Avoiding Slopping in Top-Blown BOS Vessels
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

A Review of Flotation Separation of Mg Carbonates (Dolomite and Magnesite)
minerals Review A Review of Flotation Separation of Mg Carbonates (Dolomite and Magnesite) Darius G. Wonyen 1,†, Varney Kromah 1,†, Borbor Gibson 1,† ID , Solomon Nah 1,† and Saeed Chehreh Chelgani 1,2,* ID 1 Department of Geology and Mining Engineering, Faculty of Engineering, University of Liberia, P.O. Box 9020 Monrovia, Liberia; [email protected] (D.G.W.); [email protected] (Y.K.); [email protected] (B.G.); [email protected] (S.N.) 2 Department of Electrical Engineering and Computer Science, University of Michigan, Ann Arbor, MI 48109, USA * Correspondence: [email protected]; Tel.: +1-41-6830-9356 † These authors contributed equally to the study. Received: 24 July 2018; Accepted: 13 August 2018; Published: 15 August 2018 Abstract: It is well documented that flotation has high economic viability for the beneficiation of valuable minerals when their main ore bodies contain magnesium (Mg) carbonates such as dolomite and magnesite. Flotation separation of Mg carbonates from their associated valuable minerals (AVMs) presents several challenges, and Mg carbonates have high levels of adverse effects on separation efficiency. These complexities can be attributed to various reasons: Mg carbonates are naturally hydrophilic, soluble, and exhibit similar surface characteristics as their AVMs. This study presents a compilation of various parameters, including zeta potential, pH, particle size, reagents (collectors, depressant, and modifiers), and bio-flotation, which were examined in several investigations into separating Mg carbonates from their AVMs by froth flotation. Keywords: dolomite; magnesite; flotation; bio-flotation 1. Introduction Magnesium (Mg) carbonates (salt-type minerals) are typical gangue phases associated with several valuable minerals, and have complicated processing [1,2]. -
Calcination) 2
Thermal Treatment of Catalysts Modern Methods in Heterogeneous Catalysis Research Friederike C. Jentoft, October 31, 2003 Outline 1. Terminology (calcination) 2. Sample vs. oven set temperature 3. Self-generated atmosphere & self-steaming of zeolites 4. Combustion 5. Glow phenomenon & zirconia catalysts 6. Crystallization 7. Loss of surface area 8. Effect of additives 9. Solid-solid wetting 10.Reductive treatments & SMSI Steps of Catalyst Preparation v IUPAC defines 3 steps of catalyst preparation 1. Preparation of primary solid, associating all the useful compounds 2. Processing of that primary solid to obtain the catalyst precursor for example by heat treatment 3. Activation of the precursor to give the active catalyst (reduction to metal, formation of sulfides, deammoniation of zeolites) Heat Treatment of Intermediate Solids or Precursors v drying v thermal decomposition of salts (nitrates, ammonium salts) v calcination v product is a "reasonably inert solid" which can be stored easily Annealing v in a general meaning: a heating of a material over a long time span; strain and cracks in a crystalline solid can be removed Origin of the Term "Calcination" v latin "calx" = playstone limestone, (greek chálix) v burning of calcium carbonate (limestone) to calcium oxide (quicklime) -1 CaCO3 → CaO + CO2 ΔH(900°C)=3010 kJ mol v used to construct Giza pyramids (ca. 2800 A.C.), burning of limestone ("Kalkbrennen") mentioned by Cato 184 A.C. v performed in kilns (ovens) at 900°C v addition of air to sustain combustion + cool product Examples for -

Principles of Extractive Metallurgy Lectures Note
PRINCIPLES OF EXTRACTIVE METALLURGY B.TECH, 3RD SEMESTER LECTURES NOTE BY SAGAR NAYAK DR. KALI CHARAN SABAT DEPARTMENT OF METALLURGICAL AND MATERIALS ENGINEERING PARALA MAHARAJA ENGINEERING COLLEGE, BERHAMPUR DISCLAIMER This document does not claim any originality and cannot be used as a substitute for prescribed textbooks. The information presented here is merely a collection by the author for their respective teaching assignments as an additional tool for the teaching-learning process. Various sources as mentioned at the reference of the document as well as freely available material from internet were consulted for preparing this document. The ownership of the information lies