5-Inch X 8-Inch Horizontal Band Saw Models: J-3130, J-3230
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Building a Battle Station Model by Russell Barnes
Building a Battle Station Model By Russell Barnes I. Introduction The summer is usually a pretty difficult time for me to work in my workshop. Chores abound around the house and there is seemingly some-thing to do almost every day that precludes any useful time spent in the workshop. The summer of 2004 was no different. By the time late July rolled around, I was desperate. I had not made anything for over a month. Something had to be done. What to do? Then it hit me. I was looking over the latest Model Expo catalogue and saw they still offered kit models of small battle stations. Not wanting to build a kit, I saw the potential for a quick scratch built project. Over the next two weeks I built a battle station model that turned out to be quite a conversation piece. As fate would have it, that model was destroyed when Hurricane Katrina washed away the local museum. I have decided to replace the battle station model, but it occurred to me that others might benefit from my experience having built it. So, I redrew the plans, making some improve-ments, and decided to set down a guide to building the model. I am not an expert and I make no claim that my methods are the only way to build the model. Someone building from these plans should view my words as a collection of helpful hints rather than a map to follow in order to arrive at a desired result. I envision this project as an introduction to scratch building. -
Code Description Range LIST PRICE (EUR) 1106-301 DIGITAL CALIPER
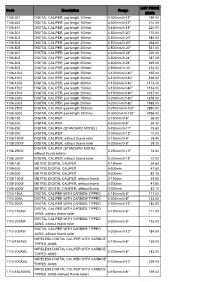
LIST PRICE Code Description Range (EUR) 1106-301 DIGITAL CALIPER, jaw length 100mm 0-300mm/0-12" 189.00 1106-302 DIGITAL CALIPER, jaw length 150mm 0-300mm/0-12" 210.00 1106-451 DIGITAL CALIPER, jaw length 100mm 0-450mm/0-18" 220.00 1106-501 DIGITAL CALIPER, jaw length 100mm 0-500mm/0-20" 170.00 1106-502 DIGITAL CALIPER, jaw length 150mm 0-500mm/0-20" 282.00 1106-503 DIGITAL CALIPER, jaw length 200mm 0-500mm/0-20" 364.00 1106-505 DIGITAL CALIPER, jaw length 300mm 0-500mm/0-20" 531.00 1106-601 DIGITAL CALIPER, jaw length 100mm 0-600mm/0-24" 220.00 1106-602 DIGITAL CALIPER, jaw length 150mm 0-600mm/0-24" 387.00 1106-603 DIGITAL CALIPER, jaw length 200mm 0-600mm/0-24" 465.00 1106-802 DIGITAL CALIPER, jaw length 150mm 0-800mm/0-32" 452.00 1106-1002 DIGITAL CALIPER, jaw length 150mm 0-1000mm/0-40" 495.00 1106-1003 DIGITAL CALIPER, jaw length 200mm 0-1000mm/0-40" 839.00 1106-1005 DIGITAL CALIPER, jaw length 300mm 0-1000mm/0-40" 1174.00 1106-1502 DIGITAL CALIPER, jaw length 150mm 0-1500mm/0-60" 1133.00 1106-1503 DIGITAL CALIPER, jaw length 200mm 0-1500mm/0-60" 1337.00 1106-2002 DIGITAL CALIPER, jaw length 150mm 0-2000mm/0-80" 1676.00 1106-2003 DIGITAL CALIPER, jaw length 200mm 0-2000mm/0-80" 1968.00 1106-2502 DIGITAL CALIPER (jaw length 150mm) 0-2500mm/0-100" 2880.00 1106-3002 DIGITAL CALIPER (jaw length 150mm) 0-3000mm/0-120" 4556.00 1108-150 DIGITAL CALIPER 0-150mm/0-6" 26.50 1108-200 DIGITAL CALIPER 0-200mm/0-8" 39.10 1108-250 DIGITAL CALIPER (STANDARD MODEL) 0-250mm/0-10" 78.60 1108-300 DIGITAL CALIPER 0-300mm/0-12" 70.00 1108-150W DIGITAL -

