Shaper/Router
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
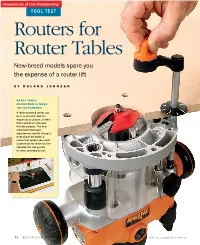
Routers for Router Tables New-Breed Models Spare You the Expense of a Router Lift
Compliments of Fine Woodworking TOOL TEST Routers for Router Tables New-breed models spare you the expense of a router lift BY ROLAND JOHNSON ABOVE-TABLE ADJUSTMENTS MAKE THE DIFFERENCE A table-mounted router can be very versatile. But it’s important to choose a router that’s designed expressly for that purpose. The best allow both bit-height adjustments and bit changes from above the table. A router that makes you reach underneath for these routine adjustments will quickly become annoying to use. 54 FINE WOODWO R K in G Photo, this page (right): Michael Pekovich outers are among the most versatile tools in the shop—the go-to gear Height adjustment Rwhen you want molded edges on lumber, dadoes in sheet stock, mortises for Crank it up. All the tools for adjusting loose tenons, or multiple curved pieces bit height worked well. Graduated that match a template. dials on the Porter-Cable Routers are no longer just handheld and the Triton are not tools. More and more woodworkers keep very useful. one mounted in a table. That gives more precise control over a variety of work, us- ing bits that otherwise would be too big to use safely. A table allows the use of feather- boards, hold-downs, a miter gauge, and other aids that won’t work with a hand- held router. With a table-mounted router, you can create moldings on large or small stock, make raised panels using large bits, cut sliding dovetails, and much more. Until recently, the best way to marry router and table was with a router lift, an expensive device that holds the router and allows you to change bits and adjust cut- ting height from above the table. -

Tips and Techniques for Using a Detail Gouge
Woodturning Tools, Techniques, and Projects Alan N. Leland Tips and Techniques for Using a Detail Gouge Roughing with a Spindle Gouge I prefer to rough out my spindles with a 1 1/4” roughing gouge or a ¾” roughing gouge. Roughing out can be accomplished with a detail gouge but it takes a bit longer and the finished cuts are not as smooth. Used properly a 1 ¼” roughing gouge can leave nearly the same finish as a skew. For roughing cuts: the cut is started approximately 2” in from the tail stock end and proceeds in multiple 2” increments cutting toward the tail stock until approximately 3” from the head stock end of the blank at which point the direction of cut is reversed toward the head stock these cuts are accomplished with the tool handle perpendicular to the blank and the end of the handle down at approximately a 45 degree angle to insure that when the cutting edge makes contact with the wood that the bevel is rubbing and the tool is not cutting until the handle is raised up to start the cut. Hold the tool firmly but not tight as in all turning the tool needs to be easily manipulated and this can not be done with a tight grip on the tool. The feet should be spread apart and the body should be free to move with the cut. To achieve the most control, the flute of the tool is sandwiched between the thumb and fingers of the left hand. The thumb is exerting pressure down toward the tool rest and is griping the flute against the fingers. -

