Chapter 11: Metal Casting Processes and Equipment
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

A New Ceramic Casting Mold Made by Gel Casting Using Silica Sol As a Binder
BFSZU Zawrah et al. Vol.38-Dec.2016 A NEW CERAMIC CASTING MOLD MADE BY GEL CASTING USING SILICA SOL AS A BINDER Mahmoud F. Zawrah (1), Sayed A. Abdullah (2), Reham M. Khattab (1), Ibrahim M. Ibrahim (2), Waleed F. Youssef (3) (1) National Research Center, Department of Ceramics. (2) Shoubra Faculty of Engineering, Benha University, Department of Mechanical Engineering. (3) Faculty of Engineering, Sinai University, Department of Mechanical Engineering. ABSTRACT This Paper presents a new ceramic casting mold made by gel casting using silica sol as a binder. The new ceramic mold is consisted of an alumina- mullite-zirconia matrix with the ratios of 38.332 wt. % alumina, 34.378 wt. % mullite, and 27.294 wt. % zirconia respectively, the slurry is mixed then the gelling agent is added and poured into the pattern. After gelation the mold is extracted and left to dry, then sintered. There are three main defects appear in the mold fabrication process. The 1st defect is the mold cracking, as a result of forced shrinkage of mold into pattern. The 2nd defect is the bad gelation behavior of mold, as a result of non equal gelling time. The last defect is mold surface cracks, due to increased silica ratio added to the mixture. As zirconia increased the bulk density and apparent porosity is increased, leading to higher mold permeability which is important to eliminate trapping of residual gases. The increased zirconia content decreases the micro hardness and the cold crushing strength, but increases the thermal shock resistance due to phase transformation during sintering. The ceramic mold is applicable for nodular cast iron so that the mold is hard enough to withstand the forces of spheroidal graphite formation when nodular cast iron is poured into the ceramic mold. -

Manufacturing Technology I Unit I Metal Casting
MANUFACTURING TECHNOLOGY I UNIT I METAL CASTING PROCESSES Sand casting – Sand moulds - Type of patterns – Pattern materials – Pattern allowances – Types of Moulding sand – Properties – Core making – Methods of Sand testing – Moulding machines – Types of moulding machines - Melting furnaces – Working principle of Special casting processes – Shell – investment casting – Ceramic mould – Lost Wax process – Pressure die casting – Centrifugal casting – CO2 process – Sand Casting defects. UNIT II JOINING PROCESSES Fusion welding processes – Types of Gas welding – Equipments used – Flame characteristics – Filler and Flux materials - Arc welding equipments - Electrodes – Coating and specifications – Principles of Resistance welding – Spot/butt – Seam – Projection welding – Percusion welding – GS metal arc welding – Flux cored – Submerged arc welding – Electro slag welding – TIG welding – Principle and application of special welding processes – Plasma arc welding – Thermit welding – Electron beam welding – Friction welding – Diffusion welding – Weld defects – Brazing – Soldering process – Methods and process capabilities – Filler materials and fluxes – Types of Adhesive bonding. UNIT III BULK DEFORMATION PROCESSES Hot working and cold working of metals – Forging processes – Open impression and closed die forging – Characteristics of the process – Types of Forging Machines – Typical forging operations – Rolling of metals – Types of Rolling mills – Flat strip rolling – Shape rolling operations – Defects in rolled parts – Principle of rod and wire drawing – Tube drawing – Principles of Extrusion – Types of Extrusion – Hot and Cold extrusion – Equipments used. UNIT IV SHEET METAL PROCESSES Sheet metal characteristics – Typical shearing operations – Bending – Drawing operations – Stretch forming operations –– Formability of sheet metal – Test methods – Working principle and application of special forming processes – Hydro forming – Rubber pad forming – Metal spinning – Introduction to Explosive forming – Magnetic pulse forming – Peen forming – Super plastic forming. -

Study of the Industrial Precision Manufacturing and Metallic Alloys with Respect to Economic Considerations
