Sawing Machines General Power Hacksaw Machines
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Building a Battle Station Model by Russell Barnes
Building a Battle Station Model By Russell Barnes I. Introduction The summer is usually a pretty difficult time for me to work in my workshop. Chores abound around the house and there is seemingly some-thing to do almost every day that precludes any useful time spent in the workshop. The summer of 2004 was no different. By the time late July rolled around, I was desperate. I had not made anything for over a month. Something had to be done. What to do? Then it hit me. I was looking over the latest Model Expo catalogue and saw they still offered kit models of small battle stations. Not wanting to build a kit, I saw the potential for a quick scratch built project. Over the next two weeks I built a battle station model that turned out to be quite a conversation piece. As fate would have it, that model was destroyed when Hurricane Katrina washed away the local museum. I have decided to replace the battle station model, but it occurred to me that others might benefit from my experience having built it. So, I redrew the plans, making some improve-ments, and decided to set down a guide to building the model. I am not an expert and I make no claim that my methods are the only way to build the model. Someone building from these plans should view my words as a collection of helpful hints rather than a map to follow in order to arrive at a desired result. I envision this project as an introduction to scratch building. -
Use a Hacksaw Inch Blade
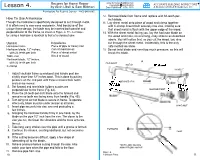
Recipes for Home Repair www.AccurateBuilding.com Lesson 4. Copyright 2004-2005 ACCURATE BUILDING INSPECTORS by Alvin Ubell & Sam Bittman Date Published: 1974, 1976 A Division of Ubell Enterprises, Inc. Permissions For Reprints Contact: 1-800-640-8285 12. Remove blade from frame and replace with 32-teeth-per- How To Use A Hacksaw inch blade. Though the hacksaw is specifically designed to cut through metal, 13. Lay sheet metal onto piece of wood and clamp together it is often used to saw wood and plastic. And because of the with C-clamp. Insert both securely into vise, making sure unique frame design, the blade may be inserted both parallel and that sheet metal is flush with the upper edge of the wood. perpendicular to the frame, as shown in Figure 4. The technique 14. With the sheet metal facing you, lay the hacksaw blade on for using a hacksaw is identical to that of a crosscut saw. the wood and make several long, easy strokes as described above. You will notice that, as you cut the wood, you also Utensils Ingredients cut through the sheet metal. Incidentally, this is the only Hacksaw frame Piece of pipe or heavy iron safe method we know. Hacksaw blade, 12" inches, Can of machine oil 15. Do not twist blade and exert too much pressure, as this will with 24 teeth per inch Piece of sheet metal break the blade. Table vise Block of wood Hacksaw blade, 12" inches, A with 32 teeth per inch END POST C-clamp NOTCH HANDLE 1. Adjust hacksaw frame so end post and handle post are slightly more than 12" inches apart. -

Hand Tools & Accessories
HAND TOOLS & ACCESSORIES CUSHION GRIP HACKSAW FRAMES HIGH TENSION HACKSAW FRAMES • Unique cushioned rubber grip reduces • Quick changing blades slippage for better control and comfort • Adjustable crank handle for tension • Rugged, sturdy frame built for up to 30,000 PSI torque and professional tool users micro-adjustment • High tension technology for • Spare blades can be tightening the blade to 30,000 PSI stored inside frame • Blade can be positioned • Blade can be positioned for 45° or 90° cutting for 45° or 90° cutting • Patended quick • End of frame can be used change blade design as a jab saw Model No. TJ246 Model No. TJ557 Mfg. No. 80965 Mfg. No. 80956 Price/Each $ Price/Each $ HEAVY-DUTY HACKSAW