with the respective author or institutions. Further, this document is not intended to be used for commercial purpose and the faculty is not accountable for any issues, legal or otherwise, arising out of use of this document. The committee faculty members make no representations or warranties with respect to the accuracy or completeness of the contents of this document and specifically disclaim any implied warranties of merchantability or fitness for a particular purpose. BPUT SYLLABUS PRINCIPLES OF EXTRACTIVE METALLURGY (3-1-0) MODULE I (14 HOURS) Unit processes in Pyro metallurgy: Calcination and roasting, sintering, smelting, converting, reduction, smelting-reduction, Metallothermic and hydrogen reduction; distillation and other physical and chemical refining methods: Fire refining, Zone refining, Liquation and Cupellation. Small problems related to pyro metallurgy. MODULE II (14 HOURS) Unit processes in Hydrometallurgy: Leaching practice: In situ leaching, Dump and heap leaching, Percolation leaching, Agitation leaching, Purification of leach liquor, Kinetics of Leaching; Bio- leaching: Recovery of metals from Leach liquor by Solvent Extraction, Ion exchange , Precipitation and Cementation process. -

Developments in Permanent Stainless Steel Cathodes Within the Copper Industry
DEVELOPMENTS IN PERMANENT STAINLESS STEEL CATHODES WITHIN THE COPPER INDUSTRY K.L. Eastwood and G.W. Whebell Xstrata Technology Hunter Street Townsville, Australia 4811 [email protected] ABSTRACT The ISA PROCESS™ cathode plate is characterised by its copper coated suspension bar, coupled with a blade employing austenitic stainless steel alloy 316L. The blade material has become the mainstay of the technology and has been closely copied by competing cathode designs. Improvement to the cathode plate design remains a key area for research, and ongoing developments by Xstrata Technology’s ISA PROCESS™ have recently been commercialised. Two such developments are the ISA Cathode BR™ and ISA 2000 AB Cathode. The ISA BR cathode is a lower resistance cathode that has proven to enhance operating efficiencies. The AB cathode was designed to improve stripping inefficiencies in the ISA 2000 technology. These developments have now had time to mature and their long term performance will be discussed. Rising material costs and the desire to extend the operating boundaries of the standard 316L cathode plate has triggered a number of significant advances. These involve the use of different stainless steels as alternatives in some operational situations. The technical aspects and results of commercial trials on this development will also be discussed in this paper. INTRODUCTION The introduction of permanent stainless steel cathode technology was pioneered in the copper industry by IJ Perry and colleagues in 1978, with the introduction of the ISA PROCESSTM in the Townsville Copper Refinery, Perry [1]. While a number of parallel processes have emerged since its introduction, ISA Process Technology (IPT) has continued to be the mainstay electrolytic copper process with consistent improvements and superior operational performance. -

Calcium-Looping Performance of Steel and Blast Furnace Slags for Thermochemical Energy Storage in Concentrated Solar Power Plants
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by idUS. Depósito de Investigación Universidad de Sevilla Calcium-Looping performance of steel and blast furnace slags for Thermochemical Energy Storage in Concentrated Solar Power plants Jose Manuel Valverde a*, Juan Miranda-Pizarroa,c, Antonio Perejónb,c, Pedro E. Sánchez-Jiménezc, Luis A. Pérez-Maquedac aFacultad de Fisica, Universidad de Sevilla, Avenida Reina Mercedes s/n, 41012 Sevilla, Spain. bDepartamento de Química Inorgánica, Facultad de Química, Universidad de Sevilla, C. Prof. García González 1, Sevilla 41071, Spain. cInstituto de Ciencia de Materiales de Sevilla (C.S.I.C. - Universidad de Sevilla). C. Américo Vespucio 49, Sevilla 41092, Spain. Abstract The Calcium Looping (CaL) process, based on the carbonation/calcination of CaO, has been proposed as a feasible technology for Thermochemical Energy Storage (TCES) in Concentrated Solar Power (CSP) plants. The CaL process usually employs limestone as CaO precursor for its very low cost, non-toxicity, abundance