A Paper on Two Spindle Drilling Head
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395 -0056 Volume: 04 Issue: 04 | Apr -2017 www.irjet.net p-ISSN: 2395-0072 A Paper on Two Spindle Drilling Head Dnyaneshwar B Bharad1, Rahul D Gawande2, Pratik D Ghangale3, Rahul K Gunjal4, Prof.A.S.Autade5,Prof.P.P.Darade6 1BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 2BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 3BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 4BE Student, Mechanical, SND COE & RC, Yeola, Maharashtra, India 5,6Asst. Prof. Mechanical, SND COE & RC, Yeola, Maharashtra, India ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - Generally, the growth of Indian manufacturing In this system, motions are obtained either by raising the sector is largely depends on productivity & quality. work table or it can be done by lowering the drills head. The Productivity depends upon various factors, one of the major centre distance between the drill spindles are adjusted in factors is efficiency with which the operation activities are such a way that spindle are connected to the main spindle carried out in the industry. Productivity can be highly by universal joints. In mass production work drill jigs are improved by reducing the machining time and combining generally used for guiding the drills in the work piece. It is the operations etc. As the name indicates twin spindle necessary to achieve the accurate results. Drilling depth can drilling machines have two spindles driven by a single power not be estimated properly. Different size of hole can not be head, and these two spindles holding the drill bits are fed drilled without changing the drill bit. -
Choosing & Using a Milling Machine
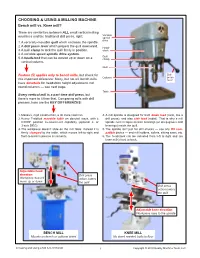
CHOOSING & USING A MILLING MACHINE Bench mill vs. Knee mill? There are similarities between ALL small vertical milling Variable machines and the traditional drill press, right: speed drive 1. A vertically-movable quill which encloses the spindle. 2. A drill press lever which propels the quill downward. Head- 3. A quill clamp to lock the quill firmly in position. stock 4. A variable-speed spindle drive system. Quill 5. A headstock that can be moved up or down on a clamp vertical column. Quill Feature (5) applies only to bench mills, but check for Drill Column press this important difference: Many, but not all, bench mills lever have dovetails for headstock height adjustment, not round columns — see next page. Table Every vertical mill is a part-time drill press, but there’s more to it than that. Comparing mills with drill presses, here are the KEY DIFFERENCES: 1. Massive, rigid construction, a lot more cast iron. 4. A mill spindle is designed for both down load (axial, like a 2. Heavy T-slotted movable table on dovetail ways, with ± drill press), and also side load (radial). That is why a mill 0.0005″ position measurement capability (optional 2- or spindle runs in tapered roller bearings (or deep-groove ball 3-axis DRO). bearings) inside the quill. 3. The workpiece doesn’t slide on the mill table: instead it is 5. The spindle isn’t just for drill chucks — use any R8 com- firmly clamped to the table, which moves left-to-right and patible device — end mill holders, collets, slitting saws, etc. -
Aws Edition 1, 2009
Appendix B WS Edition 1, 2009 - [WI WebDoc [10/09]] A 6 Interior and Exterior Millwork © 2009, AWI, AWMAC, WI - Architectural Woodwork Standards - 1st Edition, October 1, 2009 B (Appendix B is not part of the AWS for compliance purposes) 481 Appendix B 6 - Interior and Exterior Millwork METHODS OF PRODUCTION Flat Surfaces: • Sawing - This produces relatively rough surfaces that are not utilized for architectural woodwork except where a “rough sawn” texture or nish is desired for design purposes. To achieve the smooth surfaces generally required, the rough sawn boards are further surfaced by the following methods: • Planing - Sawn lumber is passed through a planer or jointer, which has a revolving head with projecting knives, removing a thin layer of wood to produce a relatively smooth surface. • Abrasive Planing - Sawn lumber is passed through a powerful belt sander with tough, coarse belts, which remove the rough top surface. Moulded Surfaces: Sawn lumber is passed through a moulder or shaper that has knives ground to a pattern which produces the moulded pro[le desired. SMOOTHNESS OF FLAT AND MOULDED SURFACES Planers and Moulders: The smoothness of surfaces which have been machine planed or moulded is determined by the closeness of the knife cuts. The closer the cuts to each other (i.e., the more knife cuts per inch [KCPI]) the closer the ridges, and therefore the WS Edition 1, 2009 - [WI WebDoc [10/09]] smoother the resulting appearance. A Sanding and Abrasives: Surfaces can be further smoothed by sanding. Sandpapers come in grits from coarse to [ne and are assigned ascending grit numbers. -

Study Unit Toolholding Systems You’Ve Studied the Process of Machining and the Various Types of Machine Tools That Are Used in Manufacturing
Study Unit Toolholding Systems You’ve studied the process of machining and the various types of machine tools that are used in manufacturing. In this unit, you’ll take a closer look at the interface between the machine tools and the work piece: the toolholder and cutting tool. In today’s modern manufacturing environ ment, many sophisti- Preview Preview cated machine tools are available, including manual control and computer numerical control, or CNC, machines with spe- cial accessories to aid high-speed machining. Many of these new machine tools are very expensive and have the ability to machine quickly and precisely. However, if a careless deci- sion is made regarding a cutting tool and its toolholder, poor product quality will result no matter how sophisticated the machine. In this unit, you’ll learn some of the fundamental characteristics that most toolholders have in common, and what information is needed to select the proper toolholder. When you complete this study unit, you’ll be able to • Understand the fundamental characteristics of toolhold- ers used in various machine tools • Describe how a toolholder affects the quality of the machining operation • Interpret national standards for tool and toolholder iden- tification systems • Recognize the differences in toolholder tapers and the proper applications for each type of taper • Explain the effects of toolholder concentricity and imbalance • Access information from manufacturers about toolholder selection Remember to regularly check “My Courses” on your student homepage. Your instructor -

