PDH Course M381
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

TOOLS and EQUIPMENT Orthotic 561
TOOLS AND EQUIPMENT Orthotic 561 Tools Shoe Stretchers............................562 Brannock Measuring Device..................562 Mixing Bowls ..............................562 Aluminum Cast Mandrels ....................562 Laminating Fixtures.........................563 Vises and Yates Clamps.................563-564 Measuring Devices .....................564-567 Hex Sets and Balldrivers.................567-569 Screw and Drill Gages ......................569 Cutting Nippers ............................570 Plastering Tools............................571 Shears and Scissors ....................571-572 Blades, Knives and Surforms .............572-575 Rivets, Punch Sets and Eyelets ...........576-579 Reamers .................................579 Needle Kit ................................579 Deburring Tool.............................579 Rout-A-Burr ...............................579 Precision Oiler.............................580 Countersinks ..............................580 Adjustable Bits.............................580 Tools Ball Set Tool . 580 Micro Torches and Heat Guns ............580-582 Cast Spreaders and Cutters ..............583-584 Alignment Fixtures .........................584 Benders and Contouring Iron .............584-585 Equipment Carvers, Cutters and Routers.............585-588 Sanding Accessories............ 589-591, 601-603 Sewing and Patching Machines ...............592 Drill Press ................................593 Band Saws . .594-595 Dust Collectors ........................596-597 -

UNIT 5 MODERN MACHINING METHOD Method
Modern Machining UNIT 5 MODERN MACHINING METHOD Method Structure 5.1 Introduction Objectives 5.2 Working Principle of Energy 5.3 Non-conventional Machining Processes 5.4 Electrical Discharge Machining 5.5 Wire Cut Electric Discharge Machining 5.6 Ultrasonic Machining 5.7 Chemical Machining Processes 5.8 Electrochemical Machining 5.9 Laser Beam Machining 5.10 Plasma Arc Machining 5.11 Summary 5.12 Answers to SAQs 5.1 INTRODUCTION Modern machining methods are also named as non-conventional machining methods. These methods form a group of processes which removes excess material by various techniques involving mechanical, thermal, electrical chemical energy or combination of these energies. There is no cutting of metal with the help of metallic tool having sharp cutting edge. The major reasons of development and popularity of modern machining methods are listed below. (a) Need of machine newly developed metals and non-metals having some special properties like high strength, high hardness and high toughness. A material possing the above mentioned properties are difficult to be machined by the conventional machining methods. (b) Sometimes it is required to produce complex part geometries that cannot be produced by following conventional machining techniques. Non-conventional machining methods also provide very good quality of surface finish which may also be an encouragement to these methods. There can be a very long list of non-conventional machining methods. These methods can be classified as the basis of their base principle of working. Objectives After studying this unit, you should be able to understand introduction of modern machining methods and their difference with conventional machining methods, different classification criteria of modern machining methods and their classifications, and working principle, process details, applications and advantages and disadvantages machining. -
Using a Test Indicator (2)
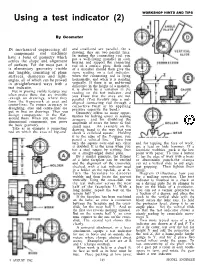
WORKSHOP HINTS AND TIPS Using a test indicator (2) By Geometer IN mechanical engineering all and small-end are parallel. On a components and machines drawing, they are two parallel lines. In testing the connecting rod, you have a basis of geometry which put a well-fitting mandrel in each settles the shape and alignment bearing and support the connecting of surfaces. For the most part it rod on a surface plate. Both ends is elementary geometry visible of a mandrel should then give the and tangible, consisting of plane same reading on a test indicator, surfaces, diameters and right- when the connecting rod is lying angles, all of which can be proved horizontally, and when it is standing in straightforward ways with a vertically. If there is an end-to-end difference in the height of a mandrel, test indicator. it is shown by a variation in the But in proving visible features you reading on the test indicator, and often prove those that are invisible you know that the axes are not -except on drawings, where they parallel. (You forcibly true a mal- form the framework as axes and aligned connecting rod through a centre-lines. To ensure accuracy in corrective twist or by applying draughting, axes and centre-lines are pressure opposite the bend.) put in first on drawings. Then you Geometry offers us many oppor- design components, in the flat, tunities for halving errors in seeking around them. When you test three- accuracy, and for doubling the F dimensional components, you prove amplitude of errors the better to find the basic geometry. -

