Improving the Horizontal Position1 Accuracy of a 4 X 6 Horizontal/Vertical Bandsaw, Version 1.1
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Building a Battle Station Model by Russell Barnes
Building a Battle Station Model By Russell Barnes I. Introduction The summer is usually a pretty difficult time for me to work in my workshop. Chores abound around the house and there is seemingly some-thing to do almost every day that precludes any useful time spent in the workshop. The summer of 2004 was no different. By the time late July rolled around, I was desperate. I had not made anything for over a month. Something had to be done. What to do? Then it hit me. I was looking over the latest Model Expo catalogue and saw they still offered kit models of small battle stations. Not wanting to build a kit, I saw the potential for a quick scratch built project. Over the next two weeks I built a battle station model that turned out to be quite a conversation piece. As fate would have it, that model was destroyed when Hurricane Katrina washed away the local museum. I have decided to replace the battle station model, but it occurred to me that others might benefit from my experience having built it. So, I redrew the plans, making some improve-ments, and decided to set down a guide to building the model. I am not an expert and I make no claim that my methods are the only way to build the model. Someone building from these plans should view my words as a collection of helpful hints rather than a map to follow in order to arrive at a desired result. I envision this project as an introduction to scratch building. -

Horizontal Directional Drilling
Secoroc Rock Drilling Tools Horizontal Directional Drilling Pilot Bits and Hole Openers H orizontal Something oriented horizontally; parallel to or in the plane of the horizon or a base line. D irectional Relating to or indicating a direction; a goal; showing the way by conducting or leading. D rilling Drilling is the cutting of a hole into a solid. Directional boring, commonly called horizontal directional drilling or HDD, is a steerable trenchless method of installing underground pipes, conduits and cables in a shallow arc along a prescribed bore path, by using a surface launched drilling rig, with minimal impact on the surrounding area. Atlas Copco Secoroc can take your HDD business in a new direction! Secoroc Horizontal Directional Drilling Products Atlas Copco has been in the mining and construction market for many years and is committed to innovative, productive, market leading solutions. Atlas Copco Secoroc has over Texas, USA. The production the years set the standard on plant is ISO 9001 and API certi- many Horizontal Directional fied ensuring world class quality Drilling projects involving Hard is delivered to the HDD market. Rock and difficult conditions. You can rely on our technical ex- pertise – any time – anywhere. Our HDD equipment range includes: Our products are the result of – Pilot Bits in all sizes and types decades of drilling research and development and are manufactu- – "Split Bit" Hole Openers in- red in our world class manufac- corporating a common, random turing facility in Grand Prairie, bit third HDD product range Atlas Copco Secoroc Direct ShotTM pilot bits, Sealed Bearing random bit third cutters and Random bit third hole openers are specifically designed for the rigors of HDD applications. -

Lapping Plate
Lapping Plate 05M20.20 Patent Pending Lapping is the process of rubbing two surfaces together with an abrasive and a lubricant to improve the quality of at least one of the surfaces. Although lapping can be used to create fl at surfaces, in the context of woodworking, lapping better serves to minimize the roughness of a surface – known as surface conditioning. By minimizing the roughness in the sole of a plane, there is reduced friction between the plane and the workpiece, which in turn reduces abrasion. For blades or chisels, the cutting edge can be made sharper if both intersecting surfaces are free of scratches, even if the back of the blade isn’t perfectly fl at. Straight cutting edge on a lapped blade. Jagged cutting edge on a ground blade. Figure 1: A ground blade versus a lapped blade. Lapping can remove only small amounts of material. If the sole of your plane or the back of your blade is twisted, wavy or bowed, it will be necessary to sand or grind off the high points prior to lapping. Lapping is always performed with an abrasive oil slurry, which not only allows the object to slide Small Abrasive about the lapping plate (called a lap), but also Particles provides a means to remove abraded particles and worn abrasive. Oil Object Abraded Metal Lap Groove in Lap Large Abrasive Particles Figure 2: Lapping mechanics. 2 Important Notes The lapping plate is made of soft iron and will wear over time. These instructions provide information on how to ensure the lap remains fl at for a lifetime. -

