Extrusion Blow Molding ___Fiberg
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Extrusion.Pdf
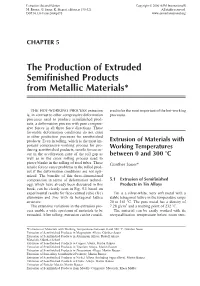
Extrusion: Second Edition Copyright © 2006 ASM International® M. Bauser, G. Sauer, K. Siegert, editors, p 195-321 All rights reserved. DOI:10.1361/exse2006p195 www.asminternational.org CHAPTER 5 The Production of Extruded Semifinished Products from Metallic Materials* THE HOT-WORKING PROCESS extrusion ered to be the most important of the hot-working is, in contrast to other compressive deformation processes. processes used to produce semifinished prod- ucts, a deformation process with pure compres- sive forces in all three force directions. These favorable deformation conditions do not exist in other production processes for semifinished products. Even in rolling, which is the most im- Extrusion of Materials with portant compressive working process for pro- ducing semifinished products, tensile forces oc- Working Temperatures cur in the acceleration zone of the roll gap as between 0 and 300 ЊC well as in the cross rolling process used to pierce blanks in the rolling of steel tubes. These Gu¨nther Sauer* tensile forces cause problems in the rolled prod- uct if the deformation conditions are not opti- mized. The benefits of this three-dimensional compression in terms of deformation technol- 5.1 Extrusion of Semifinished ogy, which have already been discussed in this Products in Tin Alloys book, can be clearly seen in Fig. 5.1 based on experimental results for face-centred cubic (fcc) Tin is a silver-white, very soft metal with a aluminum and zinc with its hexagonal lattice stable tetragonal lattice in the temperature range structure. 20 to 161 ЊC. The pure metal has a density of The extensive variations in the extrusion pro- 7.28 g/cm3 and a melting point of 232 ЊC. -

Precision Investment Casting Solutions
PRECISION INVESTMENT CASTING SOLUTIONS One stop MEDICAL/DENTAL APPLICATIONS for your Precision SPOKANE INDUSTRIES has been supplying quality precision investment castings to the medical and dental industry for over 10 Investment years. We utilize a state-of-the-art investment casting process to casting needs produce high quality, precision parts tailored for the application. Typical • Castings from 3g to 45Kg alloys poured at Spokane Industries include all stainless and carbon steel grades, in addition to low alloy materials. • Full In-House • Engineering Our experienced engineering team will • Metallurgy work with you on new designs, to assess • Design/Development existing parts or production problems, • Non-Destructive Test or identify casting conversions from • Physical Test weldments, fabrications and assemblies. • Finishing We can help optimize the design to take full advantage of the • Industry Leading Quality benefits of investment casting • On-Time Delivery and recommend solutions that reduce production complexity and cost, and increase reliability and quality. Please contact us for more information and quotes: (800) 541-3601 X110 • www.SpokaneIndustries.com • [email protected] Copyright© 2011 • Spokane Industries, Inc. Spokane Precision Castings Services • Capabilities Production Capabilities From a few grams up to 45kg Thousands of units per week Commonly Poured Alloys Carbon Steels Cobalt Based Materials Industries Low Alloy Steels Supported Lead-free Copper Based Alloys Nickel Based Alloys Include: Tool Steels -

Application of Investment Casting: a Review Paper
Pramana Research Journal ISSN NO: 2249-2976 Application of Investment Casting: A Review paper 1Rahul Ojha, 2Gourav, 3Rohit Goyal 1,2 B.E, student, Mech. Engg. Department, Chandigarh University, Mohali, India 3Assistant Professor, Department of Mechanical Engineering Department [email protected] [email protected] [email protected] Abstract Investment casting process is a type casting process of producing clear net shape, high- dimensional accuracy and intricate design. Consistent research effort has been made by various researchers from all over the world with an objective to explore the world of investment casting. This article highlights the advancements made and proposed at each step of investment casting and its applications in practical world . Investment casting is being used from years to manufacture parts such as weapons, jewellery item, idols and statues of god and goddess; this article reviews the present and future applications of the investment casting. The aim of this review article is to present state of art review of applications of investment casting since 3200 BC. This article is organized as follows: in section ‘Introduction’, introduction to investment casting and process is given ; in section ‘Application in Aerospace Industries’, background is given on the application of investment casting in aerospace and related industries; section ‘Biomedical applications of investment casting’ presents the medicine or biomedical applications of investment casting; section ‘Conclusion’ closes the article by offering conclusions. Keywords: investment casting, biomedical application and aerospace industry application. Introduction Investment casting is a manufacturing process that can be traced back over 5,000 years to ancient Egypt and China. It is utilized to cast a wide variety of items, including high- quality, high-performance industrial parts. -