126 Metal Products
Lake Tuggeranong College LEARN – THRIVE - CONNECT Metal Products A/M Working with metal has fascinated people for centuries. Metal forming processes have advanced significantly in recent times and have enabled the creation of objects which have changed the world forever. These processes are now able to be experienced by students through the development of metal fabrication projects which provide an understanding of metal properties and construction techniques. The considerable time devoted to the practical skills in this course makes it an ideal choice for students who are looking for a unique practical learning environment. Rationale Why would you do this course? Working with metal is an enjoyable activity which more students need to experience! Being able to apply metal fabricating processes to create projects with a student design input is a major emphasis in the course. The range of fundamental skills employed in the metal fabrication industry readily engage students in their course work. There is a current skills shortage in the metal trade areas as evidenced by the inclusion of Metal Fabricator and Welder in the National Skills Needs list. There is a federal government push for apprenticeships using the skills learnt during this course. Beyond the classroom, this subject offers you: • Pathways to metal trades: boiler maker/metal fabricator • Skills that are interlinked between other trades: construction, plumber, electrician • Basic handyman skills Learner dispositions What type of person usually studies this course? Learners who would study this course typically achieve a satisfaction from being able to create practical objects using techniques such as welding, machining, plasma cutting, sheet metal forming and more. -

Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions
Gear Cutting and Grinding Machines and Precision Cutting Tools Developed for Gear Manufacturing for Automobile Transmissions MASAKAZU NABEKURA*1 MICHIAKI HASHITANI*1 YUKIHISA NISHIMURA*1 MASAKATSU FUJITA*1 YOSHIKOTO YANASE*1 MASANOBU MISAKI*1 It is a never-ending theme for motorcycle and automobile manufacturers, for whom the Machine Tool Division of Mitsubishi Heavy Industries, Ltd. (MHI) manufactures and delivers gear cutting machines, gear grinding machines and precision cutting tools, to strive for high precision, low cost transmission gears. This paper reports the recent trends in the automobile industry while describing how MHI has been dealing with their needs as a manufacturer of the machines and cutting tools for gear production. process before heat treatment. A gear shaping machine, 1. Gear production process however, processes workpieces such as stepped gears and Figure 1 shows a cut-away example of an automobile internal gears that a gear hobbing machine is unable to transmission. Figure 2 is a schematic of the conven- process. Since they employ a generating process by a tional, general production processes for transmission specific number of cutting edges, several tens of microns gears. The diagram does not show processes such as of tool marks remain on the gear flanks, which in turn machining keyways and oil holes and press-fitting bushes causes vibration and noise. To cope with this issue, a that are not directly relevant to gear processing. Nor- gear shaving process improves the gear flank roughness mally, a gear hobbing machine is responsible for the and finishes the gear tooth profile to a precision of mi- crons while anticipating how the heat treatment will strain the tooth profile and tooth trace. -

Grinding Machines
GRINDING MACHINES www.fermatmachinetool.com CYLINDRICAL GRINDING MACHINES FERMAT FAST FACTS CONTENT FERMAT MACHINE TOOL LTD CYLINDRICAL GRINDING MACHINES 650 Number of employees TOP SIEMENS Seller COMPANY INFORMATION .................................... 4 About the company FERMAT CYLINDRICAL GRINDING MACHINES ...................... 8 BHC / BHC HD CYLINDRICAL GRINDING MACHINES ...................... 12 BHCR / BHCR HD mill. NEW MODELS € 1901 CYLINDRICAL GRINDING MACHINES ...................... 16 78 Oldest member of FERMAT Group BHM / BHMR Annual sales in 2016 BASIC DESIGN ELEMENTS OF THE MACHINE .................. 23 Beds and Tables, Grinding Wheel Head, Work Head, Tailstock, Ball screws, Other Components, 8 Electric Equipment, Control Systems and Drives Branches in Czech Republic 100+ ACCESSORIES AND POSSIBLE OPTIONS....................... 28 Annual production/sold machines COMPONENTS ............................................... 34 ...................... CYLINDRICAL GRINDING MACHINES 36 BUC E BESTSELLERS CYLINDRICAL GRINDING MACHINES ...................... 38 5 BUB E Football playgrounds would 1 fit in floor space OTHER PRODUCTS ........................................... 40 of FERMAT Production facilities Table Type Horizontal Boring Mills, Micron (1 µm) has the most Floor Type Horizontal Boring Mills accurate production machine from our machining shop REFERENCES ................................................ 44 - - 2 3 - - ABOUT THE COMPANY ABOUT THE COMPANY FERMAT MACHINE TOOL LTD FERMAT MACHINE TOOL LTD Prague The FERMAT Group is a traditional Czech care. As a result, the FERMAT Group be- Manufacturing, servicing, upgrading lopment, design and construction with- manufacturer of machine tools. The prod- longs to the top machine tool manufactur- or complete overhauling of grinding in the strong FERMAT Group led to ex- uct portfolio consists primarily of grinding ers around the globe. machines are the key activities of the traordinary quality of our modern CNC machines as well as horizontal boring and FERMAT Machine Tool Ltd. -