Introduction to Turning Tools and Their Application Identification and Application of Cutting Tools for Turning
Introduction to Turning Tools and their Application Identification and application of cutting tools for turning The variety of cutting tools available for modern CNC turning centers makes it imperative for machine operators to be familiar with different tool geometries and how they are applied to common turning processes. This course curriculum contains 16-hours of material for instructors to get their students ready to identify different types of turning tools and their uses. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Anatomy of a turning tool............................................................................................................... 3 Standard Inserts .............................................................................................................................. 3 ANSI Insert Designations ............................................................................................................. 3 Insert Materials -

Build a Plane That Cuts Smooth and Crisp Raised Panels With, Against Or Across the Grain – the Magic Is in the Spring and Skew
Fixed-width PanelBY WILLARD Raiser ANDERSON Build a plane that cuts smooth and crisp raised panels with, against or across the grain – the magic is in the spring and skew. anel-raising planes are used Mass., from 1790 to 1823 (Smith may to shape the raised panels in have apprenticed with Joseph Fuller doors, paneling and lids. The who was one of the most prolific of the profile has a fillet that defines early planemakers), and another similar Pthe field of the panel, a sloped bevel example that has no maker’s mark. to act as a frame for the field and a flat Both are single-iron planes with tongue that fits into the groove of the almost identical dimensions, profiles door or lid frame. and handles. They differ only in the I’ve studied panel-raising planes spring angles (the tilt of the plane off made circa the late 18th and early 19th vertical) and skew of the iron (which centuries, including one made by Aaron creates a slicing cut across the grain to Smith, who was active in Rehoboth, reduce tear-out). The bed angle of the Smith plane is 46º, and the iron is skewed at 32º. Combined, these improve the quality of cut without changing the tool’s cutting angle – which is what happens if you skew Gauges & guides. It’s best to make each of these gauges before you start your plane build. In the long run, they save you time and keep you on track. Shaping tools. The tools required to build this plane are few, but a couple of them – the firmer chisel and floats – are modified to fit this design. -

Manufacturing Glossary
MANUFACTURING GLOSSARY Aging – A change in the properties of certain metals and alloys that occurs at ambient or moderately elevated temperatures after a hot-working operation or a heat-treatment (quench aging in ferrous alloys, natural or artificial aging in ferrous and nonferrous alloys) or after a cold-working operation (strain aging). The change in properties is often, but not always, due to a phase change (precipitation), but never involves a change in chemical composition of the metal or alloy. Abrasive – Garnet, emery, carborundum, aluminum oxide, silicon carbide, diamond, cubic boron nitride, or other material in various grit sizes used for grinding, lapping, polishing, honing, pressure blasting, and other operations. Each abrasive particle acts like a tiny, single-point tool that cuts a small chip; with hundreds of thousands of points doing so, high metal-removal rates are possible while providing a good finish. Abrasive Band – Diamond- or other abrasive-coated endless band fitted to a special band machine for machining hard-to-cut materials. Abrasive Belt – Abrasive-coated belt used for production finishing, deburring, and similar functions.See coated abrasive. Abrasive Cutoff Disc – Blade-like disc with abrasive particles that parts stock in a slicing motion. Abrasive Cutoff Machine, Saw – Machine that uses blade-like discs impregnated with abrasive particles to cut/part stock. See saw, sawing machine. Abrasive Flow Machining – Finishing operation for holes, inaccessible areas, or restricted passages. Done by clamping the part in a fixture, then extruding semisolid abrasive media through the passage. Often, multiple parts are loaded into a single fixture and finished simultaneously. Abrasive Machining – Various grinding, honing, lapping, and polishing operations that utilize abrasive particles to impart new shapes, improve finishes, and part stock by removing metal or other material.See grinding. -
Code Description Range LIST PRICE (EUR) 1106-301 DIGITAL CALIPER
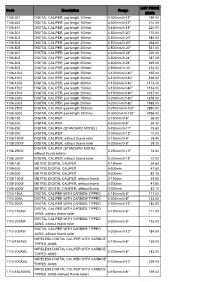
LIST PRICE Code Description Range (EUR) 1106-301 DIGITAL CALIPER, jaw length 100mm 0-300mm/0-12" 189.00 1106-302 DIGITAL CALIPER, jaw length 150mm 0-300mm/0-12" 210.00 1106-451 DIGITAL CALIPER, jaw length 100mm 0-450mm/0-18" 220.00 1106-501 DIGITAL CALIPER, jaw length 100mm 0-500mm/0-20" 170.00 1106-502 DIGITAL CALIPER, jaw length 150mm 0-500mm/0-20" 282.00 1106-503 DIGITAL CALIPER, jaw length 200mm 0-500mm/0-20" 364.00 1106-505 DIGITAL CALIPER, jaw length 300mm 0-500mm/0-20" 531.00 1106-601 DIGITAL CALIPER, jaw length 100mm 0-600mm/0-24" 220.00 1106-602 DIGITAL CALIPER, jaw length 150mm 0-600mm/0-24" 387.00 1106-603 DIGITAL CALIPER, jaw length 200mm 0-600mm/0-24" 465.00 1106-802 DIGITAL CALIPER, jaw length 150mm 0-800mm/0-32" 452.00 1106-1002 DIGITAL CALIPER, jaw length 150mm 0-1000mm/0-40" 495.00 1106-1003 DIGITAL CALIPER, jaw length 200mm 0-1000mm/0-40" 839.00 1106-1005 DIGITAL CALIPER, jaw length 300mm 0-1000mm/0-40" 1174.00 1106-1502 DIGITAL CALIPER, jaw length 150mm 0-1500mm/0-60" 1133.00 1106-1503 DIGITAL CALIPER, jaw length 200mm 0-1500mm/0-60" 1337.00 1106-2002 DIGITAL CALIPER, jaw length 150mm 0-2000mm/0-80" 1676.00 1106-2003 DIGITAL CALIPER, jaw length 200mm 0-2000mm/0-80" 1968.00 1106-2502 DIGITAL CALIPER (jaw length 150mm) 0-2500mm/0-100" 2880.00 1106-3002 DIGITAL CALIPER (jaw length 150mm) 0-3000mm/0-120" 4556.00 1108-150 DIGITAL CALIPER 0-150mm/0-6" 26.50 1108-200 DIGITAL CALIPER 0-200mm/0-8" 39.10 1108-250 DIGITAL CALIPER (STANDARD MODEL) 0-250mm/0-10" 78.60 1108-300 DIGITAL CALIPER 0-300mm/0-12" 70.00 1108-150W DIGITAL -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