Premier Adjustable Rail and Stile Poster
Rail lengths: are determined based on the width of the stiles and the Routing edges of stiles and rails: Fence (aligned with bearing) Unlimited Cabinet Door Making Possibilites length of the tenon you plan to use. The rail length should be equal to: the width of the door, minus the width of two stiles, plus the length of 1 Take the Total Door Width • With the router unplugged, install the stile bit in the router (B). The with Freud’s Premier Adjustable Cabinet Door Set the two stub tenons. A single stub tenon measures 10.3mm (13/32”) – stile bit is the tallest of the two bits in your set, with one profi le Congratulations on your purchase of Freud’s world class Premier Adjustable Cabinet Bit Set. Freud’s mission is to design and manufacture long, two tenons would be 20.6mm (13/16”) long, so the formula is: 2 (–)Subtract Two Stile Widths (–) cutter and two slot cutters. Stile Bit Rail with cope cut from step A the highest quality, most technically advanced cutting tools available. This set contains everything you need to create a variety of + (Stick Cutter) Align Door Width – (Stile Width x 2) + 13/16”= Rail length • Use a straight edge to align the router table infeed and outfeed beautiful cabinet doors or any other doormaking project you have in mind. Freud develops and manufactures different carbide blends for 3 (+) Add in Two Tenon Lengths (+) Here each cutting application, so you can be sure that the high quality bit you’re using was designed specifi cally for creating fl awless raised fences with the bearing on the bit. -
FRW Mstr-Prep-For-PDF Jan 2020
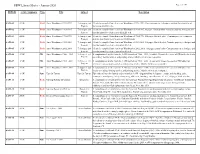
FRW Library Master - January-2020 Page 1 of 109 FRW-ID Artist / Originator Type Title Subject Description AAW-01 AAW Book Amer Woodturner 1987-1992 Techniques and 28 articles compiled from American Woodturner 1987- 1992. Contains projects, techniques and tips that should be of Projects interest to all skill levels. AAW-02 AAW Book Amer Woodturner 1993-1995 Techniques and 38 articles compiled from American Woodturner 1993-1995, 80 pages, black & white. Contains projects, tehniques and Projects tips that should be of interest to all skill levels. AAW-03 AAW Book Amer Woodturner 1996-1998 Techniques and 48 articles compiled from American Woodturner 1996-1998, 112 pages, black & white. Contains projects, techniques Projects and tips that should be of interest to all skill levels. AAW-04 AAW Book Amer Woodturner 1999-2001 Techniques and 44 articles compiled from American Woodturner 1999-2001, 136 pages, black & white.Contains projects, techniques and Projects tips that should be of interest to all skill levels. AAW-05 AAW Book Amer Woodturner 2002-2004 Techniques and 45 articles compiled from American Woodworker 2002-2004, 160 pages, partial color. Contains projects, techniques and Projects tips that should be of interest to all skill levels. AAW-06 AAW CD Amer Woodturner 1986 - 1993 Techniques and A compliation of articles from the AAW Journals of 1986 - 1993. A total of 31 issues.See cover of CD holder for details Projects on reading, locating articles, and printing articles. Must be viewed on a computer. AAW-07 AAW CD Amer Woodturner 1994 - 2001 Techniques and A compliation of articles from the AAW Journals of 1994 - 2001. -
10-2Nd AWS Section 06
Architectural Woodwork Standards millwork 6s e c t i o n section 6 Millwork table of contents Introductory InformatIon Ornamental Woodwork .......................................................................142 Typical Sources ..............................................................................142 Guide Specifications ...........................................................................131 Fire Retardant Solid Lumber ..........................................................143 Introduction .........................................................................................132 Sources for Wood Ornamentation ..................................................143 Methods of Production ........................................................................132 Working with an Artisan ..................................................................143 Flat Surfaces ................................................................................132 Design Ideas .......................................................................................144 Molded Surfaces ..........................................................................132 Specify Requirements For ..................................................................144 Smoothness of Flat and Molded Surfaces ..........................................132 Recommendations ..............................................................................144 Design and Use of Resources ............................................................132 Examples -