OVERVIEW of FOUNDRY PROCESSES Contents 1
Cleaner Production Manual for the Queensland Foundry Industry November 1999 PART 5: OVERVIEW OF FOUNDRY PROCESSES Contents 1. Overview of Casting Processes...................................................................... 3 2. Casting Processes.......................................................................................... 6 2.1 Sand Casting ............................................................................................ 6 2.1.1 Pattern Making ................................................................................... 7 2.1.2 Mould Making ..................................................................................... 7 2.1.3 Melting and Pouring ........................................................................... 8 2.1.4 Cooling and Shakeout ........................................................................ 9 2.1.5 Sand Reclamation .............................................................................. 9 2.1.6 Fettling, Cleaning and Finishing....................................................... 10 2.1.7 Advantages of Sand Casting............................................................ 10 2.1.8 Limitations ........................................................................................ 10 2.1.9 By-products Generated .................................................................... 10 2.2 Shell Moulding ........................................................................................ 13 2.2.1 Advantages...................................................................................... -

Implementation of Metal Casting Best Practices
Implementation of Metal Casting Best Practices January 2007 Prepared for ITP Metal Casting Authors: Robert Eppich, Eppich Technologies Robert D. Naranjo, BCS, Incorporated Acknowledgement This project was a collaborative effort by Robert Eppich (Eppich Technologies) and Robert Naranjo (BCS, Incorporated). Mr. Eppich coordinated this project and was the technical lead for this effort. He guided the data collection and analysis. Mr. Naranjo assisted in the data collection and analysis of the results and led the development of the final report. The final report was prepared by Robert Naranjo, Lee Schultz, Rajita Majumdar, Bill Choate, Ellen Glover, and Krista Jones of BCS, Incorporated. The cover was designed by Borys Mararytsya of BCS, Incorporated. We also gratefully acknowledge the support of the U.S. Department of Energy, the Advanced Technology Institute, and the Cast Metals Coalition in conducting this project. Disclaimer This report was prepared as an account of work sponsored by an Agency of the United States Government. Neither the United States Government nor any Agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any Agency thereof. The views and opinions expressed by the authors herein do not necessarily state or reflect those of the United States Government or any Agency thereof. -

Mahimkar, C., Richards, V., Lekakh, S., Metal-Ceramic Shell Interactions During Investment Casting, Transactions Of
Paper 11-077.pdf, Page 1 of 11 AFS Proceedings 2011 © American Foundry Society, Schaumburg, IL USA Metal-Ceramic Shell Interactions during Investment Casting C. Mahimkar, V. L. Richards, and S. N. Lekakh Missouri University of Science and Technology, Rolla, Missouri Copyright 2011 American Foundry Society When steel is poured into preheated ceramic shells, the ABSTRACT prime coat of the shells comes in contact with the melt and its oxides. Thus, there is the possibility of melting Interactions of liquid steel with preheated ceramic shell and/or chemical reactions at the mold-metal interface. molds can adversely affect the surface quality of Metal-mold interactions have been studied for decades in investment castings and increase casting cleaning and the casting industry but most of the work was dedicated to finishing expenses. This phenomenon was studied using a study the specific burn-in/burn-on surface defect special cube-shaped specimen with a deep pocket. The formation when using green sand and no-bake sand temperature field in the specimen and shell during the molds. Gilliland found the mold material at or near mold- casting process was simulated with MAGMAsoft. A metal surface often becomes a burnt sand layer, which has foam pattern was used to form investment casting shells experienced temperatures equal to or very close to solidus prepared in the Missouri S&T Laboratory with three point of metal being cast1. He conducted experiments by different prime coats: silica, zircon and alumina. For pouring gray iron, ductile iron and steel into sand molds comparison, shells prepared around the same specimen and observed interface reactions in hot and cold regions. -