Machinery Repairman
NAVEDTRA 12204-A Naval Education and September 1993 Training Manual Training Command 0502-LP-477-5600 (TRAMAN) Machinery Repairman DISTRIBUTION STATEMENT A: Approved for public release; distribution is unlimited. Nonfederal government personnel wanting a copy of this document must use the purchasing instructions on the inside cover. Although the words “he,” “him,” and “his” are used sparingly in this manual to enhance communication, they are not intended to be gender driven nor to affront or discriminate against anyone reading this text. DISTRIBUTION STATEMENT A: Approved for public release; distribution is unlimited. Nonfederal government personnel wanting a copy of this document must write to Superintendent of Documents, Government Printing Office, Washington, DC 20402 OR Commanding Officer, Naval Publications and Forms Directorate, Navy Aviation Supply Office, 5801 Tabor Avenue, Philadelphia, PA 19120-5099, Attention: Cash Sales, for price and availability. MACHINERY REPAIRMAN NAVEDTRA 12204-A 1993 Edition Prepared by MRCS Wayne T. Drew COMMANDING OFFICER NETPDTC 6490 SAUFLEY FIELD RD PENSACOLA, FL 32509-5237 ERRATA #1 18 April 2000 Specific Instructions and Errata for the TRAMAN MACHINERY REPAIRMAN, NAVEDTRA 12204-A 1. No attempt has been made to issue corrections for errors in typing, punctuation, etc. 2. Make the following changes to the Machinery Repairman text: Page Column Paragraph Chancre 2-2 1 3rd complete Change paragraph to read as follows: "If a paragraph dimension is given as 3.000 inches, the. is ±0.005 inch: or if the dimension. is ±0.010 inch." vice "If a dimension is given as 3.000 inches., the. is ±0.0005 inch: or if the dimension.. -

Teaching with Midwest's Boomilever
Teaching with Midwest’s Boomilever 1st Edition A “Hands-On” Laboratory Adaptable to Grades 6 - 12 Written by Bob Monetza Introduction This Teacher’s Guide is designed to introduce model building of cantilevered structures to teach principles of physics and engineering design in hands-on exercises, culminating in a classroom competition of creative design. The Boomilever project is based on a competitive Science Olympiad event. The information and materials presented with this kit are similar to the “Boomilever” event in the Science Olympiad competition program and may be a used as a starting point to prepare students to develop competitive structures. Note that rules published by Science Olympiad or any other organization are not reproduced here and are subject to change. Rules presented in this Guide do not substitute for official rules at sanctioned competitions; check the rules in use at formal competitions for differences. Midwest Products Co., Inc. grants permission for any reproduction or duplication of this manual for teacher and student use, but not for sale. ©2007, Midwest Products Co., Inc. 400 S. Indiana St. | PO Box 564 | Hobart, IN 46342 | (800) 348-3497 www.midwestproducts.com -- Table of Contents . Introduction .............................................................................................................................. 3 - 5 2. Construction of an Example Boomilever ................................................................................... 6 - 20 2. Problem Statement 2.2 Example Design and Construction: 2.2.. Materials and Tools 2.2.2. Step-by Step Construction Instructions 2.3 Testing 2.4 Evaluation 3. Boomilever Design Notes ........................................................................................................ 2 - 33 3. Compression Boomilever Design 3.2 Tension Boomilever Design 3.3 Attachment Base 3.4 Joint Design 3.5 Materials 3.5. Wood 3.5.2 Glue 3.6 Craftsmanship 3.7 Data Collection 3.8 Construction Jig 4. -

