Lecture 2. Basics of Metal-Casting 2.1
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Mold Making for Glass Art
Mold Making for Glass Art a tutorial by Dan Jenkins When Dan Jenkins retired he did not originally intend to make tools and molds for glass artists. However, his wife and friends who work in fused glass were constantly calling on the skills he developed during 30 years as a marine engineer in the Canada Navy to produce items that were needed but unavailable. He began his career on steam driven ships for which it was impossible to get parts. The engineers had to fabricate their own parts out of whatever was available to them. Dan has drawn on his knowledge of woodworking, metalworking, design, engineering and making something out of nothing. He discovered that he enjoys the challenge of designing new tools that are practical economical, and easy to use. Dan has always enjoyed teaching and spent much of his time in the navy as an instructor both at sea and onshore. Dan currently lives in Victoria B.C. with his wife, two cats, and 3 dogs. Mold Making For Glass Art by Dan Jenkins Choosing a Prototype The first projects you wish to tackle should be fairly simple because failure the first few times is Making molds for your own use or for not only possible it is probably inevitable. The reproduction is fairly easy to do and very first objects I tried to cast were self-produced satisfying. Making your own molds frees you wood blocks in the form of squares and from relying on molds made by others and triangles, simple shapes which should have allows you to tailor your mold for your own taste. -

OVERVIEW of FOUNDRY PROCESSES Contents 1
Cleaner Production Manual for the Queensland Foundry Industry November 1999 PART 5: OVERVIEW OF FOUNDRY PROCESSES Contents 1. Overview of Casting Processes...................................................................... 3 2. Casting Processes.......................................................................................... 6 2.1 Sand Casting ............................................................................................ 6 2.1.1 Pattern Making ................................................................................... 7 2.1.2 Mould Making ..................................................................................... 7 2.1.3 Melting and Pouring ........................................................................... 8 2.1.4 Cooling and Shakeout ........................................................................ 9 2.1.5 Sand Reclamation .............................................................................. 9 2.1.6 Fettling, Cleaning and Finishing....................................................... 10 2.1.7 Advantages of Sand Casting............................................................ 10 2.1.8 Limitations ........................................................................................ 10 2.1.9 By-products Generated .................................................................... 10 2.2 Shell Moulding ........................................................................................ 13 2.2.1 Advantages...................................................................................... -

Radel® PPSU, Udel® PSU, Veradel® PESU & Acudel® Modified PPSU
Radel ® | Udel ® | Veradel ® | Acudel ® Radel® PPSU, Udel® PSU, Veradel® PESU & Acudel® modified PPSU Processing Guide SPECIALT Y POLYMERS 2 \ Sulfone Polymers Processing Guide Table of Contents Introduction ............................. 5 Part Ejection . 14 Draft . 14 Ejector pins and/or stripper plates . 14 Sulfone Polymers........................ 5 Udel® Polysulfone (PPSU) . 5 Injection Molding Equipment ............. 15 ® Veradel Polyethersulfone (PESU) . 5 Controls . 15 ® Radel Polyphenylsulfone (PPSU) . 5 Clamp . 15 ® Acudel modified PPSU . 5 Barrel Capacity . 15 Press Maintenance . 15 Resin Drying . .6 Screw Design . 15 Rheology................................ 8 Screw Tips and Check Valves . 15 Viscosity-Shear Rate ..................... 8 Nozzles . 16 Molding Process . 16 Resin Flow Characteristics . 9 Melt flow index . 9 Polymer Injection or Mold Filling . 16 Spiral flow . 9 Packing and Holding . 17 Injection Molding . .10 Cooling . 17 Molds and Mold Design .................. 10 Machine Settings ....................... 17 Tool Steels . 10 Barrel Temperatures . 17 Mold Dimensions . 10 Mold Temperature . 18 Mold Polishing . 10 Residence Time in the Barrel . 18 Mold Plating and Surface Treatments . 10 Injection Rate . 18 Tool Wear . 10 Back Pressure . 18 Mold Temperature Control . 10 Screw Speed . 18 Mold Types . 11 Shrinkage . 18 Two-plate molds . 11 Three-plate molds . 11 Regrind ............................... 19 Hot runner molds . 11 Cavity Layout . 12 Measuring Residual Stress ............... 19 Runner Systems . 12 Extrusion............................... 22 Gating . 12 Sprue gating . 12 Edge gates . 13 Predrying ............................. 22 Diaphragm gates . 13 Tunnel or submarine gates . 13 Extrusion Temperatures ................. 22 Pin gates . 13 Screw Design Recommendations . 22 Gate location . 13 Venting . 14 Sulfone Polymers Processing Guide / 3 Die Design ............................. 22 Extruded Product Types . 23 Wire . 23 Film . 23 Sheet . 23 Piping and tubing . 23 Start-Up, Shut-Down, and Purging ....... -
RESEARCH PROJECT No. 40
Ductile Iron Society RESEARCH PROJECT No. 40 Survey of Greensand Properties of Member Foundries Mary Beth Krysiak Sand Technology Co. LLC, New Hudson MI Dr. Hathibelagal Roshan K & S Data Services LLC, Fox Point WI DUCTILE IRON SOCIETY Issued by the Ductile Iron Society for the use of its Member Companies – Not for General Distribution DUCTILE IRON SOCIETY 15400 Pearl Road, Suite 234 Strongsville, Ohio 44136 (440) 665-3686 SEPTEMBER 2007 Research Report Project #40 2007 Survey of Greensand Properties of Member Foundries A Cooperative Project of Ductile Iron Society And Member Foundries Reported by Mary Beth Krysiak Dr. Hathibelagal Roshan Ductile Iron Society Issued by the Ductile Iron Society Located at 15400 Pearl Road, Suite 234; Strongsville, Ohio 44136 Contents 1, Executive Summary - pdf 2. Survey report Part A - pdf 3. Survey report Part B pdf 4. Correlations - pdf 5. Sand data sheet for collecting info - pdf 6. Sand grain photos - pdf 7. Test data - XL 8. Sand tests and guide to controls – chart - pdf 9. Sand tests and guide to controls – chart - Word Sand Survey Report Executive Summary 1. The sand tests were done in one laboratory known to have many years of expertise in sand testing. During transport, regardless of how well samples are sealed, the samples age and while moisture content remains fairly stable, compactability drops as the moisture is absorbed further into the clay. In addition, the sands cool from the temperature at which they were in use at foundry. While the cooling effect could not be negated on a practical level, the sands were retempered or conditioned, prior to testing, to the reported target compactability at the foundry. -