and wide geographical distribution. However, the multicycle activity of limestone derived CaO under relevant CaL conditions for TCES in CSP plants can be severely limited by pore plugging. In this work, the alternative use of calcium-rich steel and blast furnace slags after treatment with acetic acid is investigated. A main observation is that the calcination temperature to regenerate the CaO is significantly reduced as compared to limestone. Furthermore, the multicycle activity of some of the slags tested at relevant CaL conditions for TCES remains high and stable if the treated samples are subjected to filtration. This process serves to remove silica grains, which helps decrease the porosity of the CaO resulting from calcination thus mitigating pore plugging. -
Choosing & Using a Milling Machine
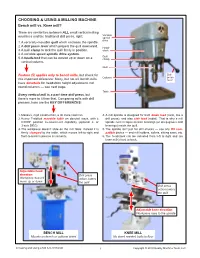
CHOOSING & USING A MILLING MACHINE Bench mill vs. Knee mill? There are similarities between ALL small vertical milling Variable machines and the traditional drill press, right: speed drive 1. A vertically-movable quill which encloses the spindle. 2. A drill press lever which propels the quill downward. Head- 3. A quill clamp to lock the quill firmly in position. stock 4. A variable-speed spindle drive system. Quill 5. A headstock that can be moved up or down on a clamp vertical column. Quill Feature (5) applies only to bench mills, but check for Drill Column press this important difference: Many, but not all, bench mills lever have dovetails for headstock height adjustment, not round columns — see next page. Table Every vertical mill is a part-time drill press, but there’s more to it than that. Comparing mills with drill presses, here are the KEY DIFFERENCES: 1. Massive, rigid construction, a lot more cast iron. 4. A mill spindle is designed for both down load (axial, like a 2. Heavy T-slotted movable table on dovetail ways, with ± drill press), and also side load (radial). That is why a mill 0.0005″ position measurement capability (optional 2- or spindle runs in tapered roller bearings (or deep-groove ball 3-axis DRO). bearings) inside the quill. 3. The workpiece doesn’t slide on the mill table: instead it is 5. The spindle isn’t just for drill chucks — use any R8 com- firmly clamped to the table, which moves left-to-right and patible device — end mill holders, collets, slitting saws, etc. -

Mineral Engineering & Fuel Technology
MINERAL ENGINEERING & FUEL TECHNOLOGY (MME-203) 4th Semester B. Tech Dept. of Metallurgical and Materials Engineering V.S.S.university of Technology , Burla Sambalpur , odisha Person Name Designation Department involved And Email .id Course Gautam Assistant MME coordinator Behera professor [email protected] Course Co- Dinesh Assistant MME coordinator ku professor mishra , [email protected] Course Co- Avala Assistant MME coordinator Lava professor kumar [email protected] Goals of the subject 1-To impart knowledge about Mineral Processing [fundamental knowledge] 2-To teach you to “think” rather than “cook” 3-To encourage you to consider a career path in Mineral Processing Content Introduction to mineral processing(Engineering) Crushing and grinding Size separation methods Concentration methods Agglomeration techniques Fuel technology MODULE -I Introduction to mineral and mineral Engineering Mineral- a substance from which we get metal non metals or any valuables. Mineral Engineering ( branch of mme which deals with study of minerals and its processing )where the minerals is being processed to get a concentrate from which metals are extracted . Flow chat to show the relationship of mineral engineering with mining and extractive metallurgy engineering Subject covers Minerals definition MINERAL : Natural occur inorganic aggregate of metals and non metals . Or Inorganic compound having a definite chemical composition and crystal structure (atomic structure). Or minerals are the forms in which metals are found in the earth crust and as sea bed deposit depend on their reactivity with their environment, particular with oxygen , sulphur, and co2. Anything of economical value which is extracted from the earth. Characteristic of mineral 1-Minerals are homogeneous in physical and chemical composition. -

Calcination of Calcium Sulphoaluminate Cement Using Pyrite-Rich Cyanide Tailings
