Metal Drill Bits Hammer Drill Stronger Than Steel Chisel Drill Bits Stone and Special Metal Drill Bits
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Manufacturing Processes
Module 1 Classification of Metal Removal Processes and Machine tools Version 2 ME IIT, Kharagpur Lesson 2 Basic working principle, configuration, specification and classification of machine tools Version 2 ME IIT, Kharagpur Instructional Objectives At the end of this lesson, the students should be able to : (a) Describe the basic functional principles of machine tools (i) Illustrate the concept of Generatrix and Directrix (ii) Demonstrate Tool – work motions (iii) Give idea about machine tool drives (b) Show configuration of basic machine tools and state their uses (c) Give examples of machine tools - specification (d) Classify machine tools broadly. Basic functional principles of machine tool operations Machine Tools produce desired geometrical surfaces on solid bodies (preformed blanks) and for that they are basically comprised of; • Devices for firmly holding the tool and work • Drives for providing power and motions to the tool and work • Kinematic system to transmit motion and power from the sources to the tool-work • Automation and control systems • Structural body to support and accommodate those systems with sufficient strength and rigidity. For material removal by machining, the work and the tool need relative movements and those motions and required power are derived from the power source(s) and transmitted through the kinematic system(s) comprised of a number and type of mechanisms. (i) Concept of Generatrix and Directrix • Generation of flat surface The principle is shown in Fig. 2.1 where on a flat plain a straight line called Generatrix (G) is traversed in a perpendicular direction called Directrix (D) resulting a flat surface. • Generation of cylindrical surfaces The principles of production of various cylindrical surfaces (of revolution) are shown in Fig. -
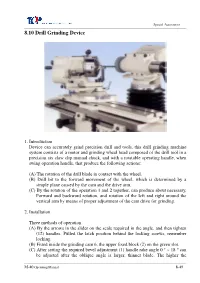
8.10 Drill Grinding Device
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -

IBS, INCORPORATED T a P S B U R S B L a D E S Index
IBS, INCORPORATED Index 4-40 thru 1/2-10 Tap, Die & Drill Set PT-8 Taps, Burs & Blades 9/16-12 thru 3/4-16 Tap, Die & Drill Set PT-8 A Index 10 Pc NC/NF Power Taps w/Index PT-5, PT-7 10 Pc NC/NF Taper Taps w/Inde PT-5, PT-7 Annular Cutters 18 Pc NC Bottom Taps & Drill Bits w/Index PT-5, PT-7 Carbide Tipped 18 Pc NC Taper Taps & Drill Bits w/Index PT-5, PT-7 CT150 & CT200 PT-14, PT-16 Nitro-Carb Hand Tap PT-5, PT-7 IBS High Speed Steel PT-16 Assortments, Cutting Tools B Advanced Edge Power Reciprocating Saw Blades T Blades with Tool Ease Lubricant Stick PT-45 100 PK Shark Serrated Blades PT-54 Annular Cutters - Carbide Tipped Bandsaw, Bi-Metal A PT-15 General Information PT-36 Annular Cutters - High Speed Steel PT-17 Portable Blades PT-41 P Black Hole Carbide Tipped Cutters Troubleshooting PT-37, PT-38, PT-39, PT-40 1" Depth - 4 Pc.Set PT-23 Bi-Metal 1" Depth - 5 Pcs PT-23 Air Saw Blades PT-51 S 3/16" Depth - 5 Pc. PT-23 Reciprocating Saw PT-46 762R - 5 Pc. - 3/16" Depth PT-22 Boar Blades PT-48 763R - 4 Pc. 1" Depth PT-22 Thick Demolition PT-47 764R - 5 Pc. - 1" Depth PT-23 Sabre/Jig PT-52 Carbide Burs PT-59 Chop Saw-Carbide Tipped B Hole Saws 14" Blade for Aluminum PT-34 Bi-Metal 14" Blade for Stainless Steel PT-34 U Advanced Bi-Metal Hole Saws 2-1/8"- 4" PT-27 14" Blade for Steel PT-34 Advanced Bi-Metal Hole Saws 3/4"- 4" PT-28 Circular Saw Advanced Bi-Metal Hole Saws 5/8"- 2" PT-29 Combination Blade PT-32 R M42 Thin Wall Hole Saws Travel Tray Assortment PT-18 Heavy Duty Deck / Nail Cutting Blade PT-32 Hole Saws - Bi-Metal Miter Saw -