MPRA Munich Personal RePEc Archive Study of the Industrial Precision Manufacturing and Metallic Alloys with Respect to Economic Considerations Saha Choudhuri and Jian Shi Bangladesh University of Engineering and Technology 5 January 2017 Online at https://mpra.ub.uni-muenchen.de/77481/ MPRA Paper No. 77481, posted 13 March 2017 14:26 UTC Study of the Industrial Precision Manufacturing and Metallic Alloys with Respect to Economic Considerations Saha Choudhuri, Jian Shi Bangladesh University of Engineering and Technology 1 Abstract In this report according to the research results and approaches that used, it is utilized and illustrated why these papers are suitable for this research. The best position for explaining topic is here, because for understanding better the concept and the area of research, it is necessary to write briefly at the beginning of the article about topic. It is attempted to design new piston (porous piston) not only to have a good resistance in mechanical properties but also provide lower weight comparing to the previous ones. The most important thing in this work is to be aware of the effect of vibration, vacuum and over pressure during investment casting which by this way we can produce porous structure. By using the existing results of several papers, we will attempt to cast porous piston and optimize it to have the best mechanical properties. As we know engine pistons are one of the most complex components among all automotive or other industry field components. The engine can be called the heart of the car and piston maybe considered the most important part of an engine. -
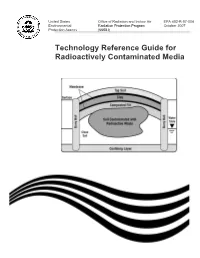
Technology Reference Guide for Radioactively Contaminated Media
United States Office of Radiation and Indoor Air EPA 402-R-07-004 Environmental Radiation Protection Program October 2007 Protection Agency (6608J) Technology Reference Guide for Radioactively Contaminated Media TECHNOLOGY REFERENCE GUIDE FOR RADIOACTIVELY CONTAMINATED MEDIA EPA - 402-R-07-004 U.S. Environmental Protection Agency Office of Air and Radiation Office of Radiation and Indoor Air Radiation Protection Division Center for Radiation Site Cleanup Prepared Under: Contract No. 4W-2323-YTSX DISCLAIMER This Technology Guide, developed by USEPA, is meant to be a summary of information available for technologies demonstrated to be effective for treatment of radioactively contaminated media. Inclusion of technologies in this Guide should not be viewed as an endorsement of either the technology or the vendor by USEPA. Similarly, exclusion of any technology should not be viewed as not being endorsed by USEPA; it merely means that the information related to that technology was not so readily available during the development of this Guide. Also, the technology-specific performance and cost data presented in this document are somewhat subjective as they are from a limited number of demonstration projects and based on professional judgment. In addition, all images used in this document are from public domain or have been used with permission. i ACKNOWEDGEMENTS This Guide was developed by the Radiation Protection Division (RPD) of EPA’s Office of Radiation and Indoor Air (ORIA). Mr. Edward Feltcorn of ORIA’s Center for Radiation Site Cleanup, -
Chapter 11 METAL CASTING PROCESSES
YPALACI GIM2042 Manufacturing Processes, Gr. 2, T.301 Lecturer; Assoc. Prof.Dr.Yüksel PALACI Office ; T403 E-mail ; [email protected] • Book; John Wiley & Sons, Inc. M. P. Groover, “Fundamentals of Modern Manufacturing” • Chapters:1,10,11,16,18-22,24,30-34 • http://www.bologna.yildiz.edu.tr/index.php?r=course/v iew&id=1171&aid=35 Dept. of Naval Architecture and Marine Engineering YPALACI Chapter 11 METAL CASTING PROCESSES • Sand Casting • Other Expendable Mold Casting Processes • Permanent Mold Casting Processes • Foundry Practice • Casting Quality • Metals for Casting • Product Design Considerations Dept. of Naval Architecture and Marine Engineering 1 YPALACI Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to make mold rather than casting itself 2. Permanent mold processes - mold is made of metal and can be used to make many castings Advantage: higher production rates Disadvantage: geometries limited by need to open mold Dept. of Naval Architecture and Marine Engineering YPALACI Overview of Sand Casting • Most widely used casting process, accounting for a significant majority of total tonnage cast • Nearly all alloys can be sand casted, including metals with high melting temperatures, such as steel, nickel, and titanium • Parts ranging in size from small to very large • Production quantities from one to millions Dept. of Naval Architecture and Marine Engineering 2 Figure 11.1 - A large sand casting weighing over 680 kg (1500 lb) \ for an air compressor frame (courtesy Elkhart Foundry, photo by Paragon Inc , Elkhart, Indiana) YPALACI Steps in Sand Casting 1. -