Machining Magnesium – Datasheet
DATASHEET DATASHEET • Machining Magnesium 254 † Magnesium is the lightest structural metal and Table 1. Relative power and comparative machinability of metals. exhibits excellent machinability. Some of the AISI - B1112 Relative advantages of machining magnesium compared to Metal machinability power other commonly used metals include: index (%) Magnesium alloys 1.0 500 • Low power required – approximately 55% of that Aluminium alloys 1.8 300 required for Al Mild steel 6.3 50 • Fast machining – employing the use of high cutting speeds, large feed rates and greater depths of cut Titanium alloys 7.6 20 • Excellent surface finish – extremely fine and smooth surface achieved Speeds, feeds and depths of cut • Well broken chips – due to the free-cutting qualities of magnesium The potential for high speed machining of • Reduced tool wear – leading to increased tool life magnesium alloys is usually only limited by the stability of the component in the clamping device, To fully exploit and enjoy the advantages of chip extraction or the rotation speed or accuracy machining magnesium, it is important that the unique limits of the tool or machine. Some relative cutting characteristics of the metal are understood. speeds using HSS tools are given in Table 2. Cutting speeds are also dependant on the tool material. Cutting power and machinabilty Higher speeds can be enjoyed with the use of carbide or poly-crystalline diamond (PCD) tooling. The mean specific cutting force (ks1.1) of magnesium is 280 N/mm2, this is much lower than that of In general, cutting speeds are between aluminium (approx 640 N/mm2). The result of this 200 – 1800 m/min with feed rates greater than means that there is a reduced load on the cutter and 0.25 mm/rev for turning and boring operations. -

