NIMS Machining Level I Preparation Guide Milling
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Revealing Internal Flow Behaviour in Arc Welding and Additive
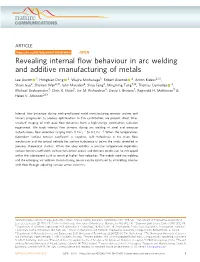
ARTICLE https://doi.org/10.1038/s41467-018-07900-9 OPEN Revealing internal flow behaviour in arc welding and additive manufacturing of metals Lee Aucott 1, Hongbiao Dong 2, Wajira Mirihanage3, Robert Atwood 4, Anton Kidess5,10, Shian Gao2, Shuwen Wen6,11, John Marsden6, Shuo Feng2, Mingming Tong7,12, Thomas Connolley 4, Michael Drakopoulos4, Chris R. Kleijn5, Ian M. Richardson8, David J. Browne7, Ragnvald H. Mathiesen9 & Helen.V. Atkinson2,13 1234567890():,; Internal flow behaviour during melt-pool-based metal manufacturing remains unclear and hinders progression to process optimisation. In this contribution, we present direct time- resolved imaging of melt pool flow dynamics from a high-energy synchrotron radiation experiment. We track internal flow streams during arc welding of steel and measure instantaneous flow velocities ranging from 0.1 m s−1 to 0.5 m s−1. When the temperature- dependent surface tension coefficient is negative, bulk turbulence is the main flow mechanism and the critical velocity for surface turbulence is below the limits identified in previous theoretical studies. When the alloy exhibits a positive temperature-dependent surface tension coefficient, surface turbulence occurs and derisory oxides can be entrapped within the subsequent solid as result of higher flow velocities. The widely used arc welding and the emerging arc additive manufacturing routes can be optimised by controlling internal melt flow through adjusting surface active elements. 1 United Kingdom Atomic Energy Authority, Culham Science Centre, Abingdon, Oxfordshire OX14 3DB, UK. 2 Department of Engineering, University of Leicester, Leicester LE1 7RH, UK. 3 School of Materials, University of Manchester, Manchester M13 9PL, UK. -

Milling Machines and Cnc Mills
MILLING MACHINES AND CNC MILLS Safety Precautions MILL SAFETY HAZARDS Milling machines and computer-numerical-controlled (CNC) mills use moving cutters and/or move stock materials to cut shapes materials such as metal, wood or plastic. Mills cut away material using rotating blades, and can throw or eject dust and chips at high speed. Flying chips present an eye injury hazard. Fine dust can be a respiratory hazard. Mills can also be very loud, presenting a threat to hearing as well as drowning out voices, phones, and alarms. Rotating machinery presents a serious hazard, as gloves, clothing, jewelry or loose hair can be caught and body parts drawn into the running machine. Mills have guards to prevent some exposure, and some are completely enclosed when running. • Keep hands, tools, and clothing at least 12 inches away from the moving mill and do not SAFETY PRECAUTIONS attempt to adjust the mill while operating. • Wear safety glasses or goggles, and hearing Safety rules include: protection if needed. Do not wear gloves near • Get trained on the operation of the specific mill operating equipment. you are going to use. • Keep the mill surfaces and shop floor clean of • Never work alone, never leave the milling cuttings and dust. Metal filings can combust machine unattended while running, and know spontaneously and require a Class D fire where the emergency stop controls are located. extinguisher. • Securely clamp the stock material in place. • Secure guards, shields, doors in place prior to Machinery must be completely disconnected from starting. power (and tested) if it is to be repaired or adjusted (see the Hazardous Energy Control page). -
Building a Battle Station Model by Russell Barnes
Building a Battle Station Model By Russell Barnes I. Introduction The summer is usually a pretty difficult time for me to work in my workshop. Chores abound around the house and there is seemingly some-thing to do almost every day that precludes any useful time spent in the workshop. The summer of 2004 was no different. By the time late July rolled around, I was desperate. I had not made anything for over a month. Something had to be done. What to do? Then it hit me. I was looking over the latest Model Expo catalogue and saw they still offered kit models of small battle stations. Not wanting to build a kit, I saw the potential for a quick scratch built project. Over the next two weeks I built a battle station model that turned out to be quite a conversation piece. As fate would have it, that model was destroyed when Hurricane Katrina washed away the local museum. I have decided to replace the battle station model, but it occurred to me that others might benefit from my experience having built it. So, I redrew the plans, making some improve-ments, and decided to set down a guide to building the model. I am not an expert and I make no claim that my methods are the only way to build the model. Someone building from these plans should view my words as a collection of helpful hints rather than a map to follow in order to arrive at a desired result. I envision this project as an introduction to scratch building. -