TD10093 CNC Drag Knife 03
File name: TD10093_CNC_Drag_Knife_0312A Rev: 0312A Date: 3/28/2012 Product Identification: CNC Drag Knife The CNC Drag Knife uses a carbide knife to cut through thin materials like adhesive-backed sign vinyl, cardboard, paper, plastic, and metal sheet. The knife swivels and rotates freely on two ball bearings, cutting as the CNC mill drags it around the design profile. It fits any ¼ inch toolholder or collet. The CNC Drag Knife comes fully assembled with one 45 degree blade. The 45 degree blade CNC Drag Knife is ideal for cutting sign vinyl. A 60 degree blade is also available and is recommended for other materials. Both the 45 degree and 60 degree blades may be ordered as replacement parts using the part numbers below: Product Name Tormach Part Number CNC Drag Knife 32440 60 Degree Replacement Blade 32441 45 Degree Replacement Blade 32442 The CNC Drag Knife is composed of a 0.250 inch diameter brass housing that holds the following components: carbide knife blade with internal (floating head) ball bearing, external ball bearing, steel spacer, spring, set screw. A hex wrench is included with the CNC Drag Knife kit and used to set spring preload to adjust knife pressure and cut depth. Page: 1 of 8 – TD10093_CNC_Drag_Knife_0312A 204 Moravian Valley Rd, Suite N, Waunakee, WI 53597 – phone 608.849.8381 – fax 209.885.4534 www.tormach.com – © 2012 Tormach LLC® – Specifications are subject to change without notice CAUTION: Before using the CNC Drag Knife, verify the CNC mills spindle is turned off and/or the spindle speed is set to 0 RPM. -

Woodworking Glossary, a Comprehensive List of Woodworking Terms and Their Definitions That Will Help You Understand More About Woodworking
Welcome to the Woodworking Glossary, a comprehensive list of woodworking terms and their definitions that will help you understand more about woodworking. Each word has a complete definition, and several have links to other pages that further explain the term. Enjoy. Woodworking Glossary A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | #'s | A | A-Frame This is a common and strong building and construction shape where you place two side pieces in the orientation of the legs of a letter "A" shape, and then cross brace the middle. This is useful on project ends, and bases where strength is needed. Abrasive Abrasive is a term use to describe sandpaper typically. This is a material that grinds or abrades material, most commonly wood, to change the surface texture. Using Abrasive papers means using sandpaper in most cases, and you can use it on wood, or on a finish in between coats or for leveling. Absolute Humidity The absolute humidity of the air is a measurement of the amount of water that is in the air. This is without regard to the temperature, and is a measure of how much water vapor is being held in the surrounding air. Acetone Acetone is a solvent that you can use to clean parts, or remove grease. Acetone is useful for removing and cutting grease on a wooden bench top that has become contaminated with oil. Across the Grain When looking at the grain of a piece of wood, if you were to scratch the piece perpendicular to the direction of the grain, this would be an across the grain scratch. -

Revolving Windsor Chair
16 Revolving Windsor Chair A few years ago it fell to me to write a story about Thomas Jefferson in a chess match with his slave Jupiter. This venture led to a play on the same subject, as well as research into the physical objects used as metaphorical vehicles for the ideas. In this regard, Jefferson makes it easy for us. One of the more obvious physical items is the revolving Windsor chair used by Jefferson when he was working to draft the Declaration of Independence in 1776. Having seen a picture of the chair in its surviving form and an- other picture of a re-creation of it, I undertook to make a similar one to use on stage. My version differs from the original in the use of a steam-bent arm rail rather than a sawn and carved one, because I could make a bent arm faster than a sawn one. Making this swivel Windsor is in some ways easier than making a normal one, in that the seat is circular rather than a sculpted outline. There are a lot of parts and processes to a Windsor chair, but with the exception of hollowing the seat, you have already seen how to do them all. Windsor chairs, as the name suggests, are of English design. Windsor chair-making in England centered around the town of High Wycombe, but the chairmaking did not begin in town. Out in the woods, workers called chair bodgers felled, split, and turned the beech legs on their springpole lathes, then sold these legs to chairmakers in town.