Machinery Repairman
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Adv. No. 12/2019, Cat No. 21, Millwright Mechanic (Mechanical) Instructor (Theory), SKIL DEVELOPMENT and INDUSTRIAL TRAINING DEPARTMENT, HARYANA Morning Session
Adv. No. 12/2019, Cat No. 21, Millwright Mechanic (Mechanical) Instructor (Theory), SKIL DEVELOPMENT AND INDUSTRIAL TRAINING DEPARTMENT, HARYANA Morning Session Q1. A. B. D. C. Q2. A. B. C. D. Q3. A. B. C. D. Q4. A. B. C. D. December 12, 2019 Page 1 of 29 Adv. No. 12/2019, Cat No. 21, Millwright Mechanic (Mechanical) Instructor (Theory), SKIL DEVELOPMENT AND INDUSTRIAL TRAINING DEPARTMENT, HARYANA Morning Session Q5. B. A. C. D. Q6. __________ is the synonym of "PLUNGE". A. Dive B. Catch C. Fit D. Throw Q7. __________ is the antonym of "IMITATION". A. Benefit B. Genuine C. Advantage D. Resemblance Q8. Identify the meaning of the idiom. "Burn the midnight oil" A. Counting your day's earnings in the night. B. Heat up a place to make it comfortable. C. Stay awake and work or study late into the D. Finish all the resources available completely. night. Q9. The sentence given below may contain one or more mistakes. Identify the correct sentence. "When I wore hers jacket, everyone told that it looked good on me." A. When I wore hers jacket, everyone said that it B. When I wore her jacket, everyone said that it looked good on me. looked good on me. C. When I wore her jacket, everyone told that it D. When I wore her jacket, everyone told that it looked good on me. looks good on me. December 12, 2019 Page 2 of 29 Adv. No. 12/2019, Cat No. 21, Millwright Mechanic (Mechanical) Instructor (Theory), SKIL DEVELOPMENT AND INDUSTRIAL TRAINING DEPARTMENT, HARYANA Morning Session Q10. -
Building a Battle Station Model by Russell Barnes
Building a Battle Station Model By Russell Barnes I. Introduction The summer is usually a pretty difficult time for me to work in my workshop. Chores abound around the house and there is seemingly some-thing to do almost every day that precludes any useful time spent in the workshop. The summer of 2004 was no different. By the time late July rolled around, I was desperate. I had not made anything for over a month. Something had to be done. What to do? Then it hit me. I was looking over the latest Model Expo catalogue and saw they still offered kit models of small battle stations. Not wanting to build a kit, I saw the potential for a quick scratch built project. Over the next two weeks I built a battle station model that turned out to be quite a conversation piece. As fate would have it, that model was destroyed when Hurricane Katrina washed away the local museum. I have decided to replace the battle station model, but it occurred to me that others might benefit from my experience having built it. So, I redrew the plans, making some improve-ments, and decided to set down a guide to building the model. I am not an expert and I make no claim that my methods are the only way to build the model. Someone building from these plans should view my words as a collection of helpful hints rather than a map to follow in order to arrive at a desired result. I envision this project as an introduction to scratch building. -
Precision Tools
Precision, Quality, Innovation PRECISION TOOLS Slide Calipers Height Gauges Micrometers Bore Gauges Indicators Indicator Stands Fixed Gauges Precision Tools Metrology Optical Profile Projectors Catalogue 33E PRECISION, QUALITY, iNNOVATiON Welcome to our new edition, Catalogue 33E. We remain as dedicated today to the making of great tools for our customers as we were when L.S. Starrett founded the company in 1880. He created a business and a brand that has become synonymous with precision, quality and innovation, backed by unmatched service and support. We accomplish this by offering application-designed precision tools, saws, and custom solutions that optimise job and process performance. Our confidence hinges on over 130 years of experience focusing on your needs and your success. We take great pride in manufacturing long-lasting, easy-to-use tools that provide consistent and reliable