V-TECS Guide for Machine Shop (Machinist). INSTITUTION South Carolina State Dept
DOCUMENT RESUME ED 264 397 CE 043 059 AUTHOR Gregory, Margaret R.; Benson, Robert T. TITLE V-TECS Guide for Machine Shop (Machinist). INSTITUTION South Carolina State Dept. of Education, Columbia. Office of Vocational Education. PUB DATE 85 NOTE 443p. PUB TYPE Guides Classroom Use - Guides (For Teachers) (052) EDRS PRICE MF01/PC18 Plus Postage. DESCRIPTORS Behavioral Objectives; Competency Based Education; Definitions; *Equipment Maintenance; *Equipment Utilization; Job Skills; Learning Activities; Lesson Plans; *Machine Tools; *Machinists; Mathematics Skills; Measurement Equipment; Measurement Techniques; Numerical Control; Safety; Secondary Education; Shop Curriculum; Teacher Developed Materials; *Trade and Industrial Education; Welding ABSTRACT This curriculum guide is intended to train trade and industrial education students in the hands-on aspects of the occupation of machinist. Included in the guide arecourse outlines that deal with the following topics: following safety procedures; performing mathematical calculations; designing and planning machine work; performing precision measurement and bench work; operating drill presses, grinders, power saws, lathes, milling machines, and shapers; welding; performing heat treatment tasks; and operating numerical controlled machines. Each course outline containssome or all of the following: a duty; a task statement; a performance objective and performance guide; suggested learning activities;a list of recommended resources; student evaluation criteria, including answers to any evaluation questions or exercises provided; a lesson test, test answers; and attachments (including handouts, forms, and transparency masters). Appendixes to the guide include definitions of terms, duty and task and tool and equipment lists, evaluation questions and answers, and a bibliography. (MN) *********************************************************************** * Reproductions supplied by EDRS are the best thatcan be made * * from the original document. -

Introduction to Selecting Milling Tools Iimportant Decisions for the Selection of Cutting Tools for Standard Milling Operations
Introduction to Selecting Milling Tools IImportant decisions for the selection of cutting tools for standard milling operations The variety of shapes and materials machined on modern milling machines makes it impera- tive for machine operators to understand the decision-making process for selecting suitable cutting tools for each job. This course curriculum contains 16-hours of material for instructors to get their students ready to make basic decisions about which tools are suitable for standard milling operations. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Where to Start: A Blueprint and a Plan .......................................................................................... 3 Decision 1: What type of machining is needed? ............................................................................ 7 Decision 2: What is the workpiece material? ................................................................................. 7 ISO Material -

Aviation Machinist's Mate 3 & 2
NONRESIDENT TRAINING COURSE Aviation Machinist’s Mate 3 & 2 NAVEDTRA 14008 DISTRIBUTION STATEMENT A: Approved for public release; distribution is unlimited. PREFACE About this course: This is a self-study course. By studying this course, you can improve your professional/military knowledge, as well as prepare for the Navywide advancement-in-rate examination. It contains subject matter about day- to-day occupational knowledge and skill requirements and includes text, tables, and illustrations to help you understand the information. An additional important feature of this course is its reference to useful information in other publications. The well-prepared Sailor will take the time to look up the additional information. History of the course: • Sep 1991: Original edition released. Prepared by ADCS(AW) Terence A. Post. • Jan 2004: Administrative update released. Technical content was not reviewed or revised. Published by NAVAL EDUCATION AND TRAINING PROFESSIONAL DEVELOPMENT AND TECHNOLOGY CENTER TABLE OF CONTENTS CHAPTER PAGE 1. Jet Engine Theory and Design ............................................................................... 