A Circular Saw in the Furniture Shop?
A Circular Saw in the Furniture Shop? YOU ARE HERE: Fine Woodworking Home Skills & Techniques A Circular Saw in the Furniture Shop? From the pages of Fine Woodworking Magazine A Circular Saw in the Furniture Shop? For cutting sheet goods in tight quarters, this carpenter's tool, used with a sacrificial table and dedicated cutting guides, produces joint-quality cuts with ease by Gary Williams Contractors couldn't live without the portable circular saw, but we of the warm, dry furniture shop tend to leave it on the same shelf as the chainsaw. Great for building a deck but far too crude for quartersawn oak. Necessity has a way of teaching us humility, however. I've been a sometimes-professional woodworker for nearly 30 years, but somehow I have never managed to attain the supremely well-equipped shop. I work alone in a no-frills, two-car garage that I share with a washer, a dryer, a water heater and a black Labrador. My machines are on the small side, and I lack the space for large permanent outfeed and side extension tables for my tablesaw. Perhaps you can relate. Under these conditions, cutting a full sheet of plywood can be a very challenging operation. Even if you have your shop set up to handle sheet goods with ease, perhaps you've run into similar difficulties cutting plywood and lumber accurately on job sites and installations. The solution? May I suggest the humble circular saw? Cutting lumber and plywood with a handheld circular saw is nothing new. You've probably done it before, with varying degrees of success. -

Grinding Machines: (14 Metal Buildup:And (15) the (Shipboard) Repair Department and Repair Work
DOCUMENT RESUME ED 203 130 CE 029 243 AUTHOR Bynum, Michael H.: Taylor, Edward A. TITLE Machinery Repairman 3 6 2. Rate TrainingManual and Nonresident Career Course. Revised. INSTITUTION Naval Education and Training Command,Washington, D.C. REPORT NO NAVEDTRA-10530-E PUB DATE 81 NOTE 671p.: Photographs andsome diagrams will not reproduce well. EDRS PRICE MF03/PC27 Plus Postage. DESCRIPTORS Behavioral Objectives; CorrespondenceStudy; *Equipment Maintenance: Rand Tools;Independent Study: Instructional Materials: LearningActivities: Machine Repairers: *Machine Tools;*Mechanics (Process): Military Training: Postsecondary Education: *Repair: Textbooks: *Tradeand Industrial Education IDENTIFIERS Navy ABSTRACT This Rate Training Manual (textbook)and Nonresident Career Course form a correspondence self-studypackage to teach the theoretical knowledge and mental skillsneeded by the Machinery Repairman Third Class and Second Class. The15 chapters in the textbook are (1)Scope of the Machinery Repairman Rating:(2) Toolrooms and Tools:(3) Layout and Benchwork: (4) Metals and Plastics:(51 Power Saws and Drilling Machines:(6) Offhand Grinding of Tools:(7) Lathes and Attachments:(8) Basic Engine Lathe Operations:(9) Advanced Engine Lathe Operations: (10)Turret Lathes and Turret Lathe Operations:(11) Milling Machines and Milling Operations:(121 Shapers, Planers, and Engravers: (13)Precision Grinding Machines: (14 Metal Buildup:and (15) The (Shipboard) Repair Department and Repair Work. Appendixesinclude Tabular Tnformation of Benefit to Machinery Repairman(23 tables), Formulas. for Spur Gearing, Formulas for DiametralPitch System, and Glossary. The Nonresident Career Course follows theindex. It contains T1 assignments, which are organized into thefollowing format: textbook assignment and learning objectives withrelated sets of teaching items to be answered. (YLB) *********************************************************************** Peproductions supplied by EDRSare the best that can be made from the original document. -

Vernier Scale - Wikipedia, the Free Encyclopedia
Vernier scale - Wikipedia, the free encyclopedia http://en.wikipedia.org/wiki/Vernier Your continued donations keep Wikipedia running! Vernier scale From Wikipedia, the free encyclopedia (Redirected from Vernier) For the spacecraft component, see Vernier thruster. A vernier scale lets one read more precisely from an evenly divided A set of vernier calipers. straight or circular measurement scale. It is fitted with a sliding secondary scale that is used to indicate where the measurement lies when it is in-between two of the marks on the main scale. It was invented in its modern form in 1631 by the French mathematician Augustus Vernier (1580–1637). In some languages, this device is called a nonius, which is the Latin name of the Portuguese astronomer and mathematician Pedro Nunes (1492–1578) who invented the principle. Another theory is that this name is from the Latin "nona" meaning "9" and therefore "nonius" means a "ninth" of the main scale. (Note - Wiki contains an entry for Pierre Vernier, but not Augustus Vernier - also, many sources list his birth and death dates as 1584 and 1638 - There may be an error in the current entry). Verniers are common on sextants used in navigation, scientific instruments and machinists' measuring tools (all sorts, but especially calipers and micrometers) and on theodolites used in surveying. When a measurement is taken by mechanical means using one of the above mentioned instruments, the measure is read off a finely marked data scale (the "fixed" scale, in the diagram). The measure taken will usually be between two of the smallest gradations on this scale. -