FRAMES ECONOMY HACKSAW FRAMES • High impact, contoured handle • Adjustable from 10"/250 mm • Adjust to 10" or 12" to 12"/300 mm • 45° blade adjustment • Cuts to 2.75"/70 mm in depth Model No. TBH296 • For DIY and home use Mfg. No. 80952 Model No. TJ251 Price/Each $ Mfg. No. 80950 Price/Each $ GENERAL PURPOSE HACKSAWS • Blade Length: 12" HACKSAW FRAMES • Handle Type: Plain • Instantly adjustable for 10"/250 mm • Overall Dimensions: 17-5/16" L x 5-1/8" H to 12"/300 mm blades • Depth of Bow: 4" H • Adjusts 90° for vertical • Tensile Strength: 8000 PSI or horizontal cuts • Strong aluminum die-cast handle Model No. VU145 provides comfort and control Mfg. No. 80951 • Guarded grip design protects Price/Each $ knuckles from grazing Model No. TYW991 Price/Each $ HIGH TENSION HACKSAW FRAMES LITTLE-NIC® UTILITY HACKSAWS • Professional quality high tension frame provides • Ergonomic cushioned handle easy to use an efficient adjustment lever • Gets into small places • Rubber handle and thumb hold provides • Overall length 10"/250 mm, an ergonomic grip (EAM042) • Uses any standard size hacksaw blade • 4 angled mounting pins allow for both straight and angle cutting, Model No. -

A Sheffield Hallam University Thesis
The effect of tooth geometry on power hacksaw blade performance. HALES, William M. M. Available from the Sheffield Hallam University Research Archive (SHURA) at: http://shura.shu.ac.uk/19742/ A Sheffield Hallam University thesis This thesis is protected by copyright which belongs to the author. The content must not be changed in any way or sold commercially in any format or medium without the formal permission of the author. When referring to this work, full bibliographic details including the author, title, awarding institution and date of the thesis must be given. Please visit http://shura.shu.ac.uk/19742/ and http://shura.shu.ac.uk/information.html for further details about copyright and re-use permissions. TELEPEN 101 039 701 X iiiiiiiiini Sheffield City Polytechnic Library REFERENCE ONLY Return to Learning Centre of issue Fines are charged at 50p per hour 2 0 APR 2007 ProQuest Number: 10697044 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent upon the quality of the copy submitted. In the unlikely event that the author did not send a com plete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. uest ProQuest 10697044 Published by ProQuest LLC(2017). Copyright of the Dissertation is held by the Author. All rights reserved. This work is protected against unauthorized copying under Title 17, United States C ode Microform Edition © ProQuest LLC. ProQuest LLC. 789 East Eisenhower Parkway P.O. Box 1346 Ann Arbor, Ml 48106- 1346 THE EFFECT OF TOOTH GEOMETRY on POWER HACKSAW BLADE PERFORMANCE by William Malcolm Manson Hales BSc A Thesis submitted to the Council for National Academic Awards in partial fulfilment of the requirements for the degree of Doctor of Philosophy. -

Portable Machine Tools Safety Precautions
TC 9-524 Chapter 3 PORTABLE MACHINE TOOLS The portable machine tools identified and described in this Portable machine tools are powered by self-contained chapter are intended for use by maintenance personnel in a electric motors or compressed air (pneumatic) from an outside shop or field environment. These lightweight, transportable source. They are classified as either cutting took (straight and machine tools, can quickly and easily be moved to the angle hand drills, metal sawing machines, and metal cutting workplace to accomplish machining operations. The accuracy shears) or finishing tools (sanders, grinders, and polishers). of work performed by portable machine tools is dependent upon the user’s skill and experience. SAFETY PRECAUTIONS GENERAL Portable machine tools require special safety precautions Remove chuck keys from drills prior to use. while being used. These are in addition to those safety precautions described in Chapter 