performance. Today, Starrett offers five product categories: Precision Measurement Tools, Metrology Equipment, Granite-based Engineered Solutions, Saw Blades, and Jobsite and Shop Tools. Whether you need to modify a standard tool, require assistance in selecting the best saw blade for your cutting application, or desire a custom solution for your business, we have the breadth of knowledge to assist you. We are committed to providing you with complete solutions created for your exact needs. Problem solving is part of what we do every day. If the right tool for your application does not exist, contact us – we would appreciate the opportunity to build it. President -

Michigan Underground Storage Tank Rules
DEPARTMENT OF LICENSING AND REGULATORY AFFAIRS BUREAU OF FIRE SERVICES STORAGE TANK DIVISION UNDERGROUND STORAGE TANK REGULATIONS Filed with the Secretary of State on November 14, 2018 These rules become effective immediately upon filing with the Secretary of State unless adopted under section 33, 44, 45a(6), or 48 of 1969 PA 306. Rules adopted under these sections become effective 7 days after filing with the Secretary of State. (By authority conferred on the director of the department of licensing and regulatory affairs by section 21106 of 1994 PA 451, MCL 324.21106, and Executive Reorganization Order Numbers 1995-16, 1998-2, 2009-31, 2011-1, and 2012-7, MCL 324.99903, 29.461, 324.99919, 324. 99921, and 29.462.) R 29.2101, R 29.2103, R 29.2105, R 29.2107, R 29.2109, R 29.2111, R 29.2113, R 29.2115, R 29.2117, R 29.2119, R 29.2121, R 29.2122, R 29.2123, R 29.2125, R 29.2126, R 29.2127, R 29.2129, R 29.2131, R 29.2133, R 29.2135, R 29.2137, R 29.2139, R 29.2151, R 29.2153, R 29.2155, R 29.2157, R 29.2159, R 29.2161, R 29.2163, R 29.2163a, R 29.2163b, R 29.2163c, R 29.2163d, R 29.2163e, R 29.2164, R 29.2166, R 29.2166a, R 29.2167, R 29.2168, R 29.2168a, R 29.2168b, R 29.2168c, R 29.2168d, R 29.2169, R 29.2170, R 29.2171, R 29.2172, and R 29.2174 are amended, R 29.2108, R 29.2141, R 29.2143, R 29.2145, R 29.2147, R 29.2149, R 29.2165, and R 29.2173 are rescinded, and R 29.2114, R 29.2116, R 29.2120, R 29.2120a, R 29.2130, R 29.2162, R 29.2163f, R 29.2163g, R 29.2165a, R 29.2165b, R 29.2175, R 29.2176, R 29.2177, R 29.2178, R 29.2178a, R 29.2179, R 29.2180, R 29.2190, R 29.2191, and R 29.2192 are added to the Code, to read as follows: R 29.2101 Adoption of standards by reference. -
Slurry Pump Hacks Every Millwright Should Know Slurry Pump Hacks Every Millwright Should Know
Slurry Pump Hacks Every Millwright Should Know Slurry Pump Hacks Every Millwright Should Know 1 Safest Way to Remove a Stuck Impeller 2 Properly Pack Your Stuffing Box 3 Tricks to Tightening Mechanical Seals 4 Best Method for Shaft Sleeve Removal 5 Easiest Way to Mount Snap Ring Gaskets 2 Slurry Pump Hacks Every Millwright Should Know Safest Way to Remove a Stuck Impeller Impellers can get stuck for many reasons. Here are two common problems you’ll see in the field: Did You Know? ■ Using only one gasket or none at all — it is important to always Putting a new impeller on use two gaskets. They work against one another for easier worn threads results in removal. When you use one, the impeller will want to overtighten on the shaft, so it makes it more difficult to get off. Two gaskets rapid failure and damage slide against one another, making it easier to break loose. If you to other wet-end parts. don’t use any gasket at all, it all galls together. ■ Applying anti-seize to the hub face — People like to use anti-seize on the threads, faces of the shaft sleeve, the impeller, and the gaskets. That actually causes it to overtighten: It allows the parts to become more slippery and it will overtighten on the shaft. A good rule of thumb is if you want to use anti-seize on the threads of the shaft and the impeller, keep the axial faces of the shaft sleeves, the gaskets, and the impeller hub dry. If you get anti-seize on those areas, the impeller will tighten even further on the shaft. -
Measurement Instruments: BATY