Lab 2 Machining
Lab 2: Machining BMEn 2151 “Introductory Medical Device Prototyping” Prof. Steven S. Saliterman The following exercises are meant to familiarize you with the capabilities of the Earl Bakken Medical Devices Center (MDC) and Student Machine Shop (ME 176). Some of the exercises are small group instruction, while others allow for independent skill development in using shop equipment. You should only participate in exercises that you are comfortable doing. Ask for direct supervision while performing something new until you feel you can proceed safely alone. Supervisors Cara, Steven and Aaron are in room G217-05 in the MDC. Evan, Rachel and Isaac have an office in the Student Machine Shop (612-626-0342). Be sure to have the supervisor inspect and initial with a marker pen each part you make. Exercise 2.1: Safety Training You must complete the MDC online safety course before using the facilities. The Anderson Innovation Labs (Anderson Labs) and Student Machine Shop (Student Machine Shop) have their policies and forms. Exercise 2.2: Familiarization with Materials Objective: To introduce you to materials that you will be using in the shop for machining practice. Designated stock is available in the MDC and Student Machine Shop for your use in these exercises. A. Aluminum, 2” x ¼” flat plate, 6061. B. Aluminum, 1” round bar 6061, A1. C. Steel, 5/8" square bar (12L14 low carbon steel). 2/2/2020 Page 2 Exercise 2.3: Medical Devices Center (MDC) Small Group Instruction Objective: Instruction in various hand and machine tools found in the MDC machine shop. The MDC supervisors will be instructing. -

NIMS Machining Level I Preparation Guide Job Planning, Benchwork
NIMS Machining Level I Preparation Guide Job Planning, Benchwork, and Layout Table of Contents Overview pages 2 – 5 • Introduction page 2 • Who Wrote the Questions page 2 • How to Prepare for the Credentialing Exam page 3 • Areas of Knowledge Measured by the Exam page 3, 4 • Before the Exam page 4 • At the Testing Site page 5 Machining Exam – Job Planning, Benchwork, and Layout pages 6 – 26 • Exam Content and Sample Question Overview page 6 • Exam Specification page 7 • Task List and Sample Questions pages 8 – 23 • Answer Key pages 24 26 © 2003 National Institute for Metalworking Skills, Inc. Page 1 of 26 Overview Introduction This preparation guide or test advisor is intended to help machinists study and prepare for the National Institute for Metalworking Skills (NIMS) written credentialing exam. The sample test will help prepare machinists to take the actual credentialing exam. None of the questions are duplicates from the actual exam. However, this preparation guide is a useful tool for reviewing technical knowledge and identifying areas of strength and deficiency so that the student has what is needed to do well on the exam. Achieving a NIMS credential is a means through which machinists can prove their abilities to themselves, to their instructors or employers, and to the customer. By passing the NIMS credentialing exam you will earn a valuable and portable credential. Because the test is tough, you will have the satisfaction of proving to yourself and others that you have reached a level of competency that is accepted nationally. Who Wrote the Questions A panel of technical experts, from all areas of the metalworking industry, wrote the questions used on the credentialing exam. -