Precision Guidance Needed for Metalworking Machinery That
Precision guidance needed for metalworking machinery that automatically grinds 40,000 sinks every year https://www.hepcomotion.com/case-studies/precision-guidance-needed-for-metalworking-machinery-that- automatically-grinds-40000-sinks-every-year/ INDUSTRY PRODUCT COUNTRY PROCESS GV3 - V Linear Manufacturing Germany Grinding Guide System Peitzmeier Maschinenbau machine builders based in Germany specialise in the construction of grinding machines. Their latest invention, the Omni-Grind Twin 3100 AC, enables automated grinding and polishing of workpieces in the metalworking industry. The machine builder relies on HepcoMotion’s GV3 guidance to prevent damage to the steel during processing; the linear guide system enables precise alignment of the grinding tool in the range of hundredths of a millimetre. The challenge: A major customer wants to precision grind 40,000 stainless steel sinks per year Among the users of Peitzmeier’s grinding machines is a Dutch manufacturer, who processes stainless steel sinks for a Swiss company. The design of the grinding machine had some challenging requirements, as Ulrich Peitzmeier, Managing Director of Peitzmeier explains: “The three-ton plant needed to be capable of grinding 40,000 sinks per year with extra care – the sinks are made from sheet metal just one millimetre thick. If a tool takes too long grinding material in one place, it can very quickly damage the workpiece.” Peitzmeier had to adapt their grinding machine to meet these requirements. The heavy grinding tool, usually mounted on a double-stranded U-rail, had to be replaced in favour of a lighter tool that could be aligned more precisely on just a single guide rail. -

Moore Jig Grinder Manual
Moore Jig Grinder Manual If looking for a book Moore jig grinder manual in pdf form, in that case you come on to loyal site. We presented the complete variation of this ebook in DjVu, ePub, PDF, txt, doc formats. You can read Moore jig grinder manual online either downloading. Further, on our site you may read guides and diverse art books online, or download their as well. We like to invite your attention that our site not store the book itself, but we give ref to the site whereat you may download either reading online. So if you need to load pdf Moore jig grinder manual, in that case you come on to correct site. We own Moore jig grinder manual txt, DjVu, ePub, doc, PDF forms. We will be pleased if you come back us afresh. moore 3 g18 jig grinder maintenance operation - Moore #3 (G18) Jig Grinder - Maintenance, Operation & Parts Manual in Business & Industrial, Manufacturing & Metalworking, Metalworking Tooling | eBay moore no. 1 jig grinder parts and operations - Document Title: Moore No. 1 Jig Grinder Parts and Operations Manual Number Of Pages: 49 Condition Of Original: Good Scan Type: Color Cover, Grayscaled Images and moore #3 jig grinder certified with accuracy - Moore #3 jig grinder certified with accuracy report What is for sale: Moore #3 jig grinder certified with accuracy report used jig grinders for sale listings - - Grinding Machines - Used Jig Grinders for sale listings - We have 32 listings for Jig Grinders listed below. Find items by using the following search options. You can jig grinder - wikipedia, the free encyclopedia - A jig grinder is a machine tool used for grinding complex shapes and holes where the highest degrees of accuracy and finish are required. -
Updated Course Guide Jan 2017.Pdf
1 Wilmot Union High School Mission Statement As a professional learning community, Wilmot Union High School's core purpose is to ensure our students are college, career, and civic ready by fostering a culture of life-long learning. District Vision As a learning community and through community involvement, Wilmot Union High School has developed a clear sense of who we want to become through a process where district stakeholders: students, staff, parents, community members, business partners and Board of Education members came together and identified the key characteristics and values we want to exemplify. These characteristics and values were aligned under five pillars to further define the key areas of focus for our learning community. I. Safe and Supportive Learning Environment II. Equity and Access for All Students III. Community Partnerships IV. Collaborative Culture for Learning V. Curriculum, Instruction and Assessment It is through these five pillars and their guiding statements that WUHS and our stakeholders will empower one another to create and fulfill the goals and commitments that will bring our vision to fruition. We invite every stakeholder of the WUHS learning community to enter in to this process of adopting the defined values to fulfill our vision of an exemplary school. 2 Wilmot Union High School P.O. Box 8 11112 – 308th Avenue Wilmot, WI 53192 High School Administration (262) 862-2351 John LaFleur, Ph.D., Principal [email protected] Tom Blair, Associate Principal [email protected] Luke Braden, Associate -