Implementation of Metal Casting Best Practices
Implementation of Metal Casting Best Practices January 2007 Prepared for ITP Metal Casting Authors: Robert Eppich, Eppich Technologies Robert D. Naranjo, BCS, Incorporated Acknowledgement This project was a collaborative effort by Robert Eppich (Eppich Technologies) and Robert Naranjo (BCS, Incorporated). Mr. Eppich coordinated this project and was the technical lead for this effort. He guided the data collection and analysis. Mr. Naranjo assisted in the data collection and analysis of the results and led the development of the final report. The final report was prepared by Robert Naranjo, Lee Schultz, Rajita Majumdar, Bill Choate, Ellen Glover, and Krista Jones of BCS, Incorporated. The cover was designed by Borys Mararytsya of BCS, Incorporated. We also gratefully acknowledge the support of the U.S. Department of Energy, the Advanced Technology Institute, and the Cast Metals Coalition in conducting this project. Disclaimer This report was prepared as an account of work sponsored by an Agency of the United States Government. Neither the United States Government nor any Agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any Agency thereof. The views and opinions expressed by the authors herein do not necessarily state or reflect those of the United States Government or any Agency thereof. -

Cast Irons from Les Forges Du Saint- Maurice, Quebec a Metallurgical Study
Cast Irons from Les Forges du Saint- Maurice, Quebec A Metallurgical Study Henry Unglik Environment Canada Environnement Canada Parks Service Service des pares Cast Irons from Les Forges du Saint- Maurice, Quebec A Metallurgical Study Henry Unglik Studies in Archaeology Architecture and History National Historic Parks and Sites Parks Service Environment Canada ©Minister of Supply and Services Canada 1990. Available in Canada through authorized bookstore agents and other bookstores, or by mail from the Canadian Government Publishing Centre, Supply and Services Canada, Hull, Que bec, Canada Kl A 0S9. Published under the authority of the Minister of the Environment, Ottawa, 1990 Editing and design: Jean Brathwaite Production: Lucie Forget and Rod Won Parks publishes the results of its research in archaeology, architecture, and history. A list of publications is available from Research Publications, Parks Service, Environment Can ada, 1600 Liverpool Court, Ottawa, Ontario K1A 0H3. Canadian Cataloguing in Publication Data Unglik, Henry Cast irons from les Forges du Saint-Maurice, Quebec: a met allurgical study (Studies in archaeology, architecture and history, ISSN 0821-1027) Issued also in French under title: Fontes provenant des Forges du Saint-Maurice. Includes bibliographical references. ISBN 0-660-13598-1 DSS cat. no. R61-2/9-48E 1. Forges du Saint-Maurice (Quebec) — Antiquities. 2. Iron works — Quebec (Province) — Saint Maurice River Valley — History. 3. Cast-iron — Analysis. I. Canadian Parks Service. National Historic Parks and -