1-1 2. Tools and Hardware ............................................................................................... 2-1 3. Aviation Support Equipment.................................................................................. 3-1 4. Jet Aircraft Fuel and Fuel Systems ........................................................................ 4-1 5. Jet Aircraft Engine Lubrication Systems .............................................................. -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -

Curriculum Outline Industrial Mechanic (Millwright)
Industrial Mechanic (Millwright) 2017 CURRICULUM OUTLINE INDUSTRIAL MECHANIC (MILLWRIGHT) STRUCTURE OF THE CURRICULUM OUTLINE To facilitate understanding of the occupation, this standard contains the following sections: Description of the Industrial Mechanic (Millwright) trade: An overview of the trade’s duties, work environment, job requirements, similar occupations and career progression Trends in the Industrial Mechanic (Millwright) trade: Some of the trends identified by industry as being the most important for workers in this trade Essential Skills Summary: An overview of how each of the 9 essential skills is applied in this trade Task Matrix: a chart which outlines graphically the major work activities, tasks and sub-tasks of this standard Elements of harmonization of apprenticeship training: includes number of levels of apprenticeship, total training hour and recommended apprenticeship levels Sequencing of apprenticeship training topics and related subtasks: a chart which outlines the model for apprenticeship training sequencing and a cross-reference of the sub-tasks covered by each topic Major Work Activity (MWA): the largest division within the standard that is comprised of a distinct set of trade activities Task: distinct actions that describe the activities within a major work activity Task Descriptor: a general description of the task Sub-task: distinct actions that describe the activities within a task Recommended apprenticeship level: as part of the interprovincial discussions on harmonization, this is the recommended level -

Millimeter Wave Linac and Wiggler Structures
MM-Wave Linac and Wiggler Structures H. Henke Technical University Berlin Institut fuer Theoretische Elektrotechnik Einsteinufer 17, EN 2 D- 10587 Berlin Abstract In an international collaboration a new technology is kW RF peak power for 1 mA current. This is a reasonably being developed for a 50 MeV millimeter RF-wavelength low power level for designing new sources, for instance little electron linear accelerator complex for production of coherent sheet beam klystrinos also in planar technology. Then, the tunable synchrotron radiation. The accclcrator components and whole device would fit on a standardlab table. the wiggler are being designed with planar geometries suitable 2.5MeV F MeV for deep X-ray lithography and subsequent electroplating F5o”r:e bUrK’1P”l (LIGA) or for etching and electroplating silicon wafers. The b&c design ideas of different components for bunching, pre- acceleration, acceleration, focussing and the wiggler are presented. hem 1. INTRODUCTION Micromechanic technology has developed a vast range of fabricational methods for devices in the submillimeter range: high precision stamping, diamond lathes, laser cutting, diffusion bonding, lithography and etching of silicon wafers and deep X-ray lithography with subsequent electroplating Fig. 1 Conceptual design of an integrated mm-wave (LIGA [ll). So, the technology is available for studying and ndiaton source (IMIRAS) eventually building high precision accelerator components and struclures for very high RF frcquencics, let us say above 100 The paper presents different RF structures for acceleration GHz. In this context it is of great importance that the relative and pre-acceleration, possible focussing devices and structures dimensional and frequency tolerances increase with tie square for a microwave wiggler. -

Cutting Tools & Metalworking
