PEEK Machining Guidelines
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Machining Accuracy of Machine Tools
Technical Information Machining Accuracy of Machine Tools Productivity and accuracy of machine tools are important competition aspects. Rapidly changing operating conditions for machine tools, however, make it diffi cult to increase productivity and accuracy. In the manufacture of parts, increasingly small batch sizes have to be produced economically, and yet accurately. In the aerospace industry, maximum cutting capacity is needed for the roughing processes, whereas the subsequent fi nishing processes must be executed with maximum precision. For milling high-quality molds, high material removal rates are required during roughing and excellent surface quality must be obtained after fi nishing. At the same time, maximum contouring feed rates are necessary to realize the required minimum distances between the paths within acceptable machining times. Thermal accuracy of machine tools is becoming increasingly important considering the strongly varying operating conditions in manufacturing. Especially with small production batches that require constantly changing machining tasks, a thermally stable condition cannot be reached. At the same time, the accuracy of the fi rst workpiece is becoming very important for the profi tability of production orders. Constant changes between drilling, roughing and fi nishing operations contribute to the fl uctuations in the thermal condition of a machine tool. During the roughing operations, the milling rates increase to values above 80 %, whereas values below 10 % are reached during fi nishing operations. The increasingly high accelerations and feed rates cause heating of the recirculating ball screw in linear feed drives. Position measurement in the feed drives therefore plays a central role in stabilizing the thermal behavior of machine tools. -

Ld-16B - Ld-16Ba - Ld-16Be - Ld-16Bt
RAIL DRILL LD-16B - LD-16BA - LD-16BE - LD-16BT ENGLISH OPERATION AND MAINTENANCE MANUAL 1 16 M 187 E INDEX page 1. General characteristics ............................................................................................................................................... 6 2. Accessories supplied with the drill ........................................................................................................................ 7 3. Accessories to be ordered separately ................................................................................................................... 9 4. Spindle advance lever ................................................................................................................................................ 13 5. Motor ON/OFF switch (EMERGENCY) ................................................................................................................... 14 6. LED worklights ON/OFF switch ............................................................................................................................... 14 7. LED indicator .................................................................................................................................................................. 15 8. "Drilling assistance" function ................................................................................................................................... 15 9. Rechargeable battery ................................................................................................................................................ -

Introduction to Selecting Milling Tools Iimportant Decisions for the Selection of Cutting Tools for Standard Milling Operations
Introduction to Selecting Milling Tools IImportant decisions for the selection of cutting tools for standard milling operations The variety of shapes and materials machined on modern milling machines makes it impera- tive for machine operators to understand the decision-making process for selecting suitable cutting tools for each job. This course curriculum contains 16-hours of material for instructors to get their students ready to make basic decisions about which tools are suitable for standard milling operations. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Where to Start: A Blueprint and a Plan .......................................................................................... 3 Decision 1: What type of machining is needed? ............................................................................ 7 Decision 2: What is the workpiece material? ................................................................................. 7 ISO Material -
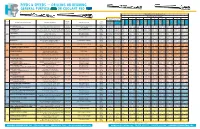
Feeds & Speeds — Drilling Or Reaming General Purpose
CL RLD ASS WO FEEDS & SPEEDS — DRILLING OR REAMING GENERAL PURPOSE OR COOLANT FED FEED RATE (INCHES PER REVOLUTION) M AD E IN USA HOLE DIAMETER IN INCHES CUTTING SPEED (SFM) 1/8 1/4 3/8 1/2 5/8 3/4 1 11/4 11/2 STARTING RANGE* GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- GEN. COOL- CHIP BRINELL TOOL. MATERIAL BEING MACHINED MATERIAL EXAMPLES CHIP DESCRIPTION GENERAL COOLANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT PUR- ANT CLASS HARDNESS APPLIC. PURPOSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED POSE FED ALUMINUM ALLOY 308.0, 356.0, 360.0, 380.0, 383.0, 390.0, 30-150 DISCONTINUOUS FLAKY OR DRILL 250-350 375-550 .003 – .005 .004 .007 .005 .008 .006 .010 .006 .011 .007 .014 .009 .017 – .019 – CAST AND WROUGHT 2024, 3003, 4032, 5052, 6061, 7075 (500 kg) LONG STRINGY REAM 150-250 200-300 .004 – .006 .008 .008 .010 .011 .013 .012 .015 .013 .017 .016 .021 .019 .022 .020 .024 COPPER ALLOY 101, 110, 115, 120, 130, 142, 155, 170, 172, 175, 40-200 LONG CONTINUOUS DRILL 125-190 225-300 .002 – .005 .004 .007 .005 .008 .006 .009 .007 .010 .008 .012 .010 .014 – .016 – TOUGH 195, 425, 610, 630, 655, 725, 805, 826, 910 (500 kg) REAM 50-90 70-105 .005 – .006 .008 .008 .010 .010 .013 .011 .014 .012 .016 .014 .018 .016 .019 .017 .020 LEAD ALLOY Alloys 7, 8, 13, 15 10-20 DISCONTINUOUS DRILL 350-450 400-500 .003 – .005 .004 .006 .006 .007 .007 .008 .008 .009 .009 .013 .013 .015 – .017 – 20 1Sb, 4Sb, 6Sb, 8Sb, 9Sb (500 kg) TIGHTLY CURLED REAM 150-250 200-300 -

