Types of Tap
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Practical Implementation of the Stream Function Method for Design of Arbitrary-Geometry Gradient Coils
Practical Implementation of the Stream Function Method for Design of Arbitrary-Geometry Gradient Coils R. A. Lemdiasov1, R. Ludwig2 1Insight Neuroimaging Systems, Worcester, MA, United States, 2ECE Department, Worcester Polytechnic Institute, Worcester, MA, United States Introduction Over the past several years a variety of theoretical design methods for the construction of gradient coils have been developed. For instance, in [1] D. Green et al. minimize a weighted combination of power, inductance, and the square difference between actual and desired field. Representing the current as a Fourier series they find optimal coefficients that minimize the cost function. Our work is a continuation of last year’s research reported in [2]. In this paper we describe an alternative implementation of a stream function method to design gradient coils. Using this method we are able to determine the current distribution to achieve a prescribed magnetic field distribution in the Region of Interest (ROI) that is largely independent of the shape of the current-carrying surface. We will demonstrate the successful implementation of our approach as well as experimental results. Theory As mentioned above, a cost function Φ can be introduced in the form K Φ = 1 ()() ()− ()+ 2 +α ∑W rk Bz rk Bdes,z rk Boff ,z Wmagn (1) 2 k =1 () () where W r is a weight function, BZ is the z-component of the total field, Bdes,z r as well as Boff,z are the z-components of the desired and offset magnetic field, and α Wmagn is magnetic energy with being a weight coefficient. In (1), the first term denotes the square deviation of the magnetic field from the prescribed field, and the second term is the magnetic energy of the coil. -

Ld-16B - Ld-16Ba - Ld-16Be - Ld-16Bt
RAIL DRILL LD-16B - LD-16BA - LD-16BE - LD-16BT ENGLISH OPERATION AND MAINTENANCE MANUAL 1 16 M 187 E INDEX page 1. General characteristics ............................................................................................................................................... 6 2. Accessories supplied with the drill ........................................................................................................................ 7 3. Accessories to be ordered separately ................................................................................................................... 9 4. Spindle advance lever ................................................................................................................................................ 13 5. Motor ON/OFF switch (EMERGENCY) ................................................................................................................... 14 6. LED worklights ON/OFF switch ............................................................................................................................... 14 7. LED indicator .................................................................................................................................................................. 15 8. "Drilling assistance" function ................................................................................................................................... 15 9. Rechargeable battery ................................................................................................................................................ -

Drilling 22 | Drilling | Overview Bosch Accessories for Power Tools 09/10 Your Guide to the Right Drill Bit
Drilling 22 | Drilling | Overview Bosch Accessories for Power Tools 09/10 Your guide to the right drill bit. These information pages are designed to help users. They cover the correct use of the appropriate power tool and the various drill bits for commonly-used materials. The charts given below are only intended as recommendations and cannot be regarded as a complete guide. For more detailed queries, please contact Bosch directly. The fact that power tools and drill bits are mutually dependent is often ignored. It is only once this relationship has been identifi ed and taken into account that the service life of both the tool and its drill bit can be optimised. Drill/Impact drill Drill/Impact drill Drill/Impact drill Drill/Impact drill up to 600 watts up to 700 watts up to 1010 watts up to 1150 watts Cordless drill/driver Cordless drill Cordless impact drill Metal drill bits Sheet metal cone bit up to 20 mm over 30 mm Steel drill bit up to 10 mm up to 13 mm up to 20 mm Wood drill bit Wood drill bit up to 15 mm up to 25 mm up to 32 mm Auger bit up to 18 mm up to 32 mm Installation and form- work drill bits 18 mm 30 mm Flat drill bits up to 40 mm Forstner bit up to 50 mm TC-tipped hinge-boring bit up to 50 mm Concrete drill bit Concrete drill bit up to 15 mm up to 20 mm up to 25 mm Masonry drill bit up to 12 mm up to 18 mm up to 24 mm up to 30 mm Core cutters up to 68 mm up to 82 mm Diamond core edge sinkers up to 82 mm Multi-purpose and rotary drill bits Multi-purpose drill bit 14 mm Glass drill bit 12 mm Holesaws up to 40 mm up to 60 mm up to 80 mm up to 152 mm Bosch Accessories for Power Tools 09/10 Drilling | Overview | 23 Working on metal and plastic. -

