22 Caliber Barrel Lining Instructions & Equipment
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Building a Battle Station Model by Russell Barnes
Building a Battle Station Model By Russell Barnes I. Introduction The summer is usually a pretty difficult time for me to work in my workshop. Chores abound around the house and there is seemingly some-thing to do almost every day that precludes any useful time spent in the workshop. The summer of 2004 was no different. By the time late July rolled around, I was desperate. I had not made anything for over a month. Something had to be done. What to do? Then it hit me. I was looking over the latest Model Expo catalogue and saw they still offered kit models of small battle stations. Not wanting to build a kit, I saw the potential for a quick scratch built project. Over the next two weeks I built a battle station model that turned out to be quite a conversation piece. As fate would have it, that model was destroyed when Hurricane Katrina washed away the local museum. I have decided to replace the battle station model, but it occurred to me that others might benefit from my experience having built it. So, I redrew the plans, making some improve-ments, and decided to set down a guide to building the model. I am not an expert and I make no claim that my methods are the only way to build the model. Someone building from these plans should view my words as a collection of helpful hints rather than a map to follow in order to arrive at a desired result. I envision this project as an introduction to scratch building. -

In the Autumn 2011 Edition of the Quiver I Wrote an Article Touching on the Topic of Survival As It Applies to the Bowhunter
In the Autumn 2011 edition of The Quiver I wrote an article touching on the topic of survival as it applies to the bowhunter. In this article I want to talk about fire specifically and the different types of firestarters and techniques available. Fire is an important element in a survival situation as it provides heat for warmth, drying clothes or cooking as well as a psychological boost and if you’re hunting in a spot where you are one of the prey species it can keep predators away as well. There are many ways to start a fire; some ways relatively easy and some that would only be used as a last resort. There are pros and cons to most of these techniques. The most obvious tool for starting a fire is a match. While this is a great way to start a fire in your fireplace or fire pit I personally don’t like to carry matches in my pack or on my person. They are hard to keep dry and you are limited to one fire per match IF you can light a one match fire every time. It would be easy to run out of matches in a hurry as you are limited in how many you could reasonably carry. A Bic lighter or one of the more expensive windproof lighters is a slightly better choice for the bowhunter to carry. They are easy to use, easy to carry, fairly compact, and last for a reasonable amount of “lights”. They don’t work well when wet but can be dried out fairly easily. -
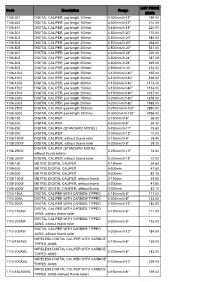
Code Description Range LIST PRICE (EUR) 1106-301 DIGITAL CALIPER
LIST PRICE Code Description Range (EUR) 1106-301 DIGITAL CALIPER, jaw length 100mm 0-300mm/0-12" 189.00 1106-302 DIGITAL CALIPER, jaw length 150mm 0-300mm/0-12" 210.00 1106-451 DIGITAL CALIPER, jaw length 100mm 0-450mm/0-18" 220.00 1106-501 DIGITAL CALIPER, jaw length 100mm 0-500mm/0-20" 170.00 1106-502 DIGITAL CALIPER, jaw length 150mm 0-500mm/0-20" 282.00 1106-503 DIGITAL CALIPER, jaw length 200mm 0-500mm/0-20" 364.00 1106-505 DIGITAL CALIPER, jaw length 300mm 0-500mm/0-20" 531.00 1106-601 DIGITAL CALIPER, jaw length 100mm 0-600mm/0-24" 220.00 1106-602 DIGITAL CALIPER, jaw length 150mm 0-600mm/0-24" 387.00 1106-603 DIGITAL CALIPER, jaw length 200mm 0-600mm/0-24" 465.00 1106-802 DIGITAL CALIPER, jaw length 150mm 0-800mm/0-32" 452.00 1106-1002 DIGITAL CALIPER, jaw length 150mm 0-1000mm/0-40" 495.00 1106-1003 DIGITAL CALIPER, jaw length 200mm 0-1000mm/0-40" 839.00 1106-1005 DIGITAL CALIPER, jaw length 300mm 0-1000mm/0-40" 1174.00 1106-1502 DIGITAL CALIPER, jaw length 150mm 0-1500mm/0-60" 1133.00 1106-1503 DIGITAL CALIPER, jaw length 200mm 0-1500mm/0-60" 1337.00 1106-2002 DIGITAL CALIPER, jaw length 150mm 0-2000mm/0-80" 1676.00 1106-2003 DIGITAL CALIPER, jaw length 200mm 0-2000mm/0-80" 1968.00 1106-2502 DIGITAL CALIPER (jaw length 150mm) 0-2500mm/0-100" 2880.00 1106-3002 DIGITAL CALIPER (jaw length 150mm) 0-3000mm/0-120" 4556.00 1108-150 DIGITAL CALIPER 0-150mm/0-6" 26.50 1108-200 DIGITAL CALIPER 0-200mm/0-8" 39.10 1108-250 DIGITAL CALIPER (STANDARD MODEL) 0-250mm/0-10" 78.60 1108-300 DIGITAL CALIPER 0-300mm/0-12" 70.00 1108-150W DIGITAL -