Types of Tap
Types of Tap HAND TAPS ISO 529 These are straight flute general purpose tools which can be used for both machine or hand tapping. They are generally the most economical tool for use on production runs, but are best on materials that produce chips, or where the swarf breaks readily. Where deep holes are to be tapped, in materials which produce stringy swarf, serial taps may be needed, especially for coarse threads. ISO 529 hand taps can be supplied in sets of three; bottom, second and taper leads, or individually. BOTTOM TAPS have a chamfer (lead) of 1–2 threads, the angle of the lead being around 18 degrees per side. They are used to produce threads close to the bottom of blind holes. SECOND TAPS have a lead of 3-5 threads at 8 degrees per side. They are the most popular and can be used for through holes, or blind holes where the thread does not need to go right to the bottom. TAPER TAPS have a lead of 7-10 threads at 5 degrees per side. The taper lead distributes the cutting force over a large area, and the taper shape helps the thread to start. They can therefore be used to start a thread prior to use of second or bottom leads, or for through holes. IMPORTANT NOTE ON TERMINOLOGY! In the U.K. bottom taps are often referred to as ‘plugs’. In North America second taps are often referred to as ‘plugs’! This can easily lead to confusion. To avoid problems when ordering it is best to use the terms bottom, second and taper. -

Appendix D – Machining Guidelines
Appendix D – Machining Guidelines A. Holding and Chucking When holding any composite billet or part it is important to remember that, unlike metallic materials, polymers will deform/distort under excessive holding pressures. This is very important when machining parts/billets with a thin cross-section (0.250 in / 6.35 mm or under) and for finish machining. Parts/billets that are held too tightly may spring back after release from the holding mechanism and result in parts that are not concentric and/or undesirable dimensions. 1. Standard Jaw Chucking Four or six jaw chucks are acceptable for thick cross-section parts and billets. Ensure medium chucking jaw pressure to prevent material distortion. 2. Pie Jaw Chucking Pie jaw chucking, contacting as close to 90% of the OD as possible, is a superior holding method over standard jaw chucking. This works well for any operation and is preferred over standard chucking for finish machine operations. 3. Adhesive Bonding / Gluing As an alternate to standard chucking directly to the composite, a billet can be glued to a fixture of alternate material prior to machining operations. If this method is used, it is recommended that guidelines from the adhesive manufacturer be followed to ensure sufficient quantity and coverage. Both Loctite® 4090 and 3MTM Scotch-WeldTM Acrylic Adhesive 8405NS have been successfully used. 4. Holding Fixtures Use holding fixtures to grip composite components during finish machining operations. Holding fixtures shall contact 100%of either the OD or ID and should be a snug fit (in/out by hand). PTFE is the best material of construction for fixtures with PVC being a close (slightly more rigid) second choice. -

Introduction to Turning Tools and Their Application Identification and Application of Cutting Tools for Turning
Introduction to Turning Tools and their Application Identification and application of cutting tools for turning The variety of cutting tools available for modern CNC turning centers makes it imperative for machine operators to be familiar with different tool geometries and how they are applied to common turning processes. This course curriculum contains 16-hours of material for instructors to get their students ready to identify different types of turning tools and their uses. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Anatomy of a turning tool............................................................................................................... 3 Standard Inserts .............................................................................................................................. 3 ANSI Insert Designations ............................................................................................................. 3 Insert Materials -

