Instructions to Learn How to Use a Lathe
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Distal Radius System 2.5
PRODUCT INFORMATION Distal Radius System 2.5 APTUS® Wrist 2 | Distal Radius System 2.5 Contents 3 A New Generation of Radius Plates 4 One System for Primary and Secondary Reconstruction 6 ADAPTIVE II Distal Radius Plates 8 FPL Plates 10 Hook Plates 11 Lunate Facet Plates 12 Rim Plates 13 Fracture Plates 14 Correction Plates 15 Volar Frame Plates 16 Extra-Articular Plates 17 Small Fragment Plates 18 Dorsal Frame Plates 19 XL Plates 20 Distal Ulna Plates 21 Fracture Treatment Concept 22 Technology, Biomechanics, Screw Features 24 Precisely Guided Screw Placement 25 Instrument for Reconstruction of the Volar Tilt 26 Storage 27 Overview Screw Trajectories 29 Ordering Information 47 Bibliography For further information regarding the APTUS product line visit: www.medartis.com Medartis, APTUS, MODUS, TriLock, HexaDrive and SpeedTip are registered trademarks of Medartis AG / Medartis Holding AG, 4057 Basel, Switzerland www.medartis.com Distal Radius System 2.5 | 3 A New Generation of Radius Plates Why is a new generation of radius plates needed? Distal radius fractures are the most common fractures of the stable plate systems have enabled open reduction and inter- upper extremities. The knowledge of these fractures has grown nal fixation to become an established treatment method for enormously over the last years. Treatment concepts have like- intra- and extra-articular distal radius fractures. These sys- wise been refined. It is now generally accepted that the best tems have enabled even severe extension fractures with dor- possible anatomical reconstruction of the radiocarpal joint sal defect zones to be precisely repositioned and treated with (RCJ) and distal radioulnar joint (DRUJ) to produce a func- osteosynthesis via volar access without the need for additional tional outcome is a requirement. -
Using a Test Indicator (2)
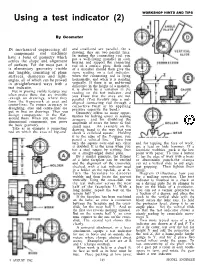
WORKSHOP HINTS AND TIPS Using a test indicator (2) By Geometer IN mechanical engineering all and small-end are parallel. On a components and machines drawing, they are two parallel lines. In testing the connecting rod, you have a basis of geometry which put a well-fitting mandrel in each settles the shape and alignment bearing and support the connecting of surfaces. For the most part it rod on a surface plate. Both ends is elementary geometry visible of a mandrel should then give the and tangible, consisting of plane same reading on a test indicator, surfaces, diameters and right- when the connecting rod is lying angles, all of which can be proved horizontally, and when it is standing in straightforward ways with a vertically. If there is an end-to-end difference in the height of a mandrel, test indicator. it is shown by a variation in the But in proving visible features you reading on the test indicator, and often prove those that are invisible you know that the axes are not -except on drawings, where they parallel. (You forcibly true a mal- form the framework as axes and aligned connecting rod through a centre-lines. To ensure accuracy in corrective twist or by applying draughting, axes and centre-lines are pressure opposite the bend.) put in first on drawings. Then you Geometry offers us many oppor- design components, in the flat, tunities for halving errors in seeking around them. When you test three- accuracy, and for doubling the F dimensional components, you prove amplitude of errors the better to find the basic geometry. -

VARIABLE ANGLE LOCKING HAND SYSTEM for Fragment-Specific Fracture Fixation with Variable Angle Locking and Locking Technology
VARIABLE ANGLE LOCKING HAND SYSTEM For fragment-specific fracture fixation with variable angle locking and locking technology SURGICAL TECHNIQUE TABLE OF CONTENTS INTRODUCTION Variable Angle Locking Hand System Overview 2 AO Principles 5 Indications 6 Featured Plates & Technique Highlights 7 Screws in the System 18 Featured Instruments 20 SURGICAL TECHNIQUE Preoperative Planning and Reduction 27 Lag Screw Insertion (Optional) 29 Prepare and Insert Plate 37 Insert Screw 50 Implant Removal 51 PRODUCT INFORMATION Implants 54 Instruments 63 Graphic Cases 70 Set Lists 77 Image intensifier control Variable Angle Locking Hand System Surgical Technique DePuy Synthes Companies VARIABLE ANGLE LOCKING HAND SYSTEM OVERVIEW The DePuy Synthes Variable Angle Locking Hand System consists of plates that are anatomic, procedure-specific, and available in both stainless steel and titanium. The Variable Angle Locking Hand System offers instrumentation to aid in: x fracture reduction x provisional fixation x plate adaptation x construct creation Designed for the Surgeon and Patient A dedicated, global surgeon