Technical Information
Technical Information ID and OD Circular and Helical Interpolation circular interpolation: Consists of a cutter rotating about its own axis circumference without any vertical shift during the operation. This while traveling in an orbiting motion about an ID or OD workpiece orbiting movement utilizes the “X” and “Y” axis. Inserts Face Mills End Mills ID circular interpolation OD circular interpolation helical interpolation: This application requires a milling machine with calculation of feed rate for circular and helical interpolation: three-axis control capability. The operation consists of a cutter rotating On most CNC machines, the feed rate required for programming about its own axis together in an orbiting motion about an ID or OD contour (circular or helical) milling is calculated based on the Die and Mold workpiece circumference in the “X” and “Y” plane. The circular centerline of the tool. When dealing with linear tool movement, the movement about the “X” and “Y” plane, with a simultaneous linear feed rate at the cutting edge and centerline are identical, but with movement in the Z-axis plane (which is perpendicular to the “X” and circular tool movement, this is not the case. “Y” plane), creates the helical movement. For example, the path from point A to point B on the envelope of the cylinder combines a circular Slotting movement in the “X” and “Y” plane with a linear movement in the “Z” calculate feed rate at the cutting edge: First calculate the tool feed direction. On most CNC systems, this function can be executed in two rate at the cutting edge with the following formula. -

Guide to Machining Carpenter Specialty Alloys Guide to Machining Carpenter Special Ty All O Ys
GUIDE TO MACHINING CARPENTER SPECIAL GUIDE TO MACHINING CARPENTER SPECIALTY ALLOYS Carpenter Technology Corporation TY ALL Wyomissing, PA 19610 U.S.A. 1-800-654-6543 Visit us at www.cartech.com O YS For on-line purchasing in the U.S., visit www.carpenterdirect.com GUIDE TO MACHINING CARPENTER SPECIALTY ALLOYS Carpenter Technology Corporation Wyomissing, Pennsylvania 19610 U.S.A. Copyright 2002 CRS Holdings, Inc. All Rights Reserved. Printed in U.S.A. 9-02/7.5M The information and data presented herein are suggested starting point values and are not a guarantee of maximum or minimum values. Applications specifically suggested for material described herein are made solely for the purpose of illustration to enable the reader to make his/her own evaluation and are not intended as warranties, either express or implied, of fitness for these or other purposes. There is no representation that the recipient of this literature will receive updated editions as they become available. Unless otherwise noted, all registered trademarks are property of CRS Holdings, Inc., a subsidiary of Carpenter Technology Corporation. ISO 9000 and QS-9000 Registered Headquarters - Reading, PA Guide to Machining CARPENTER SPECIALTY ALLOYS Contents Introduction ............................................................................. 1 General Stainless Material and Machining Characteristics .... 3 Classification of Stainless Steels .............................................. 5 Basic Families and Designations ........................................ 5 Austenitic -

United States Patent (19) 11 Patent Number: 5,001,957 Steckler 45 Date of Patent: Mar
United States Patent (19) 11 Patent Number: 5,001,957 Steckler 45 Date of Patent: Mar. 26, 1991 (54) OFFSET BANDSAW 3,668,961 6/1972 Blue ...................................... 83/820 76) Inventor: Edward T. Steckler, 124 Hershey Mill Primary Examiner-Hien H. Phan Rd., Apt. # A-1, Mountville, Pa. Attorney, Agent, or Firm-Buchanan Ingersoll; Michael 17554 L. Dever 21) Appl. No.: 279,664 57 ABSTRACT (22 Filed: Dec. 5, 1988 An offset bandsaw uses a drive pulley and a second pulley which is angularly offset from the first drive 51 int. C. .............................................. B27B 13/10 pulley. A bandsaw blade is formed by twisting the blade 52 U.S. C. ........................................ 83/792; 83/661; 360 before welding the two ends together to form a 83/817; 83/820 continuous belt. The combination of the offset rollers 58) Field of Search ................. 83/807, 817, 820, 661, and the 360' twist permit the bandsaw blade to follow a 83/792 more natural path which improves blade life. Rollers (56) References Cited may be provided intermediate the drive pulley and top U.S. PATENT DOCUMENTS pulley to position the bandsaw blade portions in the same plane. Alternatively one may provide a third or 1,461,004 7/1923 Napier ................................... 83/66 1,916,903 7/1933 Wine ...... ... 83/820 fourth pulley to create a precision saw which can cut 2,355,124 8/1944 Testo . ... 83/661 tight radii in a workpiece and make sizeable square cuts 3,390,598 7/1968 Sands et al. ... 83/820 through stock of any length. 3,474,693 10/1969 Wilkie et al..