crystals Article Calcination of Calcium Sulphoaluminate Cement Using Pyrite-Rich Cyanide Tailings Kaiwei Dong 1, Feng Xie 1,*, Wei Wang 1,*, Yongfeng Chang 1, Chunlin Chen 2 and Xiaowei Gu 3 1 School of Metallurgy, Northeastern University, 3-11 Wenhua Road, Shenyang 110004, China; [email protected] (K.D.); [email protected] (Y.C.) 2 CSIRO Minerals Resources, Clayton, VIC 3168, Australia; [email protected] 3 Science and Technology Innovation Center of Smart Water and Resource Environment, Northeastern University, 3-11 Wenhua Road, Shenyang 110004, China; [email protected] * Correspondence: [email protected] (F.X.); [email protected] (W.W.); Tel.: +86-24-8367-2298 (F.X. & W.W.) Received: 23 September 2020; Accepted: 23 October 2020; Published: 26 October 2020 Abstract: Pyrite-rich cyanide tailings (CTs) are industrial hazardous solid wastes arising from the gold mining industry. Every year, hundreds of millions of tons of cyanide tailings are produced and discharged to tailings dams. It is of great significance to dispose of cyanide tailings harmlessly and resourcefully. The feasibility of calcination of calcium sulphoaluminate (CSA) cement clinker using pyrite-rich cyanide tailings as Fe2O3 and SO3 sources was investigated for this paper. The behavior of pyrite during the calcination of cyanide tailings under various calcination conditions and the properties of calcium sulphoaluminate cement clinker were examined. The results show that it is feasible to produce calcium sulphoaluminate cement clinker using pyrite-rich cyanide tailings. The optimal conditions for the calcination of calcium sulphoaluminate cement using pyrite-rich cyanide tailings are confirmed. -
THE NEW KEENE ROCK CRUSHERS ROLLER MILL Produc T Report
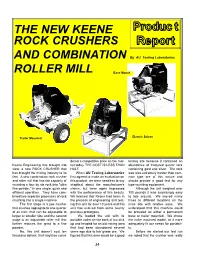
THE NEW KEENE Produc t ROCK CRUSHERS Report AND COMBINATION By AU Testing Laboratories ROLLER MILL Base Mount Trailer Mounted Electric Driven dered a competitive price on the mar- testing site because it contained an Keene Engineering has brought into ket today. THE COST IS LESS THAN abundance of fractured quartz rock view, a new ROCK CRUSHER that HALF. containing gold and silver. The rock has brought the mining industry to its When AU Testing Laboratories was also extremely harder than com- feet. A new combination rock crusher first agreed to make an evaluation on mon type ore of this nature and and roller mill that has the capacity of this product, we were needless to say should provide a good test for any crushing a four by six rock into "ultra skeptical about the manufacturer's type crushing equipment. fine powder," in one single, quick and claims, but were again impressed Although the unit weighed over efficient operation. They have com- with the performance of this beauty. 700 pounds it was surprisingly easy bined two separate processes of rock We learned that Keene had been in to tote around. We moved many crushing into a single machine. the process of engineering and test- times to different locations on the The first stage is a jaw crusher ing this unit for over 10 years and this mine site with relative ease. We that crushes aggregate to one quarter unit has evolved from some twenty understood that this machine could of an inch, that can be adjustable to previous prototypes. be provided on either a permanent larger or smaller size and the second We loaded the unit with its base or trailer mounted. -
ENVIRONMENTAL CODE of PRACTICE Base Metals Smelters and Refineries
ENVIRONMENTAL CODE OF PRACTICE C ANADIAN E NVIRONMENTAL P ROTECTION A CT , 1999 First Edition Base Metals Smelters and Refineries March 2006 EPS 1/MM/11 E Metals Section Natural Resource Sectors Pollution Prevention Directorate Environmental Stewardship Branch Environment Canada Library and Archives Canada Cataloguing in Publication Main entry under title: Environmental Code of Practice for Base Metals Smelters and Refineries: Code of Practice, Canadian Environmental Protection Act, 1999. Issued also in French under title: Code de pratiques écologiques pour les fonderies et affineries de métaux communs : Code de pratique de la Loi canadienne sur la protection de l’environnement (1999). “First Edition”. Available also on the Internet. Includes bibliographical references. ISBN 0-662-42221-X Cat. no.: En84-34/2005E EPS 1/MM/11 E 1. Non-ferrous metal industries – Waste disposal – Canada. 