Low-Impact Living Initiative
firecraft what is it? It's starting and managing fire, which requires fuel, oxygen and ignition. The more natural methods usually progress from a spark to an ember to a flame in fine, dry material (tinder), to small, thin pieces of wood (kindling) and then to firewood. Early humans collected embers from forest fires, lightning strikes and even volcanic activity. Archaeological evidence puts the first use of fire between 200-400,000 years ago – a time that corresponds to a change in human physique consistent with food being cooked - e.g. smaller stomachs and jaws. The first evidence of people starting fires is from around 10,000 years ago. Here are some ways to start a fire. Friction: rubbing things together to create friction Sitting around a fire has been a relaxing, that generates heat and produces embers. An comforting and community-building activity for example is a bow-drill, but any kind of friction will many millennia. work – e.g. a fire-plough, involving a hardwood stick moving in a groove in a piece of softwood. what are the benefits? Percussion: striking things together to make From an environmental perspective, the more sparks – e.g. flint and steel. The sharpness of the natural the method the better. For example, flint creates sparks - tiny shards of hot steel. strikers, fire pistons or lenses don’t need fossil Compression: fire pistons are little cylinders fuels or phosphorus, which require the highly- containing a small amount of tinder, with a piston destructive oil and chemical industries, and that is pushed hard into the cylinder to compress friction methods don’t require the mining, factories the air in it, which raises pressure and and roads required to manufacture anything at all. -

Machinery Repairman
NAVEDTRA 12204-A Naval Education and September 1993 Training Manual Training Command 0502-LP-477-5600 (TRAMAN) Machinery Repairman DISTRIBUTION STATEMENT A: Approved for public release; distribution is unlimited. Nonfederal government personnel wanting a copy of this document must use the purchasing instructions on the inside cover. Although the words “he,” “him,” and “his” are used sparingly in this manual to enhance communication, they are not intended to be gender driven nor to affront or discriminate against anyone reading this text. DISTRIBUTION STATEMENT A: Approved for public release; distribution is unlimited. Nonfederal government personnel wanting a copy of this document must write to Superintendent of Documents, Government Printing Office, Washington, DC 20402 OR Commanding Officer, Naval Publications and Forms Directorate, Navy Aviation Supply Office, 5801 Tabor Avenue, Philadelphia, PA 19120-5099, Attention: Cash Sales, for price and availability. MACHINERY REPAIRMAN NAVEDTRA 12204-A 1993 Edition Prepared by MRCS Wayne T. Drew COMMANDING OFFICER NETPDTC 6490 SAUFLEY FIELD RD PENSACOLA, FL 32509-5237 ERRATA #1 18 April 2000 Specific Instructions and Errata for the TRAMAN MACHINERY REPAIRMAN, NAVEDTRA 12204-A 1. No attempt has been made to issue corrections for errors in typing, punctuation, etc. 2. Make the following changes to the Machinery Repairman text: Page Column Paragraph Chancre 2-2 1 3rd complete Change paragraph to read as follows: "If a paragraph dimension is given as 3.000 inches, the. is ±0.005 inch: or if the dimension. is ±0.010 inch." vice "If a dimension is given as 3.000 inches., the. is ±0.0005 inch: or if the dimension.. -