team was integral to the design of this system through extensive consultation and participation in multiple design labs. Surgeon interviews, design and development meetings, and collaboration with key opinion leaders determined the clinical components necessary for the DePuy Synthes Variable Angle Locking Hand System. DePuy Synthes Companies are dedicated to improving patient care. System Snapshot x Extensive system of anatomically precontoured plates x First to the market with 1.3 mm locking screws for hand plating1 x Forceps that aid in fracture reduction and lag screw application x Forceps that aid in plate fixation x Self-retaining screwdrivers x Plates available in 316L stainless steel and titanium x Color-coded instruments 1DePuy Synthes Companies market analysis of leading orthopaedic companies, conducted May 2015. -
Milling Fixtures Principles of Their Design and Examples from Practice Third Revised Edition
UC-NRLF 25 CENTS B 3 Dlfi 742 MILLING FIXTURES PRINCIPLES OF THEIR DESIGN AND EXAMPLES FROM PRACTICE THIRD REVISED EDITION MACHINERY'S REFERENCE SERIES NO. 4 PUBLISHED BY MACHINERY, NEW YORK MACHINERY'S REFERENCE SERIES EACH NUMBER IS ONE UNIT IN A COMPLETE LIBRARY OF MACHINE DESIGN AND SHOP PRACTICE REVISED AND REPUBLJSHED FROM MACHINERY NUMBER 4 MILLING FIXTURES THIRD REVISED EDITION CONTENTS Elementary Principles of Milling Fixtures, by E. R. MARKHAM - 3 Examples of Milling Fixtures 26 Copyright, 1912, The Industrial Press, Publishers of MACHINERY 49-55 Lafayette Street, New York City X CHAPTER I ELEMENTARY PRINCIPLES OP MILLING MACHINE FIXTURES* The principal consideration, when designing fixtures that are to be fastened solidly to the table of a milling machine, should be to have the fixture firm enough to admit working the machine and cutter to their limit of endurance. In fact, the fixture should be stronger than the machine itself, and able to resist any possible strain that the cutter can exert. While fixtures should be strong, the movable parts should be so made as to be easily manipulated. All bearing and locat- ing points should be accessible to facilitate the removal of chips and dirt. The action of the clamping devices should be rapid, so that no time is lost in manipulating them. The Milling Machine Vise-False Vise Jaws The first fixture to consider is the milling machine vise, which has a stationary and a movable jaw, against which are placed removable jaws, held in place by means of screws. The stationary-removable jaw generally has connected with it any shelf, pins, or means for locating the pieces to be machined. -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -

Hand-Forging and Wrought-Iron Ornamental Work
This is a digital copy of a book that was preserved for generations on library shelves before it was carefully scanned by Google as part of a project to make the world’s books discoverable online. It has survived long enough for the copyright to expire and the book to enter the public domain. A public domain book is one that was never subject to copyright or whose legal copyright term has expired. Whether a book is in the public domain may vary country to country. Public domain books are our gateways to the past, representing a wealth of history, culture and knowledge that’s often difficult to discover. Marks, notations and other marginalia present in the original volume will appear in this file - a reminder of this book’s long journey from the publisher to a library and finally to you. Usage guidelines Google is proud to partner with libraries to digitize public domain materials and make them widely accessible. Public domain books belong to the public and we are merely their custodians. Nevertheless, this work is expensive, so in order to keep providing this resource, we have taken steps to prevent abuse by commercial parties, including placing technical restrictions on automated querying. We also ask that you: + Make non-commercial use of the files We designed Google Book Search for use by individuals, and we request that you use these files for personal, non-commercial purposes. + Refrain from automated querying Do not send automated queries of any sort to Google’s system: If you are conducting research on machine translation, optical character recognition or other areas where access to a large amount of text is helpful, please contact us. -

Single-Angle Compression Members Welded by One Leg to Gusset Plates