Utilization of Waste by Preparing the Product from Swarf Forging of Alloy
et International Journal on Emerging Technologies 6(2): 181-183(2015) ISSN No. (Print) : 0975-8364 ISSN No. (Online) : 2249-3255 Utilization of Waste by Preparing the Product from Swarf Forging of Alloy Steel (16MNCR5) Abid Nazir and Harvinder Lal Department of Mechanical Engineering, RIET, Phagwara, (PB), India (Corresponding author: Abid Nazir) (Received 01 October, 2015 Accepted 06 November 2015) (Published by Research Trend, Website: www.researchtrend.net) ABSTRACT: The aim of thesis is to prepare the product from swarf forging of alloy steel (16MnCr5). This thesis is an example of how the waste fraction can be transferred from waste to a resource that can be used in other industrial processes. It offers both environmental and economic benefits. Swarf forging gives better control, environmental credits, cost savings an increased margins. Swarf collected from lathe, milling, drill or any other cutting machine is cleaned by degreasing, pickling and acid pickling. Preliminary heat treatment is done to eliminate the work hardening, moisture content and impurity content. Swarf can be continuous, discontinuous or powder form. After collection of swarf, put in mild steel tube for compression. Compression of swarf is done by hydraulic press. The force is applied on piston which is inserted in tube. After compression, swarf which is in form of cylinder is taken out. After this heat the samples are heated and forged with the help of manual hammers or with help of hydraulic hammer. After forging hardness, density and microstructure are checked. The values indicate that product made by swarf forging can be used for low load application like door handles, hangers etc. -

Metal Drill Bits Hammer Drill Stronger Than Steel Chisel Drill Bits Stone and Special Metal Drill Bits
BITS METAL DRILL BITS HAMMER DRILL STRONGER THAN STEEL CHISEL DRILL BITS STONE AND SPECIAL METAL DRILL BITS 307 | HSS-E DIN 338 cobalt 76–79 WOOD DRILL BITS 311 | HSS TIN DIN 338 steel drill bit 80–81 302 | HSS DIN 338, ground, split point 82–85 300 | HSS DIN 338, standard 86–90 300 | HSS DIN 338, standard, shank reduced 91 340 | HSS DIN 340, ground, split point, long 92 342 | HSS DIN 1869, ground, extra long 93 SAWS 344 | HSS hollow section drill bit / Facade drill bit 94 345 | HSS DIN 345 morse taper 95–96 303 | HSS DIN 1897 pilot drill bit, ground, split point, extra short 97 310 | HSS DIN 8037 carbide tipped 98 312 | HSS-G Speeder DIN 338 RN metal drill bit 99 304 | HSS Double end drill bit, ground, split point 100 315 | HSS Drill bit KEILBIT, ground 101 317 | HSS combination tool KEILBIT 102 329 | HSS countersink KEILBIT 103 327 | HSS countersink 90° DIN 335 C 104 328 | HSS deburring countersink 105 ASSORTMENTS 326 | HSS tube and sheet drill bit 106 325 | HSS step drill 107 140 | Scriber 108 320 | HSS hole saw bi-metal 109–112 SHELVES | From Pros for Pros | www.keil.eu | 73 MODULES - BITS HAMMER DRILL METAL DRILL BITS Nothing stops the metal drill bits because we offer a drill bit for every application. CHISEL HSS-E TWIST DRILL BIT 135° The HSS-E drill bit is a cobalt alloyed high performance drill bit. Even with insufficient cooling it has reserve in heat resistance. Due to the alloying addition of 5 % Co in the cutting material these drill bits can be used for working with work pieces with a tensile strength of over 800N/m². -

Book-Matching Legs 1 Diagonally Opposed Legs
Tips & Tricks Switch location of Rotate remaining Book-matching legs 1 diagonally opposed legs. 2 legs 180°. When making a project with four square legs, such as the jewelry chest on page Use riftsawn stock 36, a nice visual touch is to configure the (with diagonal annular rings). legs to display book-matched grain when viewed from any side of the piece. Here’s how to do it: Begin with a square piece of riftsawn stock the length of the legs. It Triangle reference should be twice the thickness of a finished mark leg, plus about 1/4". Draw a triangle on one end, and then rip the piece into quarters to make four individual leg blanks. Using Book-matched Book-matched the triangle as a reference, reconstitute the faces faces pieces back into their original order, and number the ends as shown. Then switch the position of two diagonally placed legs, Share a Slick Tip. Win Cash or a Prize! and rotate the remaining two legs 180°. Awards Send your ideas to: Top Tip award: $250 Woodcraft Gift Card Tips & Tricks, Woodcraft Magazine, Maintaining this relationship of the legs Published illustrated tip: $125 P.O. Box 7020, Parkersburg, WV 26102-7020 on the project will create book-matched Published non-illustrated tip $75 or visit woodcraftmagazine.com and click “contact”. leg grain on each face of the piece. Important: Please include your phone number, as an editor may need to call you if your trick —Geoffrey Noden, Trenton, New Jersey is considered for publication. Published tips become the property of Woodcraft Magazine. -