precision measuring instruments Baty International has been in business since 1932. Tel +44 (0) 1444 235621 Originally, a manufacturer of high precision dial indicators and other associated instruments such as cylinder bore Fax +44 (0) 1444 246985 gauges. Baty soon diversified into non-contact measurement with Email: [email protected] Optical Profile Projectors and the Baty ‘Shadograph’ series Website: www.baty.co.uk has since become an industry standard in profile projectors. These products are still manufactured in Sussex in accordance with ISO 9001:2000. For decades Baty has employed a team of Field Based Service Engineers. Today, our service department is the largest ISO 9001:2000 accredited Projector Service Organisation in the UK offering on-site Service, Training, Retrofits, and Repair for all makes of Profile Projector and Vision Systems. In keeping with its gauging roots, Baty acquired John Bull and British Indicators, extending its gauging range to include calipers and flexible fixturing. The range was then completed in the eighties when our first camera based Video Inspectors were developed. Video Edge Detection (VED) was soon added giving rise to increased accuracy, repeatability and measuring speed. Now all our vision systems offer the best of both worlds with the combination of non-contact (VED) and contact measurement using Renishaw’s extensive touch probe range. Today, Baty is an ISO 9001:2000 accredited company that offers a range of Metrology Instruments from Hand Tools to Vision Systems, offering measuring solutions for almost every measurement application in modern manufacturing and now, we’ve put them together into one catalogue for your convenience. -
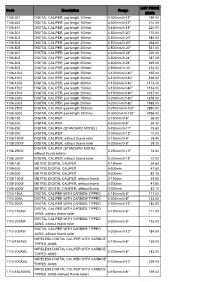
Code Description Range LIST PRICE (EUR) 1106-301 DIGITAL CALIPER
LIST PRICE Code Description Range (EUR) 1106-301 DIGITAL CALIPER, jaw length 100mm 0-300mm/0-12" 189.00 1106-302 DIGITAL CALIPER, jaw length 150mm 0-300mm/0-12" 210.00 1106-451 DIGITAL CALIPER, jaw length 100mm 0-450mm/0-18" 220.00 1106-501 DIGITAL CALIPER, jaw length 100mm 0-500mm/0-20" 170.00 1106-502 DIGITAL CALIPER, jaw length 150mm 0-500mm/0-20" 282.00 1106-503 DIGITAL CALIPER, jaw length 200mm 0-500mm/0-20" 364.00 1106-505 DIGITAL CALIPER, jaw length 300mm 0-500mm/0-20" 531.00 1106-601 DIGITAL CALIPER, jaw length 100mm 0-600mm/0-24" 220.00 1106-602 DIGITAL CALIPER, jaw length 150mm 0-600mm/0-24" 387.00 1106-603 DIGITAL CALIPER, jaw length 200mm 0-600mm/0-24" 465.00 1106-802 DIGITAL CALIPER, jaw length 150mm 0-800mm/0-32" 452.00 1106-1002 DIGITAL CALIPER, jaw length 150mm 0-1000mm/0-40" 495.00 1106-1003 DIGITAL CALIPER, jaw length 200mm 0-1000mm/0-40" 839.00 1106-1005 DIGITAL CALIPER, jaw length 300mm 0-1000mm/0-40" 1174.00 1106-1502 DIGITAL CALIPER, jaw length 150mm 0-1500mm/0-60" 1133.00 1106-1503 DIGITAL CALIPER, jaw length 200mm 0-1500mm/0-60" 1337.00 1106-2002 DIGITAL CALIPER, jaw length 150mm 0-2000mm/0-80" 1676.00 1106-2003 DIGITAL CALIPER, jaw length 200mm 0-2000mm/0-80" 1968.00 1106-2502 DIGITAL CALIPER (jaw length 150mm) 0-2500mm/0-100" 2880.00 1106-3002 DIGITAL CALIPER (jaw length 150mm) 0-3000mm/0-120" 4556.00 1108-150 DIGITAL CALIPER 0-150mm/0-6" 26.50 1108-200 DIGITAL CALIPER 0-200mm/0-8" 39.10 1108-250 DIGITAL CALIPER (STANDARD MODEL) 0-250mm/0-10" 78.60 1108-300 DIGITAL CALIPER 0-300mm/0-12" 70.00 1108-150W DIGITAL -

Neutron Diffraction Study of Engineering Materials Subjected to Complex Loadings
University of Tennessee, Knoxville TRACE: Tennessee Research and Creative Exchange Doctoral Dissertations Graduate School 8-2014 Neutron Diffraction Study of Engineering Materials Subjected to Complex Loadings Jeffrey R. Bunn University of Tennessee - Knoxville, [email protected] Follow this and additional works at: https://trace.tennessee.edu/utk_graddiss Part of the Civil Engineering Commons, and the Structural Materials Commons Recommended Citation Bunn, Jeffrey R., "Neutron Diffraction Study of Engineering Materials Subjected to Complex Loadings. " PhD diss., University of Tennessee, 2014. https://trace.tennessee.edu/utk_graddiss/2805 This Dissertation is brought to you for free and open access by the Graduate School at TRACE: Tennessee Research and Creative