17–268 Edge Finders, Wiggler Sets, Height Gauges, Surface Gauges, Bore Gauge Sets Edge Finders Surface Gauges Egde Finders Surface Gauges 0962311 0962312 3163164 7059268 7059269 7059270 Part No. Head Diameter Shank Diameter Style Type 0962311 0.500" 1/2" Single End Edge Finder 0962312 0.200" / 0.500" 1/2" Double End Edge Finder 3163164 0.200" 3/8" Single End Edge Finder 7059268 0.200" 3/8" Single End Edge Finder 7059269 0.200" 1/2" Single End Edge Finder 7059270 0.200" 3/8" Single End Edge/Center Finder Wiggler Sets Part No. Spindle Size Base Size Base Material 3163146 4" / 7" 2-3/16" x 1-5/8" Steel 5 Piece Wiggler Set 3163147 12" / 9" 3-1/8" x 2-1/2" Steel • Made from precision ground tool steel • Includes offset indicator holder and improved chuck design for holding Bore Gauge Sets attachments Telescoping Gage Sets • Range: 1/2-6" • Handle length: 2-3/8" except 3-1/4 on the largest • Each with a handle, one rigid contact arm Part No. Contents and one spring tensioned contact arm 0962313 Chuck, (4) Attachments • Hardened and ground radius on ends CUTTING Height Gauges Part No. Range Contents 0324730 1/2" - 6" 5 Piece Set Includes: 5 Telescoping Gauges Electronic Height Gage - T 3752 Series OOLS & METALWORKING • Clear bar graduations in .100" and Telescoping Gage Sets 5mm increments • Automatically self-centering • Carrier and scriber designed to read from zero, set • Has two telescoping contacts ZERO at any position • Constant spring tension gives uniform • Ability to retain and return to true zero reading contact pressure • In/mm conversion • Easily locked at any setting • Ability to assign minimum and maximum limits • RS232 output for data collection, analysis and hard Part No. -
Code Description Range LIST PRICE (EUR) 1106-301 DIGITAL CALIPER
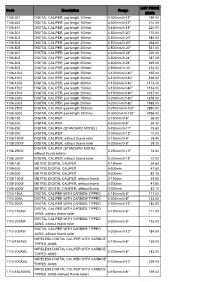
LIST PRICE Code Description Range (EUR) 1106-301 DIGITAL CALIPER, jaw length 100mm 0-300mm/0-12" 189.00 1106-302 DIGITAL CALIPER, jaw length 150mm 0-300mm/0-12" 210.00 1106-451 DIGITAL CALIPER, jaw length 100mm 0-450mm/0-18" 220.00 1106-501 DIGITAL CALIPER, jaw length 100mm 0-500mm/0-20" 170.00 1106-502 DIGITAL CALIPER, jaw length 150mm 0-500mm/0-20" 282.00 1106-503 DIGITAL CALIPER, jaw length 200mm 0-500mm/0-20" 364.00 1106-505 DIGITAL CALIPER, jaw length 300mm 0-500mm/0-20" 531.00 1106-601 DIGITAL CALIPER, jaw length 100mm 0-600mm/0-24" 220.00 1106-602 DIGITAL CALIPER, jaw length 150mm 0-600mm/0-24" 387.00 1106-603 DIGITAL CALIPER, jaw length 200mm 0-600mm/0-24" 465.00 1106-802 DIGITAL CALIPER, jaw length 150mm 0-800mm/0-32" 452.00 1106-1002 DIGITAL CALIPER, jaw length 150mm 0-1000mm/0-40" 495.00 1106-1003 DIGITAL CALIPER, jaw length 200mm 0-1000mm/0-40" 839.00 1106-1005 DIGITAL CALIPER, jaw length 300mm 0-1000mm/0-40" 1174.00 1106-1502 DIGITAL CALIPER, jaw length 150mm 0-1500mm/0-60" 1133.00 1106-1503 DIGITAL CALIPER, jaw length 200mm 0-1500mm/0-60" 1337.00 1106-2002 DIGITAL CALIPER, jaw length 150mm 0-2000mm/0-80" 1676.00 1106-2003 DIGITAL CALIPER, jaw length 200mm 0-2000mm/0-80" 1968.00 1106-2502 DIGITAL CALIPER (jaw length 150mm) 0-2500mm/0-100" 2880.00 1106-3002 DIGITAL CALIPER (jaw length 150mm) 0-3000mm/0-120" 4556.00 1108-150 DIGITAL CALIPER 0-150mm/0-6" 26.50 1108-200 DIGITAL CALIPER 0-200mm/0-8" 39.10 1108-250 DIGITAL CALIPER (STANDARD MODEL) 0-250mm/0-10" 78.60 1108-300 DIGITAL CALIPER 0-300mm/0-12" 70.00 1108-150W DIGITAL -
Transiently Stable Emulsions for Metalworking Fluids
ISTC Reports Illinois Sustainable Technology Center Transiently Stable Emulsions for Metalworking Fluids Peter Bittorf Shiv G. Kapoor Richard E. DeVor Department of Mechanical Science and Engineering University of Illinois at Urbana-Champaign RR-119 December 2011 www.istc.illinois.edu RR-119 Transiently Stable Emulsions for Metalworking Fluids Peter Bittorf, Shiv G. Kapoor, and Richard E. DeVor Department of Mechanical Science and Engineering University of Illinois at Urbana-Champaign December 2011 Submitted to the Illinois Sustainable Technology Center Prairie Research Institute University of Illinois at Urbana-Champaign www.istc.illinois.edu The report is available on-line at: http://www.istc.illinois.edu/info/library_docs/RR/RR119.pdf Printed by the Authority of the State of Illinois Patrick J. Quinn, Governor This report is part of ISTC’s Research Report Series. Mention of trade names or commercial products does not constitute endorsement or recommendation for use. Acknowledgements The authors would like to thank the Illinois Sustainable Technology Center, a division of the Prairie Research Institute at the University of Illinois at Urbana-Champaign, for their support of the project (Grant No. HWR05191). In addition, the authors would like to thank all of the gracious and helpful staff at the Illinois Sustainable Technology Center for their assistance with data acquisition and analysis. In particular, the authors would like to thank Dr. Nandakishore Rajagopalan for his guidance and support during the project. iii iv Table of Contents