2. Non-ferrous metals – Metallurgy – Environmental aspects – Canada. 3. Non-ferrous metals – Refining – Environmental aspects – Canada. 4. Smelting – Environmental aspects – Canada. 5. Best management practices (Pollution prevention) – Canada. i. Canada. Pollution Prevention Directorate. Metals Section. ii. Canada. Environment Canada. TD195.F6E58 2005 669'.028'6 C2005-980316-9 READERS’ COMMENTS Inquiries and comments on this Code of Practice, as well as requests for additional copies of the Code, should be directed to: Metals Section Natural Resources Sectors Division Pollution Prevention Directorate Environmental Stewardship Branch Environment Canada Place Vincent Massey 351 St. Joseph Blvd. Gatineau, Quebec K1A 0H3 Fax (819) 953-5053 Note: Website addresses mentioned in this document may have changed or references cited may have been removed from websites since the publication of the document. -

Understanding Texts with the Help of Experimentation: the Example of Cupellation in Arabic Scientific Literature Sébastien Moureau, Nicolas Thomas
Understanding Texts with the Help of Experimentation: The Example of Cupellation in Arabic Scientific Literature Sébastien Moureau, Nicolas Thomas To cite this version: Sébastien Moureau, Nicolas Thomas. Understanding Texts with the Help of Experimentation: The Example of Cupellation in Arabic Scientific Literature. Ambix, Maney Publishing, 2016, 63 (2), pp.98 - 117. 10.1080/00026980.2016.1216691. hal-01766840 HAL Id: hal-01766840 https://hal-inrap.archives-ouvertes.fr/hal-01766840 Submitted on 14 Apr 2018 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Ambix ISSN: 0002-6980 (Print) 1745-8234 (Online) Journal homepage: http://www.tandfonline.com/loi/yamb20 Understanding Texts with the Help of Experimentation: The Example of Cupellation in Arabic Scientific Literature Sébastien Moureau & Nicolas Thomas To cite this article: Sébastien Moureau & Nicolas Thomas (2016) Understanding Texts with the Help of Experimentation: The Example of Cupellation in Arabic Scientific Literature, Ambix, 63:2, 98-117, DOI: 10.1080/00026980.2016.1216691 To link to this article: http://dx.doi.org/10.1080/00026980.2016.1216691 Published online: 29 Sep 2016. Submit your article to this journal Article views: 16 View related articles View Crossmark data Full Terms & Conditions of access and use can be found at http://www.tandfonline.com/action/journalInformation?journalCode=yamb20 Download by: [Nicolas THOMAS] Date: 13 October 2016, At: 05:51 ambix, Vol. -

Extractive Metallurgy & the Smelting of Bronze
Extractive Metallurgy & the Smelting of Bronze INTRODUCTION: Seven metals were in use before the invention of writing: gold, silver, copper, iron, mercury, tin & lead. Many of these are so scarce they couldn’t be used practically (like gold). Others are rarely found in their elemental form, instead found as minerals of carbonates, oxides, or sulfides. It is the elemental form of metals that we are familiar with when we speak of their shiny, malleable and conducting properties. As minerals or ores, metals exist in combination with other elements, often as brittle, non-conducting substances (image rocks, salts & crystals). To produce a metal in its elemental form from an ore requires a chemical transformation, a process of extractive metallurgy called smelting. The fundamental problem of smelting involves the chemical reduction of metallic compounds to elemental metals, with different compounds requiring different treatment conditions. Oxide or carbonate ores are heated with charcoal, which combines with the oxygen in the ore, to release carbon dioxide and produce the elemental metal. 2 Cu3(CO3)2(OH)2 + 3 C → 6 Cu + 7 CO2 + 2 H2O (1) SnO2 + C → Sn + CO2 (2) Copper was the earliest metal to come into common usage because its ores are fairly common, like that of malachite (Cu2CO3(OH)2), and because it can be smelted at moderate temperatures (see equation 2 above). It is a soft metal, however, which makes it of marginal value for tools and weapons. Tin forms an alloy with copper, called bronze, which is harder than either metal alone. By 3,000 BC bronze had become the dominant metal, so much so that its use defines the Bronze Age.