SINGLE-ANGLE COMPRESSION MEMBERS WELDED BY ONE LEG TO GUSSET PLATES Sherief Sharl Shukry Sakla, M.A.Sc., P.Eng. A Dissertation Submitted to the Faculty of Graduate Studies and Research through the Department of Civil and Environmental Engineering in Partial Fulfilment of the Requirements for the Degree of Doctor of Philosophy at the University of Windsor Windsor, Ontario, Canada 1997 National Library Bibliothbque nationale I*m of Canada du Canada Acquisitions and Acquisitions et Bibliographic Services services bibliographiques 395 Wellington Street 395. rue Wellington OtrawaON K1AON4 OttawaOfU K1AON4 Canada Canada The author has granted a non- L'auteur a accorde une licence non exclusive licence allowing the exclusive permettant a la National Library of Canada to Bibliotheque nationale du Canada de reproduce, loan, distribute or sell reproduire, preter, distribuer ou copies of this thesis in microform, vendre des copies de cette these sous paper or electronic formats. la forme de microfiche/film, de reproduction sur papier ou sur format electronique. The author retains ownership of the L'auteur conserve la propriete du copyright in this thesis. Neither the droit d'auteur qui protege cette these. thesis nor substantial extracts fiom it Ni la these ni des ehtssubstantiels may be printed or otherwise de celle-ci ne doivent Btre imprimes reproduced without the author's ou autrernent reproduits sans son permission. aut orisation. G 1997 Sherief S. S. Sakla All Rights Reserved I hereby declare that I am the sole author of this document. I authorize the University of Windsor to lend this document to other institutions or individuals for the purpose of scholarly research. -

Manufacturing Glossary
MANUFACTURING GLOSSARY Aging – A change in the properties of certain metals and alloys that occurs at ambient or moderately elevated temperatures after a hot-working operation or a heat-treatment (quench aging in ferrous alloys, natural or artificial aging in ferrous and nonferrous alloys) or after a cold-working operation (strain aging). The change in properties is often, but not always, due to a phase change (precipitation), but never involves a change in chemical composition of the metal or alloy. Abrasive – Garnet, emery, carborundum, aluminum oxide, silicon carbide, diamond, cubic boron nitride, or other material in various grit sizes used for grinding, lapping, polishing, honing, pressure blasting, and other operations. Each abrasive particle acts like a tiny, single-point tool that cuts a small chip; with hundreds of thousands of points doing so, high metal-removal rates are possible while providing a good finish. Abrasive Band – Diamond- or other abrasive-coated endless band fitted to a special band machine for machining hard-to-cut materials. Abrasive Belt – Abrasive-coated belt used for production finishing, deburring, and similar functions.See coated abrasive. Abrasive Cutoff Disc – Blade-like disc with abrasive particles that parts stock in a slicing motion. Abrasive Cutoff Machine, Saw – Machine that uses blade-like discs impregnated with abrasive particles to cut/part stock. See saw, sawing machine. Abrasive Flow Machining – Finishing operation for holes, inaccessible areas, or restricted passages. Done by clamping the part in a fixture, then extruding semisolid abrasive media through the passage. Often, multiple parts are loaded into a single fixture and finished simultaneously. Abrasive Machining – Various grinding, honing, lapping, and polishing operations that utilize abrasive particles to impart new shapes, improve finishes, and part stock by removing metal or other material.See grinding. -

Piranha Ironworkers
High Quality Genuine Piranha Tooling Piranha Ironworkers Capacities & Specifications Single Operator Ironworkers Make your Piranha Ironworker even more productive and flexible! Rated on Mild Steel (60,000) PSI Tensile Strength P-50, P-65, P-90, P-110 and P-140 All machines subject to changes in specification High Quality Tooling Piranha ironworkers give metal fabricators outstanding quality and innovative features. Every Piranha provides • Genuine Piranha tooling is formulated to extend your tooling life. P-50 P-65 P-90 P-110 P-140 PII-88 PII-140 SEP-120 1524 quality work, savings in set-up time, adaptability and P-65 • Each tool is laser-engraved for easy identification. versatility through a wide range of tooling, and factory Throat Depth 5" 8" 10" 12" 12" 9" 20.5" 21.5" 24" P-50 • Tuffskin tooling for extended tool life. Piranha Ironworkers engineering and support. Open Height 11-1/2" 13-1/2" 15" 15-1/2" 15-1/2" 14" 14" 12-1/4" 5-3/8" • Oversized tooling for all of your larger punching needs. Available Attachments for P-50: A, B, C, D, F, H, I, J, K Closed Height • Tooling is packed with a protective coating and then shrink-wrapped 7-3/4" 9-1/4" 10-1/8" 10-1/4" 10-1/4" 7-3/4" 7-3/4" 10-1/4" 3-3/8" Single Operator, Dual Operator, and Single End Punch Presses For P-65, P-90, P-110 and P-140: A, B, C, D, E, F, G, H, I, J, K to cardboard. -
Using a Myford Keats Angle Plate
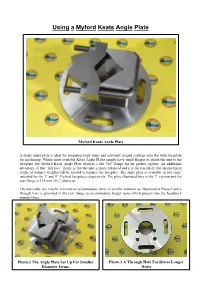