22 Caliber Barrel Lining Instructions & Equipment
R 200 S. Front St. Montezuma, IA 50171 800-741-0015 or 641-623-4000 • www.brownells.com World’s Largest Supplier of Firearms Accessories and Gunsmithing Tools.™ .22 CALIBER BARREL LINING INSTRUCTIONS & EQUIPMENT by RALPH WALKER PREPARATION FOR DRILLING with additional technical information from 1) The first step is to totally disassemble the rifle, removing WILLIS SPRUNGER and BOB SCHUETZ*** all internal parts and any external parts attached to the bar- and the crew at Brownells, Inc. rel. Be sure to remove the ejector if it is attached to the side of .22 BARREL RELINING - WHY? the receiver. Thoroughly clean the barrel, especially the accu- mulated dirt, leading and powder residue around the chamber Because it frequently is the only way to save a useful, func- and in the extractor cuts in the barrel. (Clean the breech bolt tional and otherwise fine, old or shot-out gun from the scrap thoroughly and see that the extractor is functioning freely.) heap. Also, most of the classic .22 Rimfire rifles produced prior to WWII, and some models produced up to the 1960’s, have 2) Next, determine if the barrel must be removed from the become valuable collector items. Replacement barrels with receiver. If you have straight, clear access to the barrel cham- the original contours and factory markings are virtually non- ber through the receiver, the barrel can be both drilled and existent. This is particularly true of rifles with octagon or half- lined with the receiver attached. If not, remove the barrel from octagon barrels. Add to that all the other .22 Rimfires with the receiver, taking care not to scar it in the process. -
Sawing Machines General Power Hacksaw Machines
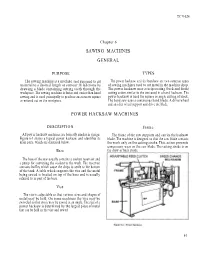
TC 9-524 Chapter 6 SAWING MACHINES GENERAL PURPOSE TYPES The sawing machine is a machine tool designed to cut The power hacksaw and the bandsaw are two common types material to a desired length or contour. It functions by of sawing machines used to cut metal in the machine shop. drawing a blade containing cutting teeth through the The power hacksaw uses a reciprocating (back and forth) workpiece. The sawing machine is faster and easier than hand cutting action similar to the one used in a hand hacksaw. The sawing and is used principally to produce an accurate square power hacksaw is used for square or angle cutting of stock. or mitered cut on the workpiece. The band saw uses a continuous band blade. A drive wheel and an idler wheel support and drive the blade. POWER HACKSAW MACHINES DESCRIPTION Frame All power hacksaw machines are basically similar in design. The frame of the saw supports and carries the hacksaw Figure 6-1 shows a typical power hacksaw and identifies its blade. The machine is designed so that the saw blade contacts main parts, which are discussed below. the work only on the cutting stroke. This. action prevents unnecessary wear on the saw blade. The cutting stroke is on Base the draw or back stroke. The base of the saw usually contains a coolant reservoir and a pump for conveying the coolant to the work. The reservoir contains baffles which cause the chips to settle to the bottom of the tank. A table which supports the vise and the metal being sawed is located on top of the base and is usually referred to as part of the base. -

Littlemachineshop.Com Catalog 34 Mid-2021
C A T A L O G Mid-2021 34 The premier source of tooling, parts, and accessories for bench top machinists. www.LittleMachineShop.com (800) 981 9663 396 W Washington Blvd #500 Pasadena CA 91103 Email: [email protected] Pricing Note Prices in this catalog are correct at the time of printing. The 25% additional tariff imposed on many of our imported products remains in place. And, of course, COVID continues to affect supply chains, factory production—and prices. Please check our website or call us to get the latest prices. Welcome to LittleMachineShop.com… …the premier source of machines, tooling, parts, and accessories for bench top machinists. We focus on best-in-class machines and we offer tools, accessories, and replacement parts for: • Bench top lathes • Bench top milling machines • Small band saws • Bench top grinders Products we support are sold by LittleMachineShop.com, Grizzly Industrial, Harbor Freight Tools, Micro-Mark, Busy Bee Tools, and others. Besides the products shown in this catalog, we have virtually every replacement part for the mini lathes, mini mills, and micro mills sold by these companies. Visit our website at www.littlemachineshop.com to see large, full-color pictures along with more products and more information than we can fit in this catalog. Check our website at www.littlemachineshop.com for current prices. Prices are subject to change without notice. Contents HiTorque Mini Mill (SX2) Accessories 51 CNC Machines Micro Mill (X1) Accessories 52 Accessories 9 Micro Mill (X1) Assemblies 52 CNC Lathes 9 Mini