Littlemachineshop.Com Catalog 34 Mid-2021
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Practical Implementation of the Stream Function Method for Design of Arbitrary-Geometry Gradient Coils
Practical Implementation of the Stream Function Method for Design of Arbitrary-Geometry Gradient Coils R. A. Lemdiasov1, R. Ludwig2 1Insight Neuroimaging Systems, Worcester, MA, United States, 2ECE Department, Worcester Polytechnic Institute, Worcester, MA, United States Introduction Over the past several years a variety of theoretical design methods for the construction of gradient coils have been developed. For instance, in [1] D. Green et al. minimize a weighted combination of power, inductance, and the square difference between actual and desired field. Representing the current as a Fourier series they find optimal coefficients that minimize the cost function. Our work is a continuation of last year’s research reported in [2]. In this paper we describe an alternative implementation of a stream function method to design gradient coils. Using this method we are able to determine the current distribution to achieve a prescribed magnetic field distribution in the Region of Interest (ROI) that is largely independent of the shape of the current-carrying surface. We will demonstrate the successful implementation of our approach as well as experimental results. Theory As mentioned above, a cost function Φ can be introduced in the form K Φ = 1 ()() ()− ()+ 2 +α ∑W rk Bz rk Bdes,z rk Boff ,z Wmagn (1) 2 k =1 () () where W r is a weight function, BZ is the z-component of the total field, Bdes,z r as well as Boff,z are the z-components of the desired and offset magnetic field, and α Wmagn is magnetic energy with being a weight coefficient. In (1), the first term denotes the square deviation of the magnetic field from the prescribed field, and the second term is the magnetic energy of the coil. -
Distal Radius System 2.5
PRODUCT INFORMATION Distal Radius System 2.5 APTUS® Wrist 2 | Distal Radius System 2.5 Contents 3 A New Generation of Radius Plates 4 One System for Primary and Secondary Reconstruction 6 ADAPTIVE II Distal Radius Plates 8 FPL Plates 10 Hook Plates 11 Lunate Facet Plates 12 Rim Plates 13 Fracture Plates 14 Correction Plates 15 Volar Frame Plates 16 Extra-Articular Plates 17 Small Fragment Plates 18 Dorsal Frame Plates 19 XL Plates 20 Distal Ulna Plates 21 Fracture Treatment Concept 22 Technology, Biomechanics, Screw Features 24 Precisely Guided Screw Placement 25 Instrument for Reconstruction of the Volar Tilt 26 Storage 27 Overview Screw Trajectories 29 Ordering Information 47 Bibliography For further information regarding the APTUS product line visit: www.medartis.com Medartis, APTUS, MODUS, TriLock, HexaDrive and SpeedTip are registered trademarks of Medartis AG / Medartis Holding AG, 4057 Basel, Switzerland www.medartis.com Distal Radius System 2.5 | 3 A New Generation of Radius Plates Why is a new generation of radius plates needed? Distal radius fractures are the most common fractures of the stable plate systems have enabled open reduction and inter- upper extremities. The knowledge of these fractures has grown nal fixation to become an established treatment method for enormously over the last years. Treatment concepts have like- intra- and extra-articular distal radius fractures. These sys- wise been refined. It is now generally accepted that the best tems have enabled even severe extension fractures with dor- possible anatomical reconstruction of the radiocarpal joint sal defect zones to be precisely repositioned and treated with (RCJ) and distal radioulnar joint (DRUJ) to produce a func- osteosynthesis via volar access without the need for additional tional outcome is a requirement. -

10 Tips & Tricks for Improving Machine Shop Efficiency