1. Hold tools firmly and maintain good balance. Secure the work in a holding device, not in your PNEUMATIC AND ELECTRIC TOOL hands. SAFETY Wear eye protection while operating these Here are some safety precautions to follow: machines. Never use electric equipment (such as drills, Ensure that all lock buttons or switches are off sanders, and saws) in wet or damp conditions. before plugging the machine tool into the power source. Properly ground all electric tools prior to use. Never leave a portable pneumatic hammer with a Do not use electric tools near flammable liquids or chisel, star drill, rivet set, or other tool in its nozzle. gases. ELECTRIC EXTENSION CORDS Inspect all pneumatic hose lines and connections prior to use. -
Code Description Range LIST PRICE (EUR) 1106-301 DIGITAL CALIPER
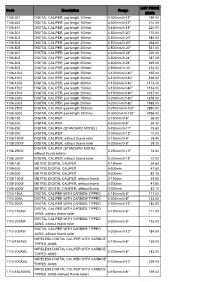
LIST PRICE Code Description Range (EUR) 1106-301 DIGITAL CALIPER, jaw length 100mm 0-300mm/0-12" 189.00 1106-302 DIGITAL CALIPER, jaw length 150mm 0-300mm/0-12" 210.00 1106-451 DIGITAL CALIPER, jaw length 100mm 0-450mm/0-18" 220.00 1106-501 DIGITAL CALIPER, jaw length 100mm 0-500mm/0-20" 170.00 1106-502 DIGITAL CALIPER, jaw length 150mm 0-500mm/0-20" 282.00 1106-503 DIGITAL CALIPER, jaw length 200mm 0-500mm/0-20" 364.00 1106-505 DIGITAL CALIPER, jaw length 300mm 0-500mm/0-20" 531.00 1106-601 DIGITAL CALIPER, jaw length 100mm 0-600mm/0-24" 220.00 1106-602 DIGITAL CALIPER, jaw length 150mm 0-600mm/0-24" 387.00 1106-603 DIGITAL CALIPER, jaw length 200mm 0-600mm/0-24" 465.00 1106-802 DIGITAL CALIPER, jaw length 150mm 0-800mm/0-32" 452.00 1106-1002 DIGITAL CALIPER, jaw length 150mm 0-1000mm/0-40" 495.00 1106-1003 DIGITAL CALIPER, jaw length 200mm 0-1000mm/0-40" 839.00 1106-1005 DIGITAL CALIPER, jaw length 300mm 0-1000mm/0-40" 1174.00 1106-1502 DIGITAL CALIPER, jaw length 150mm 0-1500mm/0-60" 1133.00 1106-1503 DIGITAL CALIPER, jaw length 200mm 0-1500mm/0-60" 1337.00 1106-2002 DIGITAL CALIPER, jaw length 150mm 0-2000mm/0-80" 1676.00 1106-2003 DIGITAL CALIPER, jaw length 200mm 0-2000mm/0-80" 1968.00 1106-2502 DIGITAL CALIPER (jaw length 150mm) 0-2500mm/0-100" 2880.00 1106-3002 DIGITAL CALIPER (jaw length 150mm) 0-3000mm/0-120" 4556.00 1108-150 DIGITAL CALIPER 0-150mm/0-6" 26.50 1108-200 DIGITAL CALIPER 0-200mm/0-8" 39.10 1108-250 DIGITAL CALIPER (STANDARD MODEL) 0-250mm/0-10" 78.60 1108-300 DIGITAL CALIPER 0-300mm/0-12" 70.00 1108-150W DIGITAL -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

Boilermaking Manual. INSTITUTION British Columbia Dept
DOCUMENT RESUME ED 246 301 CE 039 364 TITLE Boilermaking Manual. INSTITUTION British Columbia Dept. of Education, Victoria. REPORT NO ISBN-0-7718-8254-8. PUB DATE [82] NOTE 381p.; Developed in cooperation with the 1pprenticeship Training Programs Branch, Ministry of Labour. Photographs may not reproduce well. AVAILABLE FROMPublication Services Branch, Ministry of Education, 878 Viewfield Road, Victoria, BC V9A 4V1 ($10.00). PUB TYPE Guides Classroom Use - Materials (For Learner) (OW EARS PRICE MFOI Plus Postage. PC Not Available from EARS. DESCRIPTORS Apprenticeships; Blue Collar Occupations; Blueprints; *Construction (Process); Construction Materials; Drafting; Foreign Countries; Hand Tools; Industrial Personnel; *Industrial Training; Inplant Programs; Machine Tools; Mathematical Applications; *Mechanical Skills; Metal Industry; Metals; Metal Working; *On the Job Training; Postsecondary Education; Power Technology; Quality Control; Safety; *Sheet Metal Work; Skilled Occupations; Skilled Workers; Trade and Industrial Education; Trainees; Welding IDENTIFIERS *Boilermakers; *Boilers; British Columbia ABSTRACT This manual is intended (I) to provide an information resource to supplement the formal training program for boilermaker apprentices; (2) to assist the journeyworker to build on present knowledge to increase expertise and qualify for formal accreditation in the boilermaking trade; and (3) to serve as an on-the-job reference with sound, up-to-date guidelines for all aspects of the trade. The manual is organized into 13 chapters that cover the following topics: safety; boilermaker tools; mathematics; material, blueprint reading and sketching; layout; boilershop fabrication; rigging and erection; welding; quality control and inspection; boilers; dust collection systems; tanks and stacks; and hydro-electric power development. Each chapter contains an introduction and information about the topic, illustrated with charts, line drawings, and photographs. -