SAVED by the BELL ! the RESURRECTION of the WHITECHAPEL BELL FOUNDRY a Proposal by Factum Foundation & the United Kingdom Historic Building Preservation Trust
SAVED BY THE BELL ! THE RESURRECTION OF THE WHITECHAPEL BELL FOUNDRY a proposal by Factum Foundation & The United Kingdom Historic Building Preservation Trust Prepared by Skene Catling de la Peña June 2018 Robeson House, 10a Newton Road, London W2 5LS Plaques on the wall above the old blacksmith’s shop, honouring the lives of foundry workers over the centuries. Their bells still ring out through London. A final board now reads, “Whitechapel Bell Foundry, 1570-2017”. Memorial plaques in the Bell Foundry workshop honouring former workers. Cover: Whitechapel Bell Foundry Courtyard, 2016. Photograph by John Claridge. Back Cover: Chains in the Whitechapel Bell Foundry, 2016. Photograph by John Claridge. CONTENTS Overview – Executive Summary 5 Introduction 7 1 A Brief History of the Bell Foundry in Whitechapel 9 2 The Whitechapel Bell Foundry – Summary of the Situation 11 3 The Partners: UKHBPT and Factum Foundation 12 3 . 1 The United Kingdom Historic Building Preservation Trust (UKHBPT) 12 3 . 2 Factum Foundation 13 4 A 21st Century Bell Foundry 15 4 .1 Scanning and Input Methods 19 4 . 2 Output Methods 19 4 . 3 Statements by Participating Foundrymen 21 4 . 3 . 1 Nigel Taylor of WBF – The Future of the Whitechapel Bell Foundry 21 4 . 3 . 2 . Andrew Lacey – Centre for the Study of Historical Casting Techniques 23 4 . 4 Digital Restoration 25 4 . 5 Archive for Campanology 25 4 . 6 Projects for the Whitechapel Bell Foundry 27 5 Architectural Approach 28 5 .1 Architectural Approach to the Resurrection of the Bell Foundry in Whitechapel – Introduction 28 5 . 2 Architects – Practice Profiles: 29 Skene Catling de la Peña 29 Purcell Architects 30 5 . -

Fabrication of Ceramic Moulds Using Recycled Shell Powder and Sand with Geopolymer Technology in Investment Casting
applied sciences Article Fabrication of Ceramic Moulds Using Recycled Shell Powder and Sand with Geopolymer Technology in Investment Casting Wei-Hao Lee, Yi-Fong Wu, Yung-Chin Ding and Ta-Wui Cheng * Institute of Mineral Resources Engineering, National Taipei University of Technology, Taipei 10608, Taiwan; [email protected] (W.-H.L.); [email protected] (Y.-F.W.); [email protected] (Y.-C.D.) * Correspondence: [email protected] Received: 1 June 2020; Accepted: 29 June 2020; Published: 1 July 2020 Abstract: Lost-wax casting, also called precision casting, is the process of casting a duplicate metal sculpture cast an original sculpture. The ceramic shell mould used in lost-wax casting usually consists of several layers formed with fine zircon and granular mullite particles using silica gel as a binder. However, it is a complicated and time-consuming process. Large amounts of waste moulds that need to be disposed and recycled become an environmental concern. In this study, waste shell sand from the recycled mould and calcium carbonate/metakaolin were used as raw materials to prepare geopolymer slurry and coating. The influence of mixing ratio and the SiO2/K2O modulus of the alkali solution on the setting time and green/fired strength were evaluated. Ceramic shells with one to four layers of geopolymer slurry and waste sand sprinkling were fabricated and tested for their permeability and green/fired strength. It was found that geopolymer shells had higher green/fired strength and better permeability than the original zircon/mullite shell. For foundry practice, metal casts were fabricated using recycled ceramic shell moulds with one to four layers of geopolymer coating. -