Exchange. It has been accepted for inclusion in Doctoral Dissertations by an authorized administrator of TRACE: Tennessee Research and Creative Exchange. For more information, please contact [email protected]. To the Graduate Council: I am submitting herewith a dissertation written by Jeffrey R. Bunn entitled "Neutron Diffraction Study of Engineering Materials Subjected to Complex Loadings." I have examined the final electronic copy of this dissertation for form and content and recommend that it be accepted in partial fulfillment of the equirr ements for the degree of Doctor of Philosophy, with a major in Civil Engineering. Dayakar Penumadu, Major Professor We have read this dissertation and recommend its acceptance: Easo P. George, Richard M Bennett, H. Choo, Thomas R. Watkins Accepted for the Council: Carolyn R. Hodges Vice Provost and Dean of the Graduate School (Original signatures are on file with official studentecor r ds.) Neutron Diffraction Study of Engineering Materials Subjected to Complex Loadings A Dissertation Presented for the Doctor of Philosophy Degree The University of Tennessee, Knoxville Jeffrey R. -

Moore & Wright 2016/17- Complete Catalogue
MW-2016E MW-2016E MOORE & WRIGHT Moore & Wright - Europe and North Africa Moore & Wright - Rest of the World Bowers Group Bowers Eclipse Equipment (Shanghai) Co., Ltd. Unit 3, Albany Court, 8th Building, No. 178 Chengjian Rd Albany Park, Camberley, Minhang District, Shanghai 201108 Surrey GU16 7QR, UK P.R.China Telephone: +44 (0)1276 469 866 Telephone: +86 21 6434 8600 Fax: +44 (0)1276 401 498 Fax: +86 21 6434 6488 Email: [email protected] Email: [email protected] Website: www.moore-and-wright.com Website : www.moore-and-wright.com PRODUCT CATALOGUE 16/17 Partners in Precision PRODUCT CATALOGUE 16/17 INNOVATIVE NEW PRODUCTS IN EVERY SECTION OF THIS ALL-INCLUSIVE, EASY TO USE REFERENCE MWEX2016-17_FC-BC.indd 1 19/11/2015 11:58 MOORE & WRIGHT A Brief History... Founded in 1906 by innovative young engineer, Frank Moore, Moore & Wright has been designing, manufacturing and supplying precision measuring equipment to global industry for over 100 years. With roots fixed firmly in Sheffield, England, the company began by manufacturing a range of calipers, screwdrivers, punches and other engineer’s tools. Following investment from Mrs Wright, a shrewd Sheffield businesswoman, Frank was able to expand the business and further develop his innovative designs. By the mid-nineteen twenties, thanks to the company’s enviable reputation, Moore & Wright was approached by the UK Government to consider manufacturing a range of quality micrometers. It was in this field that Moore & Wright’s status as UK agent for the Swiss Avia range of products and subsequent acquisition of the Avia brand and manufacturing rights, proved invaluable. -

5-Inch X 8-Inch Horizontal Band Saw Models: J-3130, J-3230
Operating Instructions and Parts Manual 5-inch x 8-inch Horizontal Band Saw Models: J-3130, J-3230 Model J-3230 shown JET 427 New Sanford Road LaVergne, Tennessee 37086 Part No. M-414453 Ph.: 800-274-6848 Revision F3 07/2019 www.jettools.com Copyright © 2015 JET specifications could result in severe injury from the breakage of the eye protection. 2. Wear proper apparel. No loose clothing or jewelry which can get caught in moving parts. Rubber 1.0 IMPORTANT SAFETY soled, nonslip, footwear is recommended for best footing. INSTRUCTIONS 3. Do not overreach. Failure to maintain a proper working position can cause you to fall into the General Cautions machine or cause your clothing to get caught — pulling you into the machine. - Misuse of this machine can cause serious injury. - For safety, the machine must be set up, used and 4. Keep guards in place and in proper working serviced properly. order. Do not operate the machine with the guards removed. - Read, understand and follow the instructions in the operator’s and parts manual which was shipped 5. Avoid dangerous working environments. Do not with your machine. use stationary machine tools in wet or damp When setting up the machine: locations. Keep work areas clean and well lit. - Always avoid using the machine in damp or poorly 6. Special electrical precautions should be taken lighted work areas. when working on flammable materials. - Always be sure the machine is securely anchored 7. Avoid accidental starts by being sure that the to the floor or the work bench. start switch is in the “OFF” position before - Always keep the machine guards in place. -