Oriem Catalogue
December 2020 Edition Everything. Everywhere. Everytime. Mesh Bar Concrete Bar & Mesh Fitments Fitments We offer premium service and With three locations across Fitments have proven to be a range of concrete options to Sydney metro we’re sure to have a rushed item in the steel the industrial, commercial and your orders covered when it reinforcing industry, for this residential market. From owner comes to Mesh and Bar. All sizes reason most sizes of Lbars, Products builders, to large managed stocked in all locations, there’s Zbars, and ligatures are a Construction projects, you can think of us as no order we couldn’t handle. No standard off the shelf item. an extension of your business. job too big, no job too small. Reinforcing Reinforcing Everything you need. Construction Reinforcing Expansion & Accessories Products Accessories Jointing Mesh Page 4 Did you know Oriem carry a full Scheduled and included on all Being a reseller of the leading range of construction products take-offs, accessories as per brands, there’s nothing in Jointing Bar Page 8 manufactured by market job specifications are taken into this area we couldn’t help Expansion & Fitments Page 12 leaders. From messy clean- consideration, quantified and you with. Often expansion ups to stunning architectural quoted. Relieving this pressure and jointing options can be Construction Products Page 20 floors we got it covered. Repair from our customers gives them the make or break of project Reinforcing Accessories Page 130 mortars, self-levellers, polish to time to concentrate on more deadlines, speak to us with mixes, silicon’s and epoxy’s, our important things on the project how we could help you avoid Decorative Expansion & Jointing Page 148 Oriem Product Catalogue has and allowing us to do what potential road blocks and Decorative Page 178 our full list of products available we do best, being a one stop point you in the right direction Foundation Works & Slab Types Page 196 to you. -

Metal Casting Processes
ME 222 Manufacturing Technology - I (3-0-0-6) Introduction to manufacturing processes Casting processes: Moulding materials and their requirements; Patterns: Types and various pattern materials. Various casting methods, viz., sand casting investment casting, pressure die casting, centrifugal casting, continuous casting, thin roll casting; Mould design; Casting defects and their remedies. (14 classes) Metal forming processes: Various metal forming techniques and their analysis, viz., forging, rolling, extrusion, wire drawing, sheet metal working, spinning, swaging, thread rolling; Super plastic deformation; Metal forming defects. (14 classes) Metal joining processes: brazing, soldering, welding; Solid state welding methods; resistance welding; arc welding; submerged arc welding; inert gas welding; Welding defects, inspection. (9 classes) Powder metallurgy & its applications (3 classes) R.Ganesh Narayanan, IITG Texts: 1. A Ghosh and A K Mallik, Manufacturing Science, Wiley Eastern, 1986. 2. P Rao, Manufacturing Technology: Foundry, Forming And Welding, Tata McGraw Hill, 2008. 3. M.P. Groover, Introduction to manufacturing processes, John Wiley & Sons, 2012 4. Prashant P Date, Introduction to manufacturing technologies Principles and technologies, Jaico publications, 2010 (new book) References: 1. J S Campbell, Principles Of Manufacturing Materials And Processes, Tata McGraw Hill, 1995. 2. P C Pandey and C K Singh, Production Engineering Sciences, Standard Publishers Ltd., 2003. 3. S Kalpakjian and S R Schmid, Manufacturing Processes for Engineering Materials, Pearson education, 2009. 4. E. Paul Degarmo, J T Black, Ronald A Kohser, Materials and processes in manufacturing, John wiley and sons, 8th edition, 1999 Tentative grading pattern: QUIZ 1: 10; QUIZ 2: 15; MID SEM:R.Ganesh 30; Narayanan, END IITG SEM: 45; ASSIGNMENT: 10 Metal casting processes • Casting is one of the oldest manufacturing process. -
1 Intro and Contents