Ld-16B - Ld-16Ba - Ld-16Be - Ld-16Bt
RAIL DRILL LD-16B - LD-16BA - LD-16BE - LD-16BT ENGLISH OPERATION AND MAINTENANCE MANUAL 1 16 M 187 E INDEX page 1. General characteristics ............................................................................................................................................... 6 2. Accessories supplied with the drill ........................................................................................................................ 7 3. Accessories to be ordered separately ................................................................................................................... 9 4. Spindle advance lever ................................................................................................................................................ 13 5. Motor ON/OFF switch (EMERGENCY) ................................................................................................................... 14 6. LED worklights ON/OFF switch ............................................................................................................................... 14 7. LED indicator .................................................................................................................................................................. 15 8. "Drilling assistance" function ................................................................................................................................... 15 9. Rechargeable battery ................................................................................................................................................ -

Cutting & Grinding Discs
Cutting discs PFERD with the new color code system on the disc and package. Grinding discs PFERD Standard arbor hole 22.2 mm Cutting disc S SG (performance range) For cutting of sheet metal, sections and solid materials in steel. Also for cast Iron. Disc thickness 1,0 – 1,6 – 1,9 mm for fast and comfortable cutting with minimized burr formation. Disc thickness 2,4 mm for universal cutting applications. Disc thickness 2,9 – 3,0 – 3,2 mm for maximum tool life with high lateral stability. Shape EHT (type 41 = flat disc) Shape EH (type 42 = depressed center). Number Diameter Thickness Shape PFERDERGONOMICS® cutting discs <2.0mm 460110 115 1.0 EHT 460111 115 1.6 EHT 460112 115 2.4 EHT 460114 125 1.0 EHT 460115 125 1.6 EHT 460116 125 2.4 EHT 460118 150 3.0 EHT 460118B 180 1.6 EHT 460119 180 2.9 EHT 460120 180 3.2 EHT 460120B 230 1.9 EHT 460121 230 2.9 EHT 460122 230 3.2 EHT Number Diameter Thickness Shape 460112E 115 2.4 EH 460113 115 3.2 EH 460116E 125 2.4 EH 460117 125 3.2 EH 460118E 150 3.0 EH 460119E 180 2.9 EH 460120E 180 3.2 EH 460121E 230 2.9 EH 460122E 230 3.2 EH Cutting disc SG STEELOX (performance range) For cutting of sheet metal, sections and solid material in steel and stainless steel (INOX). Shape EHT (type 41 = flat disc) Shape EH (type 42 = depressed center). * = metal center ring PFERDERGONOMICS® cutting discs <2.0mm Number Diameter Thickness Shape 460140 115 1.0 EHT 460141 115 1.6 EHT 460141B 115 2.0 EHT 460142 115 2.4 EHT 460145B 125 1.0 EHT * 460146 125 1.6 EHT * 460146B 125 2.0 EHT 460147 125 2.4 EHT 460147D 150 1.6 EHT 460149A 180 1.6 EHT 460150 180 2.5 EHT * 460150B 230 1.9 EHT 460151 230 2.5 EHT 460152 230 3.2 EHT * Number Diameter Thickness Shape 460143 115 2.4 EH 460144 115 3.2 EH 460148 125 2.4 EH 460149 125 3.2 EH 460150E 180 2.5 EH 460151E 230 2.5 EH Pag. -