HYDRON-UNIPRESS, Ltd
HYDRON-UNIPRESS, Ltd. Manufacturer of the equipment for the tin/lead industry ul. Wólczańska 257, 93-035 Łódź, Poland fax:+4842-684 75 06, tel.: +4842-640 25 46 [email protected] www.hydrononline.com REMARK : Hydron-Unipress, Ltd., of Lódz , Poland, is a corporation organized and existing under the laws of Poland. All information presented in this paper should be considered as an offer for further discussion and negotiation between all concerned parties on the principle of equality and mutual benefit. The technical data given in this offer may undergo modification as a result of technical improvements. Hydron-Unipress, Ltd. (fax +4842-847-506, tel. +4842-402-546(7))_________________________________Production Program OFFER'S SCOPE If your desire is to start your own manufacturing program in the field of solder making business the HYDRON-UNIPRESS Ltd. is happy to offer you : COMPLETE TECHNOLOGICAL LINE for manufacturing of FLUX CORED and SOLID SOLDER BARS, ANODES and WIRES starting from the process of solder alloy preparation and with an annual output of 200ton, 400ton or more HiTech, specialized, INDIVIDUAL EQUIPMENT for manufacturing of FLUX CORED and SOLID FINE and ULTRAFINE SOLDER WIRES from 0.118"/3.0mm down to 0.002"/0.05mm in diameter for electronic, microelectronic, electromechanic, automotive and lighting industries, non-toxic, LEAD-FREE SOLDERS for drink water piping soldering, LEAD PROFILES for stained-glass windows and Tiffany art, ANODES and BARS for galvanic bath and wave soldering, and many others applications Participation in JOINT VENTURES for solder making business Any other form of COOPERATION desired being of the mutual interest. -

Effect of Homogenization on Recrystallization and Precipitation
Materials Transactions, Vol. 49, No. 2 (2008) pp. 250 to 259 #2008 The Japan Institute of Metals Effect of Homogenization on Recrystallization and Precipitation Behavior of 3003 Aluminum Alloy Hsin-Wen Huang, Bin-Lung Ou and Cheng-Ting Tsai Department of Mechanical Engineering, National Central University, Chung-Li, Taiwan 320, R.O. China This investigation studies 3003 aluminum alloys for automobile heat exchangers. The effects of precipitation in homogenization treatments, recrystallization in extrusion and brazing on extrusion forming ability and final material properties are examined. At first, fine second phase particles were precipitated during the 460C Â 9 h homogenization treatment and coarse particles were precipitated by homogenization treatments with 600C Â 9 h. Second, when the precipitation were not plentiful and fine enough during extrusion, the amount of solution dominated the extrusion breakout pressure, and recrystallization was easier; on the contrary, the domination state was replaced by plentiful and fine precipitated particles, and recrystallization became more difficult. Additionally, the hardness after extrusion was lower in the complete recrystallization position, and higher in the incomplete recrystallization position. Finally, in brazing, the sample under the 460C Â 9h condition (a) underwent full recrystallization from partial recrystallization with a reduction in strength; the local position of the edge of the sample under the 600C Â 9h ! 460C Â 3 h condition (c) exhibited a second recrystallization and a significant drop in hardness. [doi:10.2320/matertrans.MRA2007615] (Received June 19, 2007; Accepted November 26, 2007; Published January 25, 2008) Keywords: 3003 aluminum alloy, homogenization, precipitation, extrusion, brazing, recrystallization, second recrystallization 1. Introduction brazing were determined. -

Virtual Manufacturing on the Web: Extrusion Die Design
VIRTUAL MANUFACTURING ON THE WEB: EXTRUSION DIE DESIGN A Thesis Presented to The Faculty of the Fritz J. and Dolores H. Russ College of Engineering and Technology Ohio University In Partial Fulfillment Of the Requirement for the Degree Master of Science Sripada Shivananda August 1998 Acknowledgment I wish to express my sincere thanks to my advisor, Dr. Bhavin Mehta, for his valuable advice and providing me with the information and the facilities required for the thesis. I would also like to thank my wife for her constant encouragement and support during the completion of this thesis. Sripada Shivananda August 1998 Table of Contents Table of Contents ........................................................................................................ i List of Figures .............................................................................................................. iv List of Tables ......................................................................................................................v INTRODUCTION ..............................................................................................................1 1.1 Overview ................................................................................................................1 1.2 Internet ..................................................................................................................2 1.3 Virtual Manufacturing .........................................................................................2 1.4 Virtual Reality .......................................................................................................4 -

Aluminum Extrusion Quality for Anodizing Characteristic
Aluminum Extrusion Quality for Anodizing Characteristic IHAA 17th Technical Symposium Jerome Fourmann – September 19-21, 2018 – Seattle, WA Proprietary Statement The following information is the property of Alcan Primary Products Company LLC, a member of the Rio Tinto companies (collectively "Rio Tinto"). This information is being provided to the attendees of the 17th