Machinery Repairman
NAVEDTRA 12204-A Naval Education and September 1993 Training Manual Training Command 0502-LP-477-5600 (TRAMAN) Machinery Repairman DISTRIBUTION STATEMENT A: Approved for public release; distribution is unlimited. Nonfederal government personnel wanting a copy of this document must use the purchasing instructions on the inside cover. Although the words “he,” “him,” and “his” are used sparingly in this manual to enhance communication, they are not intended to be gender driven nor to affront or discriminate against anyone reading this text. DISTRIBUTION STATEMENT A: Approved for public release; distribution is unlimited. Nonfederal government personnel wanting a copy of this document must write to Superintendent of Documents, Government Printing Office, Washington, DC 20402 OR Commanding Officer, Naval Publications and Forms Directorate, Navy Aviation Supply Office, 5801 Tabor Avenue, Philadelphia, PA 19120-5099, Attention: Cash Sales, for price and availability. MACHINERY REPAIRMAN NAVEDTRA 12204-A 1993 Edition Prepared by MRCS Wayne T. Drew COMMANDING OFFICER NETPDTC 6490 SAUFLEY FIELD RD PENSACOLA, FL 32509-5237 ERRATA #1 18 April 2000 Specific Instructions and Errata for the TRAMAN MACHINERY REPAIRMAN, NAVEDTRA 12204-A 1. No attempt has been made to issue corrections for errors in typing, punctuation, etc. 2. Make the following changes to the Machinery Repairman text: Page Column Paragraph Chancre 2-2 1 3rd complete Change paragraph to read as follows: "If a paragraph dimension is given as 3.000 inches, the. is ±0.005 inch: or if the dimension. is ±0.010 inch." vice "If a dimension is given as 3.000 inches., the. is ±0.0005 inch: or if the dimension.. -

5-Inch X 8-Inch Horizontal Band Saw Models: J-3130, J-3230
Operating Instructions and Parts Manual 5-inch x 8-inch Horizontal Band Saw Models: J-3130, J-3230 Model J-3230 shown JET 427 New Sanford Road LaVergne, Tennessee 37086 Part No. M-414453 Ph.: 800-274-6848 Revision F3 07/2019 www.jettools.com Copyright © 2015 JET specifications could result in severe injury from the breakage of the eye protection. 2. Wear proper apparel. No loose clothing or jewelry which can get caught in moving parts. Rubber 1.0 IMPORTANT SAFETY soled, nonslip, footwear is recommended for best footing. INSTRUCTIONS 3. Do not overreach. Failure to maintain a proper working position can cause you to fall into the General Cautions machine or cause your clothing to get caught — pulling you into the machine. - Misuse of this machine can cause serious injury. - For safety, the machine must be set up, used and 4. Keep guards in place and in proper working serviced properly. order. Do not operate the machine with the guards removed. - Read, understand and follow the instructions in the operator’s and parts manual which was shipped 5. Avoid dangerous working environments. Do not with your machine. use stationary machine tools in wet or damp When setting up the machine: locations. Keep work areas clean and well lit. - Always avoid using the machine in damp or poorly 6. Special electrical precautions should be taken lighted work areas. when working on flammable materials. - Always be sure the machine is securely anchored 7. Avoid accidental starts by being sure that the to the floor or the work bench. start switch is in the “OFF” position before - Always keep the machine guards in place. -