Vibrations in Metal Cutting Measurement, Analysis and Reduction
Vibrations in Metal Cutting Measurement, Analysis and Reduction Linus Pettersson Ronneby, March 2002 Department of Telecommunications and Signal Processing Blekinge Institute of Technology 372 25 Ronneby, Sweden c Linus Pettersson Licentiate Dissertation Series No. 01/02 ISSN 1650-2140 ISBN 91-7295-008-0 Published 2002 Printed by Kaserntryckeriet AB Karlskrona 2002 Sweden v Abstract Vibration and noise in metal cutting are ubiquitous problems in the workshop. The turning operation is one kind of metal cutting that exhibits vibration related problems. Today the industry aims at smaller tolerances in surface finish. Harder regulations in terms of the noise levels in the operator environment are also central. One step towards a solution to the noise and vibration problems is to investigate what kind of vibrations that are present in a turning operation. The vibrations in a boring operation have been put under scrutiny in the first part of this thesis. Analytical models have been compared with experimental results and the vibration pattern has been determined. The second part of the thesis deals with active vibration control in external turning operations. By embedding a piezo-ceramic actuator and an accelerometer into a tool holder it was possible to obtain a solution that can be fitted in a standard lathe. The control system consists of the active tool holder, a control system based on the filtered-X LMS algorithm and an amplifier designed for capacitive loads. The vibration level using this technique can be reduced by as much as 40 dB during an external turning operation. vii Preface The work presented in this licentiate thesis has been performed at the department of Telecommunications and Signal Processing at Blekinge Institute of Technology. -

Oil-Based Metalworking Fluids
SSttrraaiigghhtt OOiillss ffoorr CCuuttttiinngg && GGrriinnddiinngg Optimum Performance Where Lubrication & Extreme Pressure Properties are Required E−LEARNING GUIDE CUTTING & GRINDING OILS REDUCE FRICTION ● LONGER TOOL LIFE IMPROVED SURFACE FINISH Oil based metalworking fluids, otherwise known as straight oils, are meant to be used in tough operations where lubrication and extreme pressure properties are necessary. They are not meant to replace or compete with their water-based counterparts; rather, they provide an option for those applications where lubrication is more essential than cooling. Straight oils provide significant improvements in cutting and grinding operations by reducing friction resulting in improved surface finishes and longer tool life, especially with grinding wheels and other abrasive tools. Premium cutting and grinding straight oils are specially designed to provide optimum performance across a variety of different operational levels and viscosities. They have distinct advantages such as: Long or continuous Exceptional rust Less fluid and Excellent lubricity service life of control sump maintenance fluids Oil based metalworking fluids can range from low to high viscosity and in performance from light to heavy duty machining, each feature dialed into the specific applications in which it will be used. Some examples of these oils are: Low viscosity light duty oils are designed to provide excellent wetting properties and are ideal in higher speed operations and Swiss machines. ISO 32 medium duty oils offer excellent performance in light to moderate duty cutting applications and are often used as dual or tri-purpose oils. These types of oils are ideal for screw machines or any operation where there is a high probability of leakage. -

Boilermaker Health & Safety Manual
Boilermakers Health & Safety Manual ihsa.ca Boilermakers Health & Safety Manual Infrastructure Health & Safety Association 5110 Creekbank Road, Suite 400 Mississauga, Ontario L4W 0A1 Canada 1-800-263-5024 ihsa.ca 1 Boilermakers Health & Safety Manual IHSA has additional information on this and other topics. Visit ihsa.ca or call Customer Service at 1-800-263-5024. The contents of this publication are for general information only. This publication should not be regarded or relied upon as a definitive guide to government regulations or to safety practices and procedures. The contents of this publication were, to the best of our knowledge, current at the time of printing. However, no representations of any kind are made with regard to the accuracy, completeness, or sufficiency of the contents. The appropriate regulations and statutes should be consulted. Readers should not act on the information contained herein without seeking specific independent legal advice on their specific circumstance. The Infrastructure Health & Safety Association is pleased to answer individual requests for counselling and advice. This manual was developed, reviewed, and endorsed by the Boilermakers Labour-Management Health and Safety Committee in association with IHSA. Manual IHSA editor: Lori-Lynn Bonnell, design and illustrations: Philippa Giancontieri; project manager: Mike Russo. The Infrastructure Health & Safety Association would like to thank the members of the working group for contributing their knowledge, experience, and time to produce a health and safety manual that will benefit both labour and management in the boilermaker sector. The working group included representatives from the Boilermaker Contractors’ Association (BCA) as well as: · Marty Albright – Alstom Power Canada Inc. -