Photochemical Machining
Design Guide to Photochemical Machining A World Apart in a World of Parts This “Design Guide to Photochemical Machining” was cre- ated for those involved with the designing or purchasing of Fotofab uses a special process called Photochemical Machining. Also known as chemical etching, acid etching, or milling, this process metal parts. While it provides general guidelines, Fotofab’s offers many advantages over traditional metal fabrication methods: Technical Sales Staff is available to assist Speed you with your specifi c requirements. • Tooling can be produced rapidly. • Parts can be produced and shipped within hours of receiving a print. By designing with an awareness of our process capabilities, you will minimize Flexibility • Many intricate part geometries, like those found in fi ne resolution the cost and delivery time of your metal screens, can be photochemically machined easily and economically. parts. We are ready to work with you, • Revisions to part designs are implemented quickly and inexpensively. • Brittle metals, which often fracture during conventional stamping, are machined without diffi culty. Just tell us what you need! Repeatability • Prototype and production quantities can be made using the same process and tooling. Contents • Extremely thin metal can be machined without distortion; dimensional accuracy actually increases as metal thickness decreases. The Fotofab Process • page 4 • Physical properties of the metal, such as hardness, strength and formability, are not changed by the process. Value-Added Services • page 7 • Magnetically soft materials can be fabricated while retaining their optimum permeability. Applications • page 8 • Parts are inherently free of burrs. Material Selection • page 10 Cost Effectiveness • Tooling and set-up costs are extremely low compared to hard tooling. -

Status: Active Date Printed: 8/11/2004 SAN DIEGO COMMUNITY
SAN DIEGO COMMUNITY COLLEGE DISTRICT CITY COLLEGE ASSOCIATE DEGREE COURSE OUTLINE SECTION I SUBJECT AREA AND COURSE NUMBER: Machine Technology 140 COURSE TITLE: Machine Technology UNITS: 4.00 Grade O nly CATALOG COURSE DESCRIPTION: This course is an introduction to the M achine Technology field. Emphasis is placed o n safety, measurements, common formulas, machining applications, drawings, and career opportunities in the field. This course is designed for students planning to major in the occupational field of machine technology. REQUISITES: Advisory: ENGL 051 and ENGL 056, each with a grade of "C" or better, or equivalent, or W5/R5. Advisory: Completion of or concurrent enrollment in MATH 095 with a grade of "C" or better, or equivalent, or M40. FIELD TR IP REQUIREMENTS: May be required TRANSFER APPLICABILITY: Associate Degree Credit & transfer to CSU and/or private colleges and universities. CAN DATA: None LECTURE HOURS PER WEEK: 3.00 LAB HOURS PER WEEK: 3.00 STUDENT LEARNING OUTCOMES: Upon successful completion of the course the student will be able to: 1. Describe the history of machines and identify machine trade careers, professions and trade organizations. 2. Identify safety equipment and explain safe work practices in the machine shop. 3. Illustrate an understanding of the lines and symbols on engineering drawings and plan the sequence of operations for machining round work and flat workpieces. 4. Use a variety of measuring instruments such as squares, surface plates, vernier calipers, micrometers, gages, comparators, to measure given workpieces. 5. Prepare a work surface for layout, use the combination square and surface gage to layout straight lines, and make precision layo uts using the sine bar and gage blocks. -

Process Type Description Adhesive Application F+S Used to Bond Non-Metal Components. Adhesives Are Applied Either by Hand Or In
Process Type Description Used to bond non-metal components. Adhesives are applied either by hand or in a spray Adhesive Application F+S booth controlled for air emissions. A two-step process by which the aluminum is first dissolved in a caustic bath and then Aluminum Making VENDOR precipitated out in crystals. This two-step process can be circumvented by using recycled scrap that is melted down to form new parts. Most stainless steels receive a final annealing (a heat treatment that refines the Anneal and Pickle VENDOR material's mechanical properties) and pickling (an acid wash that removes furnace scale from annealing and helps promote the passive surface film that naturally occurs). An electrolytic passivation process used to increase the thickness of the natural oxide Anodizing VENDOR layer on aluminum. Produces a protective surface that inhibits further oxidation (corrosion). F+S / Process that provides a matte/etched looking surface finish to material by applying fine Bead Blasting VENDOR glass beads at low pressure. Process in which a Fiber-Reinforced Polymer and metal granule matrix is blended and Bonded Metal Casting F+S cast in a mold. A mechanical process in which material is shaped at a single angle along a straight axis. Brake Forming F+S The process can be repeated to form more complicated shapes. An annealing process carried out in a controlled atmosphere furnace or vacuum so that Bright Annealing VENDOR oxidation is reduced to a minimum and the surface remains relatively bright. Metalworking process in which sheet metal is rolled out at room temperature, changing Calendaring VENDOR the molecular structure to make it harder and more resistant to scratching.