Yanfeng Gauge Standards
Yanfeng Global Automotive Interiors Global Supplier Standards Manual Tooling & Equipment (April 26, 2016) Yanfeng Gauge Standards Yanfeng and Supplier Managed Gauges This manual is for the intended use of the employees and suppliers of Yanfeng Global Automotive Interiors and is considered to be a PROPRIETARY DOCUMENT. Any distribution or sharing of this document is prohibited. All copies must be obtained from the Yanfeng Gauge Engineer. Uncontrolled if printed TABLE OF CONTENTS Introduction 1 Scope 2 General Requirements 3 Safety and Ergonomic Requirements 4 Quotation Requirements 6 Gauge Design Requirements 7 A. Concept Drawing 7 B. Gauge Design 7 Gauge Build Requirements 9 A. Bases 9 B. Tooling Balls / Tooling Holes 9 C. Risers and Stanchions 9 D. Details 9 E. Removable Details 10 F. Hinged Details 10 G. Locating Pins 10 H. Clamps 10 I. Scribe Lines / Tolerance Bands 10 J. SPC Indicators 11 K. Build Tolerances 11 L. Labeling 12 M. Corrosion Protection 12 N. Gauge Certification 13 O. 3rd Party Certification 13 P. Gauge Instructions 13 Q. Function Check 13 R. Measurement Systems Analysis 14 S. Shipping / Transportation 15 T. Preventive Maintenance Instructions 15 U. Gauge Records 15 V. Specialty Gaging 16 W. Automated and Semi-Automated Gaging 16 Appendices 17 A. Appendix A – Documents 17 B. Appendix B – Diagrams 40 C. Appendix C – Standard Materials List 68 D. Appendix D – Revision Table 69 E. Appendix E – Reference List 71 F. Appendix F – Glossary of Terms 72 Revision Level: 006 – 04/26/16 1 Go to Table of Contents INTRODUCTION TO OUR GAUGE SUPPLIERS The intent of this manual is to define the Yanfeng Global Automotive Interiors requirements for Gauges and Gauges. -

Teaching with Midwest's Boomilever
Teaching with Midwest’s Boomilever 1st Edition A “Hands-On” Laboratory Adaptable to Grades 6 - 12 Written by Bob Monetza Introduction This Teacher’s Guide is designed to introduce model building of cantilevered structures to teach principles of physics and engineering design in hands-on exercises, culminating in a classroom competition of creative design. The Boomilever project is based on a competitive Science Olympiad event. The information and materials presented with this kit are similar to the “Boomilever” event in the Science Olympiad competition program and may be a used as a starting point to prepare students to develop competitive structures. Note that rules published by Science Olympiad or any other organization are not reproduced here and are subject to change. Rules presented in this Guide do not substitute for official rules at sanctioned competitions; check the rules in use at formal competitions for differences. Midwest Products Co., Inc. grants permission for any reproduction or duplication of this manual for teacher and student use, but not for sale. ©2007, Midwest Products Co., Inc. 400 S. Indiana St. | PO Box 564 | Hobart, IN 46342 | (800) 348-3497 www.midwestproducts.com -- Table of Contents . Introduction .............................................................................................................................. 3 - 5 2. Construction of an Example Boomilever ................................................................................... 6 - 20 2. Problem Statement 2.2 Example Design and Construction: 2.2.. Materials and Tools 2.2.2. Step-by Step Construction Instructions 2.3 Testing 2.4 Evaluation 3. Boomilever Design Notes ........................................................................................................ 2 - 33 3. Compression Boomilever Design 3.2 Tension Boomilever Design 3.3 Attachment Base 3.4 Joint Design 3.5 Materials 3.5. Wood 3.5.2 Glue 3.6 Craftsmanship 3.7 Data Collection 3.8 Construction Jig 4.