10 Tips & Tricks for Improving Machine Shop Efficiency At Xometry Supplies, our mission is to help your shop be as efficient and profitable as possible. That’s why we provide instant quotes and fast shipping on high-quality materials and tools. Visit us at www.xometry.com/supplies and check out our selection of top tooling brands and custom cuts. But we want to do more than provide you materials—we want to help you run your shop more efficiently. Below are 10 tips for running a more efficient shop. If you have anything you think we should add to this list, please reach out to us at [email protected]. 1. Learn About Lean Manufacturing Principles One of the most popular ways to improve almost any manufacturing process is to adopt a Lean Manufacturing framework. Lean management is all about improving operations continuously (you can always get better!) and reducing waste wherever you find it. Some key concepts from lean manufacturing to keep in mind are: • Customer Value: Define what your customer thinks is most valuable and optimize your operations to deliver on these things. By keeping the customer in mind, you ensure that everything you do will have an impact • Flow: Lean is all about making things flow faster. Every day, look for ways to simplify your procedures, keep your manufacturing floor organized, and have the right people doing the right jobs at the right times. • Respect & Empowerment: Create a culture where every employee—from the highest ranking to the lowest—feels comfortable pointing out opportunities for improvement and is empowered to fix things and make changes. -
Building a Battle Station Model by Russell Barnes
Building a Battle Station Model By Russell Barnes I. Introduction The summer is usually a pretty difficult time for me to work in my workshop. Chores abound around the house and there is seemingly some-thing to do almost every day that precludes any useful time spent in the workshop. The summer of 2004 was no different. By the time late July rolled around, I was desperate. I had not made anything for over a month. Something had to be done. What to do? Then it hit me. I was looking over the latest Model Expo catalogue and saw they still offered kit models of small battle stations. Not wanting to build a kit, I saw the potential for a quick scratch built project. Over the next two weeks I built a battle station model that turned out to be quite a conversation piece. As fate would have it, that model was destroyed when Hurricane Katrina washed away the local museum. I have decided to replace the battle station model, but it occurred to me that others might benefit from my experience having built it. So, I redrew the plans, making some improve-ments, and decided to set down a guide to building the model. I am not an expert and I make no claim that my methods are the only way to build the model. Someone building from these plans should view my words as a collection of helpful hints rather than a map to follow in order to arrive at a desired result. I envision this project as an introduction to scratch building. -
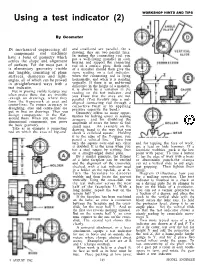
Using a Test Indicator (2)
WORKSHOP HINTS AND TIPS Using a test indicator (2) By Geometer IN mechanical engineering all and small-end are parallel. On a components and machines drawing, they are two parallel lines. In testing the connecting rod, you have a basis of geometry which put a well-fitting mandrel in each settles the shape and alignment bearing and support the connecting of surfaces. For the most part it rod on a surface plate. Both ends is elementary geometry visible of a mandrel should then give the and tangible, consisting of plane same reading on a test indicator, surfaces, diameters and right- when the connecting rod is lying angles, all of which can be proved horizontally, and when it is standing in straightforward ways with a vertically. If there is an end-to-end difference in the height of a mandrel, test indicator. it is shown by a variation in the But in proving visible features you reading on the test indicator, and often prove those that are invisible you know that the axes are not -except on drawings, where they parallel. (You forcibly true a mal- form the framework as axes and aligned connecting rod through a centre-lines. To ensure accuracy in corrective twist or by applying draughting, axes and centre-lines are pressure opposite the bend.) put in first on drawings. Then you Geometry offers us many oppor- design components, in the flat, tunities for halving errors in seeking around them. When you test three- accuracy, and for doubling the F dimensional components, you prove amplitude of errors the better to find the basic geometry. -