5-Inch X 8-Inch Horizontal Band Saw Models: J-3130, J-3230
Operating Instructions and Parts Manual 5-inch x 8-inch Horizontal Band Saw Models: J-3130, J-3230 Model J-3230 shown JET 427 New Sanford Road LaVergne, Tennessee 37086 Part No. M-414453 Ph.: 800-274-6848 Revision F3 07/2019 www.jettools.com Copyright © 2015 JET specifications could result in severe injury from the breakage of the eye protection. 2. Wear proper apparel. No loose clothing or jewelry which can get caught in moving parts. Rubber 1.0 IMPORTANT SAFETY soled, nonslip, footwear is recommended for best footing. INSTRUCTIONS 3. Do not overreach. Failure to maintain a proper working position can cause you to fall into the General Cautions machine or cause your clothing to get caught — pulling you into the machine. - Misuse of this machine can cause serious injury. - For safety, the machine must be set up, used and 4. Keep guards in place and in proper working serviced properly. order. Do not operate the machine with the guards removed. - Read, understand and follow the instructions in the operator’s and parts manual which was shipped 5. Avoid dangerous working environments. Do not with your machine. use stationary machine tools in wet or damp When setting up the machine: locations. Keep work areas clean and well lit. - Always avoid using the machine in damp or poorly 6. Special electrical precautions should be taken lighted work areas. when working on flammable materials. - Always be sure the machine is securely anchored 7. Avoid accidental starts by being sure that the to the floor or the work bench. start switch is in the “OFF” position before - Always keep the machine guards in place. -

Teaching with Midwest's Boomilever
Teaching with Midwest’s Boomilever 1st Edition A “Hands-On” Laboratory Adaptable to Grades 6 - 12 Written by Bob Monetza Introduction This Teacher’s Guide is designed to introduce model building of cantilevered structures to teach principles of physics and engineering design in hands-on exercises, culminating in a classroom competition of creative design. The Boomilever project is based on a competitive Science Olympiad event. The information and materials presented with this kit are similar to the “Boomilever” event in the Science Olympiad competition program and may be a used as a starting point to prepare students to develop competitive structures. Note that rules published by Science Olympiad or any other organization are not reproduced here and are subject to change. Rules presented in this Guide do not substitute for official rules at sanctioned competitions; check the rules in use at formal competitions for differences. Midwest Products Co., Inc. grants permission for any reproduction or duplication of this manual for teacher and student use, but not for sale. ©2007, Midwest Products Co., Inc. 400 S. Indiana St. | PO Box 564 | Hobart, IN 46342 | (800) 348-3497 www.midwestproducts.com -- Table of Contents . Introduction .............................................................................................................................. 3 - 5 2. Construction of an Example Boomilever ................................................................................... 6 - 20 2. Problem Statement 2.2 Example Design and Construction: 2.2.. Materials and Tools 2.2.2. Step-by Step Construction Instructions 2.3 Testing 2.4 Evaluation 3. Boomilever Design Notes ........................................................................................................ 2 - 33 3. Compression Boomilever Design 3.2 Tension Boomilever Design 3.3 Attachment Base 3.4 Joint Design 3.5 Materials 3.5. Wood 3.5.2 Glue 3.6 Craftsmanship 3.7 Data Collection 3.8 Construction Jig 4. -