Improvement of Grain Retentivity of Electroplated Diamond Tools by Ni-Based Cnt Composite Coatings
16TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS IMPROVEMENT OF GRAIN RETENTIVITY OF ELECTROPLATED DIAMOND TOOLS BY NI-BASED CNT COMPOSITE COATINGS Tsunehisa Suzuki*, Takashi Konno**, Hikaru Ibukuro** *Yamagata Research Institute of Technology, **Just Corporation Keywords: CNT, Electroplated Diamond Tool, Grain Retentivity Abstract composites of metallic and non-metallic constituents. Some recent researches have investigated Ni-based Grain retentivity of Ni-based coatings of CNT composite coating methods by using electroplated diamond tools were improved by electroless codeposition [1] and electrocodeposition codepositing Carbon nanotubes (CNTs) into Ni- [2] and have reported that friction and wear based coatings for developing electroplated properties are improved by codepositing CNTs in diamond tools having a long tool life for machining the matrix. These properties of CNT composite hard, brittle materials such as fused silica into coatings seem to be effective in improving grain microstructures. Ni-based CNT composite coatings retentivity; however, there are no experimental data were electroplated in a nickel sulphamate plating in the literature on the grain retentivity of CNT bath containing CNTs. Surface roughness of the composite coatings. coatings was extremely improved by ultrasonic In the present work, electroplated CNT vibration of the bath during electroplating, and the composite coatings were applied for improving grain minimum value of the roughness was 0.28 μm Ra. retentivity. It is very important that the coatings have When more than 1 g/l of CNTs was added to the bath, good surface roughness for micro electroplated the coatings had a Vickers hardness of more than diamond tools. The effects of agitation methods on 500 and about twice the grain retentivity than surface roughness were investigated. -

Drilling 22 | Drilling | Overview Bosch Accessories for Power Tools 09/10 Your Guide to the Right Drill Bit
Drilling 22 | Drilling | Overview Bosch Accessories for Power Tools 09/10 Your guide to the right drill bit. These information pages are designed to help users. They cover the correct use of the appropriate power tool and the various drill bits for commonly-used materials. The charts given below are only intended as recommendations and cannot be regarded as a complete guide. For more detailed queries, please contact Bosch directly. The fact that power tools and drill bits are mutually dependent is often ignored. It is only once this relationship has been identifi ed and taken into account that the service life of both the tool and its drill bit can be optimised. Drill/Impact drill Drill/Impact drill Drill/Impact drill Drill/Impact drill up to 600 watts up to 700 watts up to 1010 watts up to 1150 watts Cordless drill/driver Cordless drill Cordless impact drill Metal drill bits Sheet metal cone bit up to 20 mm over 30 mm Steel drill bit up to 10 mm up to 13 mm up to 20 mm Wood drill bit Wood drill bit up to 15 mm up to 25 mm up to 32 mm Auger bit up to 18 mm up to 32 mm Installation and form- work drill bits 18 mm 30 mm Flat drill bits up to 40 mm Forstner bit up to 50 mm TC-tipped hinge-boring bit up to 50 mm Concrete drill bit Concrete drill bit up to 15 mm up to 20 mm up to 25 mm Masonry drill bit up to 12 mm up to 18 mm up to 24 mm up to 30 mm Core cutters up to 68 mm up to 82 mm Diamond core edge sinkers up to 82 mm Multi-purpose and rotary drill bits Multi-purpose drill bit 14 mm Glass drill bit 12 mm Holesaws up to 40 mm up to 60 mm up to 80 mm up to 152 mm Bosch Accessories for Power Tools 09/10 Drilling | Overview | 23 Working on metal and plastic. -