Machining Magnesium – Datasheet
DATASHEET DATASHEET • Machining Magnesium 254 † Magnesium is the lightest structural metal and Table 1. Relative power and comparative machinability of metals. exhibits excellent machinability. Some of the AISI - B1112 Relative advantages of machining magnesium compared to Metal machinability power other commonly used metals include: index (%) Magnesium alloys 1.0 500 • Low power required – approximately 55% of that Aluminium alloys 1.8 300 required for Al Mild steel 6.3 50 • Fast machining – employing the use of high cutting speeds, large feed rates and greater depths of cut Titanium alloys 7.6 20 • Excellent surface finish – extremely fine and smooth surface achieved Speeds, feeds and depths of cut • Well broken chips – due to the free-cutting qualities of magnesium The potential for high speed machining of • Reduced tool wear – leading to increased tool life magnesium alloys is usually only limited by the stability of the component in the clamping device, To fully exploit and enjoy the advantages of chip extraction or the rotation speed or accuracy machining magnesium, it is important that the unique limits of the tool or machine. Some relative cutting characteristics of the metal are understood. speeds using HSS tools are given in Table 2. Cutting speeds are also dependant on the tool material. Cutting power and machinabilty Higher speeds can be enjoyed with the use of carbide or poly-crystalline diamond (PCD) tooling. The mean specific cutting force (ks1.1) of magnesium is 280 N/mm2, this is much lower than that of In general, cutting speeds are between aluminium (approx 640 N/mm2). The result of this 200 – 1800 m/min with feed rates greater than means that there is a reduced load on the cutter and 0.25 mm/rev for turning and boring operations. -

Fire Before Matches
Fire before matches by David Mead 2020 Sulang Language Data and Working Papers: Topics in Lexicography, no. 34 Sulawesi Language Alliance http://sulang.org/ SulangLexTopics034-v2 LANGUAGES Language of materials : English ABSTRACT In this paper I describe seven methods for making fire employed in Indonesia prior to the introduction of friction matches and lighters. Additional sections address materials used for tinder, the hearth and its construction, some types of torches and lamps that predate the introduction of electricity, and myths about fire making. TABLE OF CONTENTS 1 Introduction; 2 Traditional fire-making methods; 2.1 Flint and steel strike- a-light; 2.2 Bamboo strike-a-light; 2.3 Fire drill; 2.4 Fire saw; 2.5 Fire thong; 2.6 Fire plow; 2.7 Fire piston; 2.8 Transporting fire; 3 Tinder; 4 The hearth; 5 Torches and lamps; 5.1 Palm frond torch; 5.2 Resin torch; 5.3 Candlenut torch; 5.4 Bamboo torch; 5.5 Open-saucer oil lamp; 5.6 Footed bronze oil lamp; 5.7 Multi-spout bronze oil lamp; 5.8 Hurricane lantern; 5.9 Pressurized kerosene lamp; 5.10 Simple kerosene lamp; 5.11 Candle; 5.12 Miscellaneous devices; 6 Legends about fire making; 7 Additional areas for investigation; Appendix: Fire making in Central Sulawesi; References. VERSION HISTORY Version 2 [13 June 2020] Minor edits; ‘candle’ elevated to separate subsection. Version 1 [12 May 2019] © 2019–2020 by David Mead All Rights Reserved Fire before matches by David Mead Down to the time of our grandfathers, and in some country homes of our fathers, lights were started with these crude elements—flint, steel, tinder—and transferred by the sulphur splint; for fifty years ago matches were neither cheap nor common. -