Gmp Facilities List
General Machine Products Inc., Co. | 3111 Old Lincoln Hwy | Trevose, Pa phone (215)-357-5500 | fax (215) 357-6216 GMP FACILITIES LIST CNC Lathes (2) Okuma 1420: dia. to 14.2" and lengths to 26.4", bar feed cap.2.25". (1) Mazak M20: dia. to 8.75" and lengths to 19.7", bar feed cap.1.75" (1) Mazak SQT100: dia. to 11.0" and lengths to 17.2", bar feed cap.1.63" with sub spindle and live tooling for mill / drill operations. (1) Okuma LT10: dia. to 8.3" and lengths to 26.5", bar feed cap. 1.63" with sub spindle and live tooling for mill / drill operations. CNC Machining Centers (1) Makino A55: horizontal, 16" (2) pallet, 22"X, 22"Y, 22"Z, full 4th axis, 60 tools, 20,000 rpm spindle. (1) Mazak H400: horizontal, 16" (2) pallet, 22"X, 20"Y, 20"Z, 1 degree indexing 4th axis, 30 tools. (1) K&T HMC1500: horizontal, 60"X, 40"Y, 20"Z, 5 degree indexing 4th axis, 20 tools. (1) K&T MM1015: horizontal, 18" (2) pallet, 24"X, 24"Y, 20"Z, full contouring 4th axis, 120 tools. (1) Milwaukee VB4: vertical, 40"X, 27"Y, 16"Z, full contouring 4th axis, 30 tools. (4) Chiron 4512: vertical, 21"X, 12"Y, 16"Z, full 4th and positioning 5th axis, 20 tools. (1) LeBlond / Makino Model KE55: vertical, 21.6"X, 12.6"Y, 13.5"Z Press Forming (1) Pacific 250 ton hydraulic "C" frame: max. open 20", max closed 8". Lwr. -

Tensile Specimen Punch
Central Washington University ScholarWorks@CWU All Undergraduate Projects Undergraduate Student Projects Spring 2020 Tensile Specimen Punch Triet Huynh [email protected] Follow this and additional works at: https://digitalcommons.cwu.edu/undergradproj Part of the Mechanical Engineering Commons Recommended Citation Huynh, Triet, "Tensile Specimen Punch" (2020). All Undergraduate Projects. 123. https://digitalcommons.cwu.edu/undergradproj/123 This Dissertation/Thesis is brought to you for free and open access by the Undergraduate Student Projects at ScholarWorks@CWU. It has been accepted for inclusion in All Undergraduate Projects by an authorized administrator of ScholarWorks@CWU. For more information, please contact [email protected]. Senior Project Tensile Specimen Punch By Triet Huynh Central Washington University Department of Mechanical Engineering Technology Fall 2019 to Spring 2020 Table of Contents Introduction .......................................................................................................................... 5 Motivation:....................................................................................................................................5 Function Statement: ......................................................................................................................5 Requirements: ...............................................................................................................................5 Engineering Merit: .........................................................................................................................5 -

VARIABLE ANGLE LOCKING HAND SYSTEM for Fragment-Specific Fracture Fixation with Variable Angle Locking and Locking Technology
VARIABLE ANGLE LOCKING HAND SYSTEM For fragment-specific fracture fixation with variable angle locking and locking technology SURGICAL TECHNIQUE TABLE OF CONTENTS INTRODUCTION Variable Angle Locking Hand System Overview 2 AO Principles 5 Indications 6 Featured Plates & Technique Highlights 7 Screws in the System 18 Featured Instruments 20 SURGICAL TECHNIQUE Preoperative Planning and Reduction 27 Lag Screw Insertion (Optional) 29 Prepare and Insert Plate 37 Insert Screw 50 Implant Removal 51 PRODUCT INFORMATION Implants 54 Instruments 63 Graphic Cases 70 Set Lists 77 Image intensifier control Variable Angle Locking Hand System Surgical Technique DePuy Synthes Companies VARIABLE ANGLE LOCKING HAND SYSTEM OVERVIEW The DePuy Synthes Variable Angle Locking Hand System consists of plates that are anatomic, procedure-specific, and