Steel Buildings Publication No. 35/03 Steel Buildings Publication No. 35/03 Apart from any fair dealing for the purposes of research The British Constructional Steelwork Association or private study or criticism or review, as permitted Limited (BCSA) is the national organisation for the steel under the Copyright Design and Patents Act 1988, this construction industry: its Member companies publication may not be reproduced, stored or undertake the design, fabrication and erection of transmitted in any form by any means without the prior steelwork for all forms of construction in building and permission of the publishers or in the case of civil engineering. Associate Members are those reprographic reproduction only in accordance with the principal companies involved in the purchase, design terms of the licences issued by the UK Copyright or supply of components, materials, services related to Licensing Agency, or in accordance with the terms of the industry. Corporate Members are clients, licences issued by the appropriate Reproduction professional offices, educational establishments which Rights Organisation outside the UK. support the development of national specifications, quality, fabrication and erection techniques, overall Enquiries concerning reproduction outside the terms industry efficiency and good practice. stated here should be sent to the publishers, The British Constructional Steelwork Association Ltd at the The principal objectives of the Association are to address given below. promote the use of structural steelwork; to assist specifiers and clients; to ensure that the capabilities and Although care has been taken to ensure, to the best of activities of the industry are widely understood and to our knowledge, that all data and information contained provide members with professional services in herein are accurate to the extent that they relate to technical, commercial, contractual and quality either matters of fact or accepted practice or matters assurance matters. -

Accepted Manuscript Not Copyedited
Journal of Computing and Information Science in Engineering. Received July 24, 2013; Accepted manuscript posted May 2, 2014. doi:10.1115/1.4027582 Copyright (c) 2014 by ASME Ontological Conceptualization Based on the Simple Knowledge Organization System (SKOS) Farhad Ameri Department of Engineering Technology Texas State University Tel: 512-245-1984 Email: [email protected] Boonserm Kulvatunyou Systems Integration Division National Institute of Standards and Technology Tel: 301-975-2720 Email: [email protected] Nenad Ivezic Systems Integration Division National Institute of Standards and Technology Tel: 301-975-3536 Email: [email protected] Copyedited Khosrow Kaikhah Department of Computer Science Not Texas State University Tel: 512-245-3666 Email: [email protected] Abstract: Ontological conceptualization refers to the process of creating an abstract view of the domain of interest through a set of interconnected concepts. In this paper, a thesaurus-based methodology is proposed for systematic ontological conceptualization in the manufacturing domain. The methodology has three main phases, namely,Manuscript thesaurus development, thesaurus evaluation, and thesaurus conversion and it uses Simple Knowledge Organization System (SKOS) as the thesaurus representation formalism. The concept-based nature of a SKOS thesaurus makes it suitable for identifying important concepts in the domain. To that end, novel thesaurus evaluation and thesaurus conversion metrics that exploit this characteristic are presented. The ontology conceptualization methodology is demonstrated through the development of a manufacturing thesaurus, referred to as ManuTerms. The conceptsAccepted in ManuTerms can be converted into ontological classes. The whole conceptualization process is the stepping stone to developing more axiomatic ontologies. Although the proposed methodology is developed in the context of manufacturing ontology development, the underlying methods, tools, and metrics can be applied to development of any domain ontology. -
2021 Summer Gunsmithing Program
