill bit 106 325 | HSS step drill 107 140 | Scriber 108 320 | HSS hole saw bi-metal 109–112 SHELVES | From Pros for Pros | www.keil.eu | 73 MODULES - BITS HAMMER DRILL METAL DRILL BITS Nothing stops the metal drill bits because we offer a drill bit for every application. CHISEL HSS-E TWIST DRILL BIT 135° The HSS-E drill bit is a cobalt alloyed high performance drill bit. Even with insufficient cooling it has reserve in heat resistance. Due to the alloying addition of 5 % Co in the cutting material these drill bits can be used for working with work pieces with a tensile strength of over 800N/m². -

Water Jet Cutting a Technology on the Rise
Water Jet Cutting A Technology on the Rise Water Jet Cutting- A Technology on the Rise Foreword: Siberia to Iceland, from Norway to South The purpose of this brochure is to give the Africa. reader a rough overview of Waterjet Specially trained technicians are constantly Cutting. In addition to precise cutting of on duty and can help you immediately at various materials as presented, many any time. special applications i.e. medical and in the decommissioning and demolition field Service and wear parts are shipped within exist – these however being outside the 24 hours. scope of this text. For any additional Our contract-cutting department takes information, our KMT Waterjet team is care of our customers’ needs to the fullest, always available. Also, we would like to enabling us to perform test-cutting welcome you to visit our homepage procedures in order to optimize the www.kmt-waterjet.com, where you have cutting method, allowing you for the option of downloading useful files. economically and technically sound In order for you to get a better operation of your machines. understanding of KMT Waterjet Systems, The KMT Waterjet team in Bad Nauheim is we would also like to take this opportunity always available to answer your questions! to present our company. In the Autumn of 2003, KMT AB of Sweden purchased the Waterjet Cutting Division from Ingersoll-Rand. The KMT Corporation is an Internationally active corporation with over 700 employees worldwide. KMT Waterjet Systems employs 200 people. Further KMT brands include UVA, LIDKOPING, KMT Robotic Solutions, KMT Aqua-Dyne, KMT McCartney, and KMT H2O. -

Portable Machine Tools Safety Precautions
TC 9-524 Chapter 3 PORTABLE MACHINE TOOLS The portable machine tools identified and described in this Portable machine tools are powered by self-contained chapter are intended for use by maintenance personnel in a electric motors or compressed air (pneumatic) from an outside shop or field environment. These lightweight, transportable source. They are classified as either cutting took (straight and machine tools, can quickly and easily be moved to the angle hand drills, metal sawing machines, and metal cutting workplace to accomplish machining operations. The accuracy shears) or finishing tools (sanders, grinders, and polishers). of work performed by portable machine tools is dependent upon the user’s skill and experience. SAFETY PRECAUTIONS GENERAL Portable machine tools require special safety precautions Remove chuck keys from drills prior to use. while being used. These are in addition to those safety precautions described in Chapter 1. Hold tools firmly and maintain good balance. Secure the work in a holding device, not in your PNEUMATIC AND ELECTRIC TOOL hands. SAFETY Wear eye protection while operating these Here are some safety precautions to follow: machines. Never use electric equipment (such as drills, Ensure that all lock buttons or switches are off sanders, and saws) in wet or damp conditions. before plugging the machine tool into the power source. Properly ground all electric tools prior to use. Never leave a portable pneumatic hammer with a Do not use electric tools near flammable liquids or chisel, star drill, rivet set, or other tool in its nozzle. gases. ELECTRIC EXTENSION CORDS Inspect all pneumatic hose lines and connections prior to use. -
Hollow Chisel Mortiser
User Manual Read and understand this manual before using machine. HOLLOW CHISEL MORTISER Model Number 25200 ® CUS STEEL CITY TOOL WORKS Manual Part No. OR71593 VER. 2.07 THANK YOU for purchasing your new Steel City Hollow Chisel Mortiser. This mortiser has been designed, tested, and inspected with you, the customer, in mind. When properly assembled, used and maintained, your mortiser will provide you with years of trouble free service, which is why it is backed by one of the longest machinery warranties in the business. This mortiser is just one of many products in the Steel City’s family of woodworking machinery and is proof of our commitment to total customer satisfaction. At Steel City we continue to strive for excellence each and every day and value the opinion of you, our customer. For comments about your mortiser or Steel City Tool Works, please visit our web site at www.steelcitytoolworks.com . 2 TABLE OF CONTENTS INTRODUCTION SECTION 1 Warranty .................................................................................................................................................4 SECTION 2 Product Specifications ............................................................................................................................7 SECTION 3 Accessories and Attachments ................................................................................................................7 SECTION 4 Definition of Terms..................................................................................................................................7 -

Manufacuting Technology
ME 6402 -Manufacturing Technology - II IV Sem / II Year B.E. (Mechanical Engineering) Department of Mechanical Engineering R.M.K.ENGINEERINGCOLLEGE R.S.M. Nagar, Kavaraipettai – 601 206. UNIT I - THEORY OF METAL CUTTING INTRODUCTION: CUTTING TOOL: SINGLE POINT CUTTING TOOL: NOMENCLATURE SINGLE POINT TOOL: MECHANICS OF METAL CUTTING: TYPES OF CHIPS: COOLANT OR CUTTING FLUIDS OR EMULSIONS: FUNCTIONS OR USES OF COOLANTS OR CUTTING FLUIDS: TYPICAL PROPERTIES OF TOOL MATERIALS: ------------------------------X-------------------------------- UNIT-II - CENTRE LATHE AND SPECIAL PURPOSE LATHE INTRODUCTION: TYPES OF LATHE: SPEED LATHE: CENTRE LATHE OR ENGINE LATHE: BENCH LATHE: TOOL ROOM LATHE: CAPSTAN AND TURRET LATHE: SPECIAL PURPOSE LATHE: AUTOMATIC LATHE: CONSTRUCTION OF LATHE MACHINE: BED: HEAD STOCK: TAIL STOCK: CARRIAGE: THREAD CUTTING MECHANISM: ACCESSORIES AND ATTACHMENTS OF LATHE: SPECIFICATION OF LATHE: LATHE OPERATIONS: TAPERS AND TAPER TURNING: TAPER TURNING BY SWIVELLING THE COMPOUND REST: TAPER TURNING ATTACHMENT METHOD: TAPER TURNING WITH TAILSTOCK SET OVER METHOD: FORM TOOL METHOD: TAPER TURNING WITH DOUBLE HEADS: THREAD CUTTING: DRILLING ON A LATHE: CUTTING SPEED: FEED: ---------------------------X------------------------------ UNIT-III, OTHER MACHINE TOOLS DRILLING INTRODUCTION: CONSTRUCTION OF DRILLING MACHINE: TYPES OF DRILLING MACHINE: PORTABLE DRILLING MACHINE: SENSITIVE DRILLING MACHINE: UPRIGHT DRILLING MACHINE: RADIAL DRILLING MACHINE: GANG DRILLING MACHINE: MULTIPLE-SPINDLE DRILLING MACHINE: TYPES OF DRILLS: TWIST DRILL