Metal Casting Process
Sand Casting Sand Mold Making Procedure The first step in making mold is to place the pattern on the molding board. The drag is placed on the board Dry facing sand is sprinkled over the board and pattern to provide a non sticky layer. Molding sand is then riddled in to cover the pattern with the fingers; then the drag is completely filled. The sand is then firmly packed in the drag by means of hand rammers. The ramming must be proper i.e. it must neither be too hard or soft. After the ramming is over, the excess sand is leveled off with a straight bar known as a strike rod. With the help of vent rod, vent holes are made in the drag to the full depth of the flask as well as to the pattern to facilitate the removal of gases during pouring and solidification. The finished drag flask is now rolled over to the bottom board exposing the pattern. Cope half of the pattern is then placed over the drag pattern with the help of locating pins. The cope flask on the drag is located aligning again with the help of pins The dry parting sand is sprinkled all over the drag and on the pattern. A sprue pin for making the sprue passage is located at a small distance from the pattern. Also, riser pin, is placed at an appropriate place. The operation of filling, ramming and venting of the cope proceed in the same manner as performed in the drag. The sprue and riser pins are removed first and a pouring basin is scooped out at the top to pour the liquid metal. -

Fabrication of Ceramic Moulds Using Recycled Shell Powder and Sand with Geopolymer Technology in Investment Casting
applied sciences Article Fabrication of Ceramic Moulds Using Recycled Shell Powder and Sand with Geopolymer Technology in Investment Casting Wei-Hao Lee, Yi-Fong Wu, Yung-Chin Ding and Ta-Wui Cheng * Institute of Mineral Resources Engineering, National Taipei University of Technology, Taipei 10608, Taiwan; [email protected] (W.-H.L.); [email protected] (Y.-F.W.); [email protected] (Y.-C.D.) * Correspondence: [email protected] Received: 1 June 2020; Accepted: 29 June 2020; Published: 1 July 2020 Abstract: Lost-wax casting, also called precision casting, is the process of casting a duplicate metal sculpture cast an original sculpture. The ceramic shell mould used in lost-wax casting usually consists of several layers formed with fine zircon and granular mullite particles using silica gel as a binder. However, it is a complicated and time-consuming process. Large amounts of waste moulds that need to be disposed and recycled become an environmental concern. In this study, waste shell sand from the recycled mould and calcium carbonate/metakaolin were used as raw materials to prepare geopolymer slurry and coating. The influence of mixing ratio and the SiO2/K2O modulus of the alkali solution on the setting time and green/fired strength were evaluated. Ceramic shells with one to four layers of geopolymer slurry and waste sand sprinkling were fabricated and tested for their permeability and green/fired strength. It was found that geopolymer shells had higher green/fired strength and better permeability than the original zircon/mullite shell. For foundry practice, metal casts were fabricated using recycled ceramic shell moulds with one to four layers of geopolymer coating. -