available in both stainless steel and titanium. The Variable Angle Locking Hand System offers instrumentation to aid in: x fracture reduction x provisional fixation x plate adaptation x construct creation Designed for the Surgeon and Patient A dedicated, global surgeon team was integral to the design of this system through extensive consultation and participation in multiple design labs. Surgeon interviews, design and development meetings, and collaboration with key opinion leaders determined the clinical components necessary for the DePuy Synthes Variable Angle Locking Hand System. DePuy Synthes Companies are dedicated to improving patient care. System Snapshot x Extensive system of anatomically precontoured plates x First to the market with 1.3 mm locking screws for hand plating1 x Forceps that aid in fracture reduction and lag screw application x Forceps that aid in plate fixation x Self-retaining screwdrivers x Plates available in 316L stainless steel and titanium x Color-coded instruments 1DePuy Synthes Companies market analysis of leading orthopaedic companies, conducted May 2015. -

Safety Hazards Material Processing Laboratory Room 232
Safety Hazards Material Processing Laboratory Room 232 HAZARD: Rotating Equipment / Machine Tools Be aware of pinch points and possible entanglement Personal Protective Equipment: Safety Goggles; Standing Shields, Sturdy Shoes No: Loose clothing; Neck Ties/Scarves; Jewelry (remove); Long Hair (tie back) HAZARD: Projectiles / Ejected Parts Articles in motion may dislodge and become airborne. Personal Protective Equipment: Safety Goggles; Standing Shields HAZARD: Heating - Burn Be aware of hot surfaces Personal Protective Equipment: Safety Goggles; High Temperature Gloves; Welding Apron, Welding Jacket, Boot Gauntlets, Face Shield HAZARD: Chemical - Burn / Fume Use Adequate Ventilation and/or Rated Fume Hood. Make note of Safety Shower and Eyewash Station Locations. Personal Protective Equipment: Safety Goggles; Chemically Rated Gloves; Chemically Rated Apron HAZARD: Electrical - Burn / Shock Care with electrical connections, particularly with grounding and not Using frayed electrical cords, can reduce hazard. Use GFCI receptacles near water. HAZARD: High Pressure Air-Fluid / Gas Cylinders / Vacuum Inspect before using any pressure / vacuum equipment. Gas cylinders must be secured at all times. Personal Protective Equipment: Safety Goggles; Standing Shields HAZARD: Water / Slip Hazard Clean any spills immediately. R. Dubrovsky Mechanical Engineering Department, NJIT ME 215, Engineering Materials & Processes Experiment # 6 EXPERIMENT # 6: METAL CUTTING PROCESSES AND TOOL GEOMETRY Goal: To familiarize the students with main metal cutting processes, cutting machines and cutting tool geometry. Objectives: To learn principles of machining, chip formation approach, cutting parameters, tool geometry and its influence on cutting process, surface finishing and accuracy. Equipment Lathe, milling machine, optical comparator, protractor, carbide lathe tools, & Tools: high speed steel cutters: spiral-point drill and milling cutter. -
Milling Fixtures Principles of Their Design and Examples from Practice Third Revised Edition
UC-NRLF 25 CENTS B 3 Dlfi 742 MILLING FIXTURES PRINCIPLES OF THEIR DESIGN AND EXAMPLES FROM PRACTICE THIRD REVISED EDITION MACHINERY'S REFERENCE SERIES NO. 4 PUBLISHED BY MACHINERY, NEW YORK MACHINERY'S REFERENCE SERIES EACH NUMBER IS ONE UNIT IN A COMPLETE LIBRARY OF MACHINE DESIGN AND SHOP PRACTICE REVISED AND REPUBLJSHED FROM MACHINERY NUMBER 4 MILLING FIXTURES THIRD REVISED EDITION CONTENTS Elementary Principles of Milling Fixtures, by E. R. MARKHAM - 3 Examples of Milling Fixtures 26 Copyright, 1912, The Industrial Press, Publishers of MACHINERY 49-55 Lafayette Street, New York City X CHAPTER I ELEMENTARY PRINCIPLES OP MILLING MACHINE FIXTURES* The principal consideration, when designing fixtures that are to be fastened solidly to the table of a milling machine, should be to have the fixture firm enough to admit working the machine and cutter to their limit of endurance. In fact, the fixture should be stronger