5 Yr Drilling Tec Plan
Ice Drilling Program LONG RANGE DRILLING TECHNOLOGY PLAN June 30, 2020 Sponsor: National Science Foundation Ice Drilling Program - LONG RANGE DRILLING TECHNOLOGY PLAN - June 30, 2020 Contents 1.0 INTRODUCTION ................................................................................................................................. 4 2.0 ICE AND ROCK DRILLING SYSTEMS AND TECHNOLOGIES ................................................................. 7 Chipmunk Drill ........................................................................................................................................... 8 Hand Augers .............................................................................................................................................. 9 Sidewinder .............................................................................................................................................. 10 Prairie Dog ............................................................................................................................................... 11 Stampfli Drill ............................................................................................................................................ 12 Blue Ice Drill (BID) ................................................................................................................................... 13 Badger-Eclipse Drill ................................................................................................................................. 14 4-Inch -

August 2015 the LEARNING CIRCLE: NOTES, THOUGHTS & PROJECTS
EARTH SKILLS NEWS www.earthskills.com © Jim Lowery August 2015 THE LEARNING CIRCLE: NOTES, THOUGHTS & PROJECTS I. Improve your bow drill firemaking Have you struggled with getting a bow drill fire consistently? Do you wonder what’s wrong with your apparatus or technique? Would you like to be able to try some more advanced tricks that will make firemaking easier for you? The bow drill is, in my view, the most practical of all the primitive firemaking techniques. You can get fire with many kinds of woods in many habitats, without bringing anything with you—even cordage or a knife. The hand drill is simpler, but in most locations only two or three woods at most can be used for the hand drill and hearth, and that only using very well practiced technique and strength. However I have made bow drill fires with 28 woods in my area. When we teach bow drill firemaking in our classes, we stress that mastering the technique is the most important factor. Many students, both men and women, need practice and especially the wrist and arm strength that goes with it, but if the technique is correct, success will come with time and practice. On the other hand, bad habits die slowly and so in this article I want to offer some trouble-shooting, a few reminders based on the mistakes we see most commonly with students, and some more advanced tips. (A review of the bow drill apparatus and technique can be found in your notes from our Wilderness Skills class, in Tom Brown, Jr.’s Field Guide to Wilderness Survival, and Larry Dean Olson’s Outdoor Survival Skills. -

A Circular Saw in the Furniture Shop?
A Circular Saw in the Furniture Shop? YOU ARE HERE: Fine Woodworking Home Skills & Techniques A Circular Saw in the Furniture Shop? From the pages of Fine Woodworking Magazine A Circular Saw in the Furniture Shop? For cutting sheet goods in tight quarters, this carpenter's tool, used with a sacrificial table and dedicated cutting guides, produces joint-quality cuts with ease by Gary Williams Contractors couldn't live without the portable circular saw, but we of the warm, dry furniture shop tend to leave it on the same shelf as the chainsaw. Great for building a deck but far too crude for quartersawn oak. Necessity has a way of teaching us humility, however. I've been a sometimes-professional woodworker for nearly 30 years, but somehow I have never managed to attain the supremely well-equipped shop. I work alone in a no-frills, two-car garage that I share with a washer, a dryer, a water heater and a black Labrador. My machines are on the small side, and I lack the space for large permanent outfeed and side extension tables for my tablesaw. Perhaps you can relate. Under these conditions, cutting a full sheet of plywood can be a very challenging operation. Even if you have your shop set up to handle sheet goods with ease, perhaps you've run into similar difficulties cutting plywood and lumber accurately on job sites and installations. The solution? May I suggest the humble circular saw? Cutting lumber and plywood with a handheld circular saw is nothing new. You've probably done it before, with varying degrees of success. -