Metal Fabrication Operations
Clean Lines: Strategies for Reducing Your Environmental Footprint Metal Fabrication Operations: s a partner with the Green Suppliers Network, you receive A Green Suppliers a customized, onsite technical review of your materials and Network review can Aprocesses that couples lean manufacturing techniques with sound environmental strategies—the Lean and Clean Advantage. help you: Your technical review will provide you with an opportunity to review ■ Optimize raw materials. Choosing your metal fabrication operations. All parts and products made from the right shape and size of metal stock used in your process can raw metal require some level of fabrication. Metal fabrication suppli- reduce the amount of scrap waste ers perform one major operation—shape metal into usable goods by and the associated loss of revenue. deforming, adding, or removing the metal used to make the product. ■ Reduce metalworking fluid use. By switching to dry machining, you Fabrication operations are sometimes better known as stamping, milling, grinding, ma- can increase revenue by reducing the chining, forming, and welding. Such operations can generate large amounts of wasted raw cost of managing your machining flu- materials, hazardous wastes from lubricants and solvents, and wastewater. A Green Suppli- ids. Fluid purchase and management ers Network review can be customized to target the two major wastes generated by metal costs can total between 7.5 and 17 fabrication—scrap metal and machining fluids. percent of your manufacturing costs. ■ Reduce regulatory burden. STEPS TO CLEAN METAL FABRICATION OPERATIONS Eliminating machining fluids would The following are just a few of the many strategies to consider while participating in a Green reduce your regulatory burden. -
Pew Body Specifications
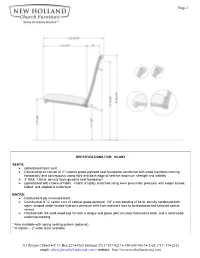
Page 1 SPECIFICATIONS FOR: 54-US3 SEATS: Upholstered foam seat. Construction to consist of ¾” cabinet grade plywood seat foundation reinforced with wood members running horizontally and continuously along front and back edge of seat for maximum strength and stability. 3” thick, 1.85 lb. density foam glued to seat foundation. Upholstered with choice of fabric. Fabric is tightly stretched using even pneumatic pressure, with edges tucked, folded, and stapled to underseat. BACKS: Contoured 9-ply laminated back. Constructed of ½” center core of cabinet grade plywood, 1/8” cross banding of 68 lb. density hardboard both sides, shaped under heated hydraulic pressure with front and back face to be bookmatched selected specie veneer. Finished with 5/4 solid wood cap rail with a tongue and grove joint securely fastened to back, and a solid wood undercap molding. * Also available with spring seating system (optional). * W Option – 2” wider back available 313 Prospect Street • P. O. Box 217 • New Holland, PA 17557-0217 • 800-648-9663 • FAX (717) 354-2181 email: [email protected] • website: http://www.newhollandwood.com Page 2 SPECIFICATIONS FOR: 54-LS SEATS: Contoured 7-ply laminated seat. Constructed of a 5/8” center core of cabinet grade plywood, 1/8” cross banding of 68 lb. density hardboard both sides, shaped under heated hydraulic pressure with top face to be bookmatched selected specie veneer, underside to be continuous Yorkite material. Finished with a 5/8 solid wood cap rail with a tongue and groove joint securely fastened to back. BACKS: Contoured 9-ply laminated back. Constructed of ½” center core of cabinet grade plywood, 1/8” cross banding of 68 lb. -

Revolving Windsor Chair
16 Revolving Windsor Chair A few years ago it fell to me to write a story about Thomas Jefferson in a chess match with his slave Jupiter. This venture led to a play on the same subject, as well as research into the physical objects used as metaphorical vehicles for the ideas. In this regard, Jefferson makes it easy for us. One of the more obvious physical items is the revolving Windsor chair used by Jefferson when he was working to draft the Declaration of Independence in 1776. Having seen a picture of the chair in its surviving form and an- other picture of a re-creation of it, I undertook to make a similar one to use on stage. My version differs from the original in the use of a steam-bent arm rail rather than a sawn and carved one, because I could make a bent arm faster than a sawn one. Making this swivel Windsor is in some ways easier than making a normal one, in that the seat is circular rather than a sculpted outline. There are a lot of parts and processes to a Windsor chair, but with the exception of hollowing the seat, you have already seen how to do them all. Windsor chairs, as the name suggests, are of English design. Windsor chair-making in England centered around the town of High Wycombe, but the chairmaking did not begin in town. Out in the woods, workers called chair bodgers felled, split, and turned the beech legs on their springpole lathes, then sold these legs to chairmakers in town. -

PEEK Machining Guidelines
Machining Guidelines – PEEK Machining Tidbits… • PEEK shapes are stronger and stiffer than most plastics but considerably softer than most metals meaning fixturing is critical. • All PEEK grades are more abrasive on tooling than softer plastics like nylon and acetal. This especially true of the grades reinforced with glass and/or carbon fiber. Carbide tooling can be used for short runs. Part geometry, tolerances and grade will also influence tooling selection. Polycrystalline (PCD) tooling should always be considered long runs, tightly tolerance parts and for reinforced grades. • PEEK has lower elongation than many other plastics. Deep hole drilling into heavy cross sections without enough coolant can lead to cracking. • Coolant can be used while machining PEEK. Both water soluble and petroleum-based coolants may be used. Appropriate use of coolants will extend tool life and improve surface finish. Air, preferably from a cold air gun can also be used for small parts including those in which clean-up is difficult. Turning Positive geometries with ground peripheries are suggested for inserts. Fine grained C-2 carbide or PCD inserts are best. 360° chuck pressure is suggested to avoid distortion. Machined soft jaws or pie jaws should be used when turning thin- walled, tubular shapes. Rough turning the chuck area of the stock is suggested to improve roundness. Internal plugs should be used to prevent thin walled parts from compressing and distorting. Drilling Care to minimize heat build-up must be taken especially when drilling holes that are more than 2X the diameter. Low helix drill bits and flood coolant are best for drilling holes.