Types of Tap
Types of Tap HAND TAPS ISO 529 These are straight flute general purpose tools which can be used for both machine or hand tapping. They are generally the most economical tool for use on production runs, but are best on materials that produce chips, or where the swarf breaks readily. Where deep holes are to be tapped, in materials which produce stringy swarf, serial taps may be needed, especially for coarse threads. ISO 529 hand taps can be supplied in sets of three; bottom, second and taper leads, or individually. BOTTOM TAPS have a chamfer (lead) of 1–2 threads, the angle of the lead being around 18 degrees per side. They are used to produce threads close to the bottom of blind holes. SECOND TAPS have a lead of 3-5 threads at 8 degrees per side. They are the most popular and can be used for through holes, or blind holes where the thread does not need to go right to the bottom. TAPER TAPS have a lead of 7-10 threads at 5 degrees per side. The taper lead distributes the cutting force over a large area, and the taper shape helps the thread to start. They can therefore be used to start a thread prior to use of second or bottom leads, or for through holes. IMPORTANT NOTE ON TERMINOLOGY! In the U.K. bottom taps are often referred to as ‘plugs’. In North America second taps are often referred to as ‘plugs’! This can easily lead to confusion. To avoid problems when ordering it is best to use the terms bottom, second and taper. -

Vehicle Maintenance
VEHICLE MAINTENANCE Introduction 1.0 Introduction The servicing of the automobile has also changed greatly to keep in step with the engineering advances of the industry. The tools and equipments which the early mechanic used were poor compared to today’s standard, and in many cases were made by the mechanic. Today’s automotive mechanic is well trained and works in a clean, bright, well- ventilated, specially designed automotive service centre. A thorough knowledge of the parts an understanding of the mechanisms are essential in order that faculty conditions in any part of automotive mechanism may be detected and corrected. As a result, the mechanic must possess the knowledge, skill, and experience in this field to be successful . Service Station A service station is a place where in addition to care of the motor vehicle like mechanical service and minor repairs, petrol is supplied, cars are lubricated, and cleaned, washed and other types of simpler services that are required daily are performed. In general it includes a number of sections like garage general it includes a number of sections like garage general service, mechanical service, major repair shop, tire shop, paint shop, body shop. A service station is addition to the equipment available is garage is usually run in conjunction with a sales agency for a particular type of motor vehicle to provide comprehensive repair service for that particular vehicle. The equipment available, in a general garage will be added with specialized equipment like lifting tackle, and different types of jigs, fixtures and tools specially designed for checking, adjusting and repair of particular type and make of the vehicle. -

Introduction to Turning Tools and Their Application Identification and Application of Cutting Tools for Turning
Introduction to Turning Tools and their Application Identification and application of cutting tools for turning The variety of cutting tools available for modern CNC turning centers makes it imperative for machine operators to be familiar with different tool geometries and how they are applied to common turning processes. This course curriculum contains 16-hours of material for instructors to get their students ready to identify different types of turning tools and their uses. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Anatomy of a turning tool............................................................................................................... 3 Standard Inserts .............................................................................................................................. 3 ANSI Insert Designations ............................................................................................................. 3 Insert Materials -

MODEL G0686 LARGE DRILL BIT GRINDER OWNER's MANUAL (For Models Manufactured Since 01/15)
MODEL G0686 LARGE DRILL BIT GRINDER OWNER'S MANUAL (For models manufactured since 01/15) COPYRIGHT © MAY, 2009 BY GRIZZLY INDUSTRIAL, INC., REVISED MARCH, 2019 (MN) WARNING: NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY INDUSTRIAL, INC. #TS11442 PRINTED IN TAIWAN V2.03.19 This manual provides critical safety instructions on the proper setup, operation, maintenance, and service of this machine/tool. Save this document, refer to it often, and use it to instruct other operators. Failure to read, understand and follow the instructions in this manual may result in fire or serious personal injury—including amputation, electrocution, or death. The owner of this machine/tool is solely responsible for its safe use. This responsibility includes but is not limited to proper installation in a safe environment, personnel training and usage authorization, proper inspection and maintenance, manual availability and compre- hension, application of safety devices, cutting/sanding/grinding tool integrity, and the usage of personal protective equipment. The manufacturer will not be held liable for injury or property damage from negligence, improper training, machine modifications or misuse. Some dust created by power sanding, sawing, grinding, drilling, and other construction activities contains chemicals known to the State of California to cause cancer, birth defects or other reproductive harm. Some examples of these chemicals are: • Lead from lead-based paints. • Crystalline silica from bricks, cement and other masonry products. • Arsenic and chromium from chemically-treated lumber. Your risk from these exposures varies, depending on how often you do this type of work.