Fire Before Matches
Fire before matches by David Mead 2020 Sulang Language Data and Working Papers: Topics in Lexicography, no. 34 Sulawesi Language Alliance http://sulang.org/ SulangLexTopics034-v2 LANGUAGES Language of materials : English ABSTRACT In this paper I describe seven methods for making fire employed in Indonesia prior to the introduction of friction matches and lighters. Additional sections address materials used for tinder, the hearth and its construction, some types of torches and lamps that predate the introduction of electricity, and myths about fire making. TABLE OF CONTENTS 1 Introduction; 2 Traditional fire-making methods; 2.1 Flint and steel strike- a-light; 2.2 Bamboo strike-a-light; 2.3 Fire drill; 2.4 Fire saw; 2.5 Fire thong; 2.6 Fire plow; 2.7 Fire piston; 2.8 Transporting fire; 3 Tinder; 4 The hearth; 5 Torches and lamps; 5.1 Palm frond torch; 5.2 Resin torch; 5.3 Candlenut torch; 5.4 Bamboo torch; 5.5 Open-saucer oil lamp; 5.6 Footed bronze oil lamp; 5.7 Multi-spout bronze oil lamp; 5.8 Hurricane lantern; 5.9 Pressurized kerosene lamp; 5.10 Simple kerosene lamp; 5.11 Candle; 5.12 Miscellaneous devices; 6 Legends about fire making; 7 Additional areas for investigation; Appendix: Fire making in Central Sulawesi; References. VERSION HISTORY Version 2 [13 June 2020] Minor edits; ‘candle’ elevated to separate subsection. Version 1 [12 May 2019] © 2019–2020 by David Mead All Rights Reserved Fire before matches by David Mead Down to the time of our grandfathers, and in some country homes of our fathers, lights were started with these crude elements—flint, steel, tinder—and transferred by the sulphur splint; for fifty years ago matches were neither cheap nor common. -

Grinding Machines: (14 Metal Buildup:And (15) the (Shipboard) Repair Department and Repair Work
DOCUMENT RESUME ED 203 130 CE 029 243 AUTHOR Bynum, Michael H.: Taylor, Edward A. TITLE Machinery Repairman 3 6 2. Rate TrainingManual and Nonresident Career Course. Revised. INSTITUTION Naval Education and Training Command,Washington, D.C. REPORT NO NAVEDTRA-10530-E PUB DATE 81 NOTE 671p.: Photographs andsome diagrams will not reproduce well. EDRS PRICE MF03/PC27 Plus Postage. DESCRIPTORS Behavioral Objectives; CorrespondenceStudy; *Equipment Maintenance: Rand Tools;Independent Study: Instructional Materials: LearningActivities: Machine Repairers: *Machine Tools;*Mechanics (Process): Military Training: Postsecondary Education: *Repair: Textbooks: *Tradeand Industrial Education IDENTIFIERS Navy ABSTRACT This Rate Training Manual (textbook)and Nonresident Career Course form a correspondence self-studypackage to teach the theoretical knowledge and mental skillsneeded by the Machinery Repairman Third Class and Second Class. The15 chapters in the textbook are (1)Scope of the Machinery Repairman Rating:(2) Toolrooms and Tools:(3) Layout and Benchwork: (4) Metals and Plastics:(51 Power Saws and Drilling Machines:(6) Offhand Grinding of Tools:(7) Lathes and Attachments:(8) Basic Engine Lathe Operations:(9) Advanced Engine Lathe Operations: (10)Turret Lathes and Turret Lathe Operations:(11) Milling Machines and Milling Operations:(121 Shapers, Planers, and Engravers: (13)Precision Grinding Machines: (14 Metal Buildup:and (15) The (Shipboard) Repair Department and Repair Work. Appendixesinclude Tabular Tnformation of Benefit to Machinery Repairman(23 tables), Formulas. for Spur Gearing, Formulas for DiametralPitch System, and Glossary. The Nonresident Career Course follows theindex. It contains T1 assignments, which are organized into thefollowing format: textbook assignment and learning objectives withrelated sets of teaching items to be answered. (YLB) *********************************************************************** Peproductions supplied by EDRSare the best that can be made from the original document.