Utilization of Waste by Preparing the Product from Swarf Forging of Alloy
et International Journal on Emerging Technologies 6(2): 181-183(2015) ISSN No. (Print) : 0975-8364 ISSN No. (Online) : 2249-3255 Utilization of Waste by Preparing the Product from Swarf Forging of Alloy Steel (16MNCR5) Abid Nazir and Harvinder Lal Department of Mechanical Engineering, RIET, Phagwara, (PB), India (Corresponding author: Abid Nazir) (Received 01 October, 2015 Accepted 06 November 2015) (Published by Research Trend, Website: www.researchtrend.net) ABSTRACT: The aim of thesis is to prepare the product from swarf forging of alloy steel (16MnCr5). This thesis is an example of how the waste fraction can be transferred from waste to a resource that can be used in other industrial processes. It offers both environmental and economic benefits. Swarf forging gives better control, environmental credits, cost savings an increased margins. Swarf collected from lathe, milling, drill or any other cutting machine is cleaned by degreasing, pickling and acid pickling. Preliminary heat treatment is done to eliminate the work hardening, moisture content and impurity content. Swarf can be continuous, discontinuous or powder form. After collection of swarf, put in mild steel tube for compression. Compression of swarf is done by hydraulic press. The force is applied on piston which is inserted in tube. After compression, swarf which is in form of cylinder is taken out. After this heat the samples are heated and forged with the help of manual hammers or with help of hydraulic hammer. After forging hardness, density and microstructure are checked. The values indicate that product made by swarf forging can be used for low load application like door handles, hangers etc. -

Molding & Machining: Metalwork in Geneva
MOLDING & MACHINING: METALWORK IN GENEVA This is a story of change. In the mid-1800s, Geneva claimed the most foundries in western New York State. The metal industry accounted for almost 70% of the city’s jobs in the 1950s and remained strong until the 1970s. Today, Geneva has only one major metal fabrication company. Geneva was not near iron ore or coal but 19th-century canals and railroads allowed access to raw materials. Demand for new products, from farm equipment to heating systems, allowed foundries to flourish. New factories changed Geneva’s landscape and affected its environment. Ultimately, 20th-century changes in technology and economics – and failure to adapt to change – caused most of the city’s metal industry to disappear. A foundry melts refined iron and pours it into molds to create cast iron. It is brittle but, unlike wrought iron pounded out by a blacksmith, objects can be mass produced in intricate shapes. Molding room at Phillips & Clark Stove Company Machining is the shaping of metal, and other materials, through turning, drilling, and milling. Machining tools were powered by steam engines in the 19th century and later by electricity. Machinists bent sheet metal to make cans, stamped metal for tableware, and milled stock to create machine components. Tool Room at Herendeen Manufacturing Company, 1907 This is a companion exhibit to Geneva’s Changing Landscapes in the next gallery, which has more information and artifacts about local industry. Support for this exhibit is provided by Rosalind Nester Heid in memory of her grandfather Samuel K. Nester, Sr. The First Geneva Foundries Refineries require iron, sand, water, fuel, and people. -

Metal Drill Bits Hammer Drill Stronger Than Steel Chisel Drill Bits Stone and Special Metal Drill Bits
BITS METAL DRILL BITS HAMMER DRILL STRONGER THAN STEEL CHISEL DRILL BITS STONE AND SPECIAL METAL DRILL BITS 307 | HSS-E DIN 338 cobalt 76–79 WOOD DRILL BITS 311 | HSS TIN DIN 338 steel drill bit 80–81 302 | HSS DIN 338, ground, split point 82–85 300 | HSS DIN 338, standard 86–90 300 | HSS DIN 338, standard, shank reduced 91 340 | HSS DIN 340, ground, split point, long 92 342 | HSS DIN 1869, ground, extra long 93 SAWS 344 | HSS hollow section drill bit / Facade drill bit 94 345 | HSS DIN 345 morse taper 95–96 303 | HSS DIN 1897 pilot drill bit, ground, split point, extra short 97 310 | HSS DIN 8037 carbide tipped 98 312 | HSS-G Speeder DIN 338 RN metal drill bit 99 304 | HSS Double end drill bit, ground, split point 100 315 | HSS Drill bit KEILBIT, ground 101 317 | HSS combination tool KEILBIT 102 329 | HSS countersink KEILBIT 103 327 | HSS countersink 90° DIN 335 C 104 328 | HSS deburring countersink 105 ASSORTMENTS 326 | HSS tube and sheet drill bit 106 325 | HSS step drill 107 140 | Scriber 108 320 | HSS hole saw bi-metal 109–112 SHELVES | From Pros for Pros | www.keil.eu | 73 MODULES - BITS HAMMER DRILL METAL DRILL BITS Nothing stops the metal drill bits because we offer a drill bit for every application. CHISEL HSS-E TWIST DRILL BIT 135° The HSS-E drill bit is a cobalt alloyed high performance drill bit. Even with insufficient cooling it has reserve in heat resistance. Due to the alloying addition of 5 % Co in the cutting material these drill bits can be used for working with work pieces with a tensile strength of over 800N/m².