Teaching with Midwest's Boomilever
Teaching with Midwest’s Boomilever 1st Edition A “Hands-On” Laboratory Adaptable to Grades 6 - 12 Written by Bob Monetza Introduction This Teacher’s Guide is designed to introduce model building of cantilevered structures to teach principles of physics and engineering design in hands-on exercises, culminating in a classroom competition of creative design. The Boomilever project is based on a competitive Science Olympiad event. The information and materials presented with this kit are similar to the “Boomilever” event in the Science Olympiad competition program and may be a used as a starting point to prepare students to develop competitive structures. Note that rules published by Science Olympiad or any other organization are not reproduced here and are subject to change. Rules presented in this Guide do not substitute for official rules at sanctioned competitions; check the rules in use at formal competitions for differences. Midwest Products Co., Inc. grants permission for any reproduction or duplication of this manual for teacher and student use, but not for sale. ©2007, Midwest Products Co., Inc. 400 S. Indiana St. | PO Box 564 | Hobart, IN 46342 | (800) 348-3497 www.midwestproducts.com -- Table of Contents . Introduction .............................................................................................................................. 3 - 5 2. Construction of an Example Boomilever ................................................................................... 6 - 20 2. Problem Statement 2.2 Example Design and Construction: 2.2.. Materials and Tools 2.2.2. Step-by Step Construction Instructions 2.3 Testing 2.4 Evaluation 3. Boomilever Design Notes ........................................................................................................ 2 - 33 3. Compression Boomilever Design 3.2 Tension Boomilever Design 3.3 Attachment Base 3.4 Joint Design 3.5 Materials 3.5. Wood 3.5.2 Glue 3.6 Craftsmanship 3.7 Data Collection 3.8 Construction Jig 4. -

Boilermakers Northeast Area Apprentice Committee
BOILERMAKERS NORTHEAST AREA APPRENTICE COMMITTEE STATEMENT OF RULES, REGULATIONS AND POLICIES FOR APPRENTICES revised July 17, 2015 INTRODUCTION Welcome to the Boilermakers Northeast Area Apprentice Program. The Apprentices of today will become the Journeyworkers of tomorrow. The Program is therefore conducted with firmness and in accordance with the National Standards and Rules as set forth by the National Joint Apprenticeship Board. To comply with the Standards and to promote a smoother operating Program, the Northeast Committee sets forth the following Rules and Regulations, which must be observed by each Apprentice in the Program. These polices are subject to revision at anytime. Local Committee Rules, to the extent they conflict with or are inconsistent with these rules, are superseded. If you have any questions about the Apprentice Training Program or these policies, please call (860) 569-8368. D. David Haggerty Chairman of the Northeast Committee I TABLE OF CONTENTS Mission. 1 Job Description of an Apprentice Boilermaker. 1 Regulations. 6 I. Responsibility and Authority. 6 . II. Indenture. 6 . III. Probationary Period. 6 . IV. Academic Performance and Grading. 7 . V. Related Studies – Correspondence School Course. 7 . VI. Attendance- School. 8 . VII. Tardiness and Early Dismissals. 9 . VIII. Work Reports. 9 . IX. Code of Conduct and General Regulations. 10 . a. Conduct in School . 10 . b. Conduct on the Job. 12 . X. Contract/Employer Terminations. 13 . XI. Work Assignments and Lay-offs. 13 . XII. Step-Rate Raises. 13 . XIII. Discipline and Termination. 14 . a. Discipline Procedures. 14 . II XIV. Appeal. 15 . XV. Registered Apprenticeship Complaint Procedures. 16 . Policies. 23 Equal Opportunity Non-Discrimination and Harassment Policy.