Additive Tooling Simplifies the Mold Build Process – 18 Conformally Cooled Sprue Bushings Reduce Cycle Time
ENGINEER / BUILD / MAINTAIN Additive Tooling Simplifies the Mold Build Process – 18 Conformally Cooled Sprue Bushings Reduce Cycle Time – 22 Best Practices for Improving Measurement Accuracy – 30 Revisiting Some Hot Runner Fundamentals – 36 FEBRUARY 2020 / VOL. 23 / NO. 2 A property of Gardner Business Media “Progressive’s Inserted Bar Locks provide perfect alignment for even our largest tools, which perform in harsh conditions.” Oswaldo Roman, Inland Die Casting Company align with the leader When producing tight tolerance parts for the automotive industry, Inland Die Casting Company knows that taking shortcuts today will lead to problems tomorrow. Progressive’s Inserted Bar Locks are designed to go the distance: • Largest, standard alignment lock in the industry • Designed for mold weights from 25,000 to 75,000 lbs • Utilizes exclusive Z-Series technology for longevity Don’t let inferior components bench your tools. Contact our Engineering team at 1-800-269-6653 to discuss how the Progressive advantage can generate profits for you. VISIT THE NEW PROCOMPS.COM FOR ENHANCED E-COMMERCE AND CAD GEOMETRY AVAILABILITY A CONTROL FOR EVERY GENERATION. For over 50 years, Hurco has been empowering machinists of every generation with cutting-edge control technology that’s easy to learn and easy to use. See which one of our 65+ models of CNC machines is right for you. Hurco.com/MyGeneration Double Column Boring Mills Horizontals 3-Axis Vertical 5-Axis Double Column Bridge Turning Centers Hurco Companies, Inc. | One Technology Way | Indianapolis, IN 46268 | 800.634.2416 | [email protected] | HURCO.com | Machines shown with options. Information may change without notice. -
Chapter 11: Metal Casting Processes and Equipment
Manufacturing Engineering Technology in SI Units, 6th Edition Chapter 11: Metal Casting Processes and Equipment Copyright © 2010 Pearson Education South Asia Pte Ltd Chapter Outline ¨ Introduction ¨ Expendable-mold, Permanent-pattern Casting Processes ¨ Expendable-mold, Expendable-pattern Casting Processes ¨ Permanent-mold Casting Processes ¨ Casting Techniques for Single-crystal Components ¨ Rapid Solidification ¨ Inspection of Castings ¨ Melting Practice and Furnaces ¨ Foundries and Foundry Automation Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ Various casting processes developed over time to meet specific design requirements Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ Molding categories: 1. Expendable molds 2. Permanent molds 3. Composite molds Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ General characteristics of sand casting and casting processes are summarized Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting ¨ Most prevalent form of casting ¨ Application for machine bases, large turbine impellers, propellers, plumbing fixtures Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting Sand ¨ Sand-casting operations use silica sand as the mold material ¨ Sand is inexpensive and suitable high melting point process ¨ 2 types of sand: naturally bonded (bank sand) and synthetic (lake sand) ¨ Fine grained sand enhances mold strength and lower mold permeability Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting Types of Sand Molds 3 basic types: 1. Green-sand mold Sand in the mold is moist or damp while the metal is being poured into it 2. Cold-box mold Organic and inorganic binders are blended into the sand to bond the grains chemically 3. -
The One-Shot Casting Process What Is One-Shot Casting?
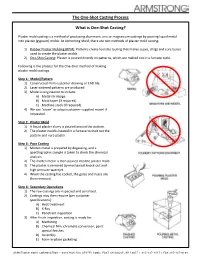
The One-Shot Casting Process What is One-Shot Casting? Plaster mold casting is a method of producing aluminum, zinc or magnesium castings by pouring liquid metal into plaster (gypsum) molds. At Armstrong Mold, there are two methods of plaster mold casting: 1) Rubber Plaster Molding (RPM): Patterns create foundry tooling that makes copes, drags and core boxes used to create the plaster molds. 2) One-Shot Casting: Plaster is poured directly on patterns, which are melted out in a furnace cycle. Following is the process for the One-Shot method of making plaster mold castings. Step 1: Model/Pattern 1) Constructed from customer drawing or CAD file. 2) Laser-sintered patterns are produced. 3) Model is engineered to include: A) Metal shrinkage. B) Mold taper (if required) C) Machine stock (if required). 4) We can "clone" or adapt customer-supplied model if requested. Step 2: Plaster Mold 1) A liquid plaster slurry is poured around the pattern. 2) The plaster mold is heated in a furnace to melt out the pattern and cure plaster. Step 3: Pour Casting 1) Molten metal is prepared by degassing, and a spectrographic sample is taken to check the chemical analysis. 2) The molten metal is then poured into the plaster mold. 3) The plaster is removed by mechanical knock-out and high pressure waterjet. 4) When the casting has cooled, the gates and risers are then removed. Step 4: Secondary Operations 1) The raw castings are inspected and serialized. 2) Castings may then require (per customer specifications): A) Heat treatment B) X-Ray C) Penetrant inspection 3) After finish inspection, casting is ready for: A) Machining B) Chemical film, chromate conversion, paint special finishes D) Assembly E) Form-in-place gasketing. -

DROSS in DUCTILE IRON by Hans Roedter, Sorelmetal Technical Services
98 DROSS IN DUCTILE IRON by Hans Roedter, Sorelmetal Technical Services WHAT IS “DROSS ”? magnesium with other elements. Dross also Dross is a reaction product which is formed from occurs in the form of long stringers instead of Mg treatment and during subsequent reoxidation concentrated “slag like” areas. When it occurs in of Mg rejected from the molten metal before it this string like form it acts like cracks or flake solidifies. It is therefore just another word for a graphite in the structure and so fatigue strength specific type of slag (reaction product). and impact strength of the material are lowered considerably. The reaction binds magnesium with sulphur, oxygen and silicon and forms continuously. This “dross” is light weight and so it will generally be found in the upper surfaces and under cores, but it can be entrained throughout the metal as well, especially with colder pouring tempera - tures. It is very difficult to completely avoid the reaction of magnesium with these other elements, since we need magnesium to form nodules. We are always confronted with the problem of dross in the production of Ductile Iron. WHAT IS PROMOTING “DROSS ” AND WHAT CAN BE DONE TO KEEP THE “DROSS ” OUT OF THE CASTING ? Since “dross” is always connected with magnesium, it is necessary to keep the magnesium level as low as possible. Good inoculation practice with some late inoculation in conjunction with sufficient magnesium will When looking at “dross” in the microscope you produce nice round small nodules. See will almost always find flake graphite in Suggestion Sheet 76.