than the machine itself, and able to resist any possible strain that the cutter can exert. While fixtures should be strong, the movable parts should be so made as to be easily manipulated. All bearing and locat- ing points should be accessible to facilitate the removal of chips and dirt. The action of the clamping devices should be rapid, so that no time is lost in manipulating them. The Milling Machine Vise-False Vise Jaws The first fixture to consider is the milling machine vise, which has a stationary and a movable jaw, against which are placed removable jaws, held in place by means of screws. The stationary-removable jaw generally has connected with it any shelf, pins, or means for locating the pieces to be machined. -

Types of Tap
Types of Tap HAND TAPS ISO 529 These are straight flute general purpose tools which can be used for both machine or hand tapping. They are generally the most economical tool for use on production runs, but are best on materials that produce chips, or where the swarf breaks readily. Where deep holes are to be tapped, in materials which produce stringy swarf, serial taps may be needed, especially for coarse threads. ISO 529 hand taps can be supplied in sets of three; bottom, second and taper leads, or individually. BOTTOM TAPS have a chamfer (lead) of 1–2 threads, the angle of the lead being around 18 degrees per side. They are used to produce threads close to the bottom of blind holes. SECOND TAPS have a lead of 3-5 threads at 8 degrees per side. They are the most popular and can be used for through holes, or blind holes where the thread does not need to go right to the bottom. TAPER TAPS have a lead of 7-10 threads at 5 degrees per side. The taper lead distributes the cutting force over a large area, and the taper shape helps the thread to start. They can therefore be used to start a thread prior to use of second or bottom leads, or for through holes. IMPORTANT NOTE ON TERMINOLOGY! In the U.K. bottom taps are often referred to as ‘plugs’. In North America second taps are often referred to as ‘plugs’! This can easily lead to confusion. To avoid problems when ordering it is best to use the terms bottom, second and taper. -

Investigation of Dynamic Behavior of Aluminum Alloy Armor Materials
INVESTIGATION OF DYNAMIC BEHAVIOR OF ALUMINUM ALLOY ARMOR MATERIALS A THESIS SUBMITTED TO THE GRADUATE SCHOOL OF NATURAL AND APPLIED SCIENCES OF MIDDLE EAST TECHNICAL UNIVERSITY BY MEHMET MACAR IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF DOCTOR OF PHILOSOPHY IN MECHANICAL ENGINEERING SEPTEMBER 2014 Approval of the thesis: INVESTIGATION OF DYNAMIC BEHAVIOR OF ALUMINUM ALLOY ARMOR MATERIALS submitted by MEHMET MACAR in partial fulfillment of the requirements for the degree of Doctor of Philosophy in Mechanical Engineering Department, Middle East Technical University by, Prof.Dr. Canan Özgen _____________ Dean, Graduate School of Natural and Applied Sciences Prof.Dr. Suha Oral _____________ Head of Department, Mechanical Engineering Prof.Dr. R.Orhan Yıldırım _____________ Supervisor, Mechanical Engineering Dept., METU Assoc.Prof.Dr.Murat Vural _____________ Co-supervisor, Mechanical, Materials & Aerospace Eng. Dept., IIT Examining Committee Members: Prof. Dr. Metin Akkök _____________ Mechanical Engineering Dept., METU Prof. Dr. R.Orhan Yıldırım _____________ Mechanical Engineering Dept., METU Prof. Dr. Bilgehan Ögel _____________ Metallurgical and Materials Engineering Dept., METU Prof. Dr. Ömer Anlağan _____________ Mechanical Engineering Dept., Bilkent University Assoc.Prof.Dr. Lütfullah Turanlı _____________ Civil Engineering Dept., METU Date: 04 September 2014 I hereby declare that all information in this document has been obtained and presented in accordance with academic rules and ethical conduct. I also declare that, as required by these rules and conduct, I have fully cited and referenced all material and results that are not original to this work. Name, Last Name: MEHMET MACAR Signature : iv ABSTRACT INVESTIGATION OF DYNAMIC BEHAVIOR OF ALUMINUM ALLOY ARMOR MATERIALS Macar, Mehmet Ph.D., Department of Mechanical Engineering Supervisor :Prof.