2021 Summer Gunsmithing Program Trinidad State Junior College 600 Prospect St. Trinidad, Colorado 81082 1-800-621-8752 ext. 5724 or 719-846-5724 Fax 719-846-5062 (faxes come directly to Donna’s email account) [email protected] TABLE OF CONTENTS Section Page Number Welcome 3 General Information 4-7 Gunsmithing Technician Certificate 8 Prior Learning Assessment 9-11 Tuition & Fees 12 Scholarship Opportunities 13 Using the GI Bill for Courses 14 Canadian Student Visa 14 Shipping of Firearms 14-15 2021 Class Schedule 16 Instructor email addresses 17 Weekend Machine Labs 18 Week 1 – May 31-June 4 18-21 Week 2 – June 7-11 22-29 Week 3 – June 14-18 30-37 Week 4 – June 21-25 37-44 Week 5 – June 28-July 2 45-56 July 5-9 No Classes Week 6 – July 12016 57-63 Week 7 – July 19-23 63-70 Week 8 – July 26-30 70-75 Registration Form & Instructions 76-77 Map of Campus & Driving Directions 78 Appendix A – Student Payment Agreement 79-84 2 WELCOME It is our pleasure to welcome you to the Trinidad State Junior College Summer NRA Program. Whether you are new to TSJC or a seasoned veteran of our Summer Program, we are sure you will find courses to meet your needs. Please take a few minutes to read the general information section as you will most likely find the answers to your questions within this section. If you are taking summer classes as professional development for your job, classes are available for CEU’s (Continuing Education Units). -

Investment Casting Using Ice Patterns -- Solid Mold and Shell Mold Methods
Scholars' Mine Masters Theses Student Theses and Dissertations Summer 2005 Investment casting using ice patterns -- Solid mold and shell mold methods Harish Jose Follow this and additional works at: https://scholarsmine.mst.edu/masters_theses Part of the Manufacturing Commons Department: Recommended Citation Jose, Harish, "Investment casting using ice patterns -- Solid mold and shell mold methods" (2005). Masters Theses. 3731. https://scholarsmine.mst.edu/masters_theses/3731 This thesis is brought to you by Scholars' Mine, a service of the Missouri S&T Library and Learning Resources. This work is protected by U. S. Copyright Law. Unauthorized use including reproduction for redistribution requires the permission of the copyright holder. For more information, please contact [email protected]. INVESTMENT CASTING USING ICE PATTERNS -SOLID MOLD AND SHELL MOLD METHODS by HARISH JOSE A THESIS Presented to the Faculty of the Graduate School of the UNIVERSITY OF MISSOURI-ROLLA In Partial Fulfillment of the Requirements for the Degree MASTER OF SCIENCE IN MANUFACTURING ENGINEERING 2005 Approved by Ill PUBLICATION THESIS OPTION This thesis has been prepared in the form of two papers for publication. Pages 6- 29 have been prepared for a possible publication in the Technical Conference and Exposition of Investment Casting Institute and pages 30-46 have been prepared for possible submission in AFS Transactions. IV ABSTRACT This thesis focuses on the development and implementation of the investment casting process using ice patterns. The traditional method of the investment casting process involves using wax patterns. Wax patterns tend to expand during the dewaxing process, and this causes stress on the shell wall which can eventually lead to the breaking of the wall. -

Manufacturing Processes Chapter 3 Structural & Manufacturing
M2794.001800 M A T E R I A L A N D M A N U F A C T U R I N G P R O C E S S E S Chapter 5. Metal-Casting Processes and Equipment; Heat Treatment Prof. Ahn Sung-Hoon ( ) School of Mechanical and Aerospace Engineering Seoul National University 2 Historical casting parts Korean bronze dagger( ( )) Bronze bell( ) & molds( ) © Prof. Ahn, Sung-Hoon 3 Casting . Casting is a manufacturing process by which a molten material such as metal or plastic is introduced into a mold made of sand or metal, allowed to solidify within the mold, and then ejected or broken out to make a fabricated part. Advantages . Making parts of complex shape in a single piece. Producing large number of identical castings within specified tolerances. Good bearing qualities and jointless product. Disadvantages . Limitations of mechanical properties because of the polycrystalline grain structure. Poor dimensional accuracy due to shrinkage of metal during solidification. If the number of parts cast is relatively small, the cost per casting increases rapidly. Fundamental aspects in casting operations . Solidification of the metal from its molten state. Flow of the molten metal into the mold cavity. Heat transfer during solidification and cooling of the metal in the mold. Mold material and its influence on the casting process. © Prof. Ahn, Sung-Hoon 4 Solidification of Metals © Prof. Ahn, Sung-Hoon 5 Solid solution . Solute( ) . Solvent( ) . When the particular crystal structure of the solvent is maintained during alloying, the alloy is called solid solution. Substitutional solid solution( ) . Interstitial solid solution( ) .