Using a Myford Keats Angle Plate Myford Keats Angle Plate A Keats angle plate is ideal for mounting large items and unevenly shaped castings onto the lathe faceplate for machining. Whilst most available Keats Angle Plates simply have small flanges to attach the unit to the faceplate, the Myford Keats Angle Plate features a full 360o flange for far greater rigidity. An additional advantage of this “full face” flange is that the unit is more balanced and it is far less likely that inconvenient stacks of balance weights will be needed to balance the faceplate. The angle plate is available in two sizes, intended for the 7” and 9” Myford faceplates respectively. The plate illustrated here is the 7” version and the rear flange is 135 mm (5¼”) diameter. The moveable jaw may be reversed to accommodate items of smaller diameter as illustrated in Photo.2 and a through hole is provided in the rear flange to accommodate longer items which project into the headstock mandrel bore. Photo.2 The Angle Plate Set Up For Smaller Photo.3 A Through Hole Facilitates Longer Diameter Items. Items Using The Myford Keats Angle Plate The most usual way to use the Keats Angle Plate is by attaching it to the faceplate of the lathe, although it is a most adaptable accessory and may also be used in a variety of other ways. Photo. 4 shows the angle plate bolted to the faceplate of a customers Myford Super 7 B where it is to be used to turn a bush from the 7 end of a 1 /8” (68.8mm) round bar. -

STANDARD OPERATING PROCEDURES for COMMON
Faculty of Engineering Workshop Services STANDARD OPERATING PROCEDURES for COMMON TOOL & MACHINING EQUIPMENT [Type here] [Type here] [Type here] The information in this booklet is provided as a guide for the minimum safety training that shall be provided to personnel prior to being authorized to use of any of the following machining tools or pieces of equipment: Mill, Lathe, Planer, Drill Press, Pedestal Grinder, & Band Saw. GENERAL SAFETY TIPS • Safety glasses with side shields must be worn at all times. • Do not wear loose clothing, loose neckwear or exposed jewelry while operating machinery. • Do not work alone in a machine shop. (Implement the "buddy" system.) • Long sleeves on shirts should be rolled up above the elbows. • Pull back and secure long hair. • Do not wear thin fabric shoes, sandals, open-toed shoes, and high-heeled shoes. • A machinist's apron tied in a quick release manner should be worn. • Always keep hands and other body parts a safe distance away from moving machine parts, work pieces, and cutters. • Use hand tools for their designed purposes only. • Report defective machinery, equipment or hand tools to the Technician. McGill Workshop Safety policy: www.mcgill.ca/ehs/programs-and-services/workshop Workshop Rules: www.mcgill.ca/ehs/programs-and-services/workshop/rules [Type here] [Type here] [Type here] FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment MACHINE SHOP SAFETY Machine Shop Safety August 2014 1 FACULTY WORKSHOP SERVICES Safe Use of Machine Shop Equipment WORKSHOP MACHINES - LATHE • All stock must be properly secured in the lathe chuck or mounted prior to the machining process taking place. -
LATHE WORK for Beginners
ATHE : Wt)ER •i > "HI t YATIBS Book_ GcpigMW_ COPYRIGHT DEPOSHi . LATHE WORK For Beginners A PRACTICAL TREATISE On Lathe Work with complete instructions for properly using the various tools, including complete directions for wood and metal Turning, Screw Cutting, Measur- ing Tools, Wood Turning, Metal Spinning, etc., and instructions for Building Home-made Lathes with their attachments, etc. BY RAYMOND FRANCIS YATES author of 'Model Making," " Shop Practice for Home Mechanics," "Soldering and Brazing," etc. Fully Illustrated with 167 Line drawings and photographs NEW YORK Ms Copyrighted 1922, by THE NORMAN W. HENLEY PUBLISHING COMPANY Printed in the U. S. A. APR 26 1922 OCI.A661481 PEEFACE The lathe is the master tool. It has taken a great part in the progress of civilization and of all the machines of production, it is the most important. In the tremendous mass of technical literature published in the United States, there is not one volume devoted wholeheartedly to the lathe from the standpoint of the beginner—the man who de- sires to learn its uses as an amateur. There are many volumes dealing with large lathes from the industrial viewpoint, but these are more or less useless to the man who knows little or nothing about lathe operation. In this volume the writer has endeavored to set forth the basic principles of lathe operation and manipulation, in a way that will interest and in- struct the layman. The book starts at the very bottom and ends at a point beyond which the average amateur does not care to go. The author desires to acknowledge his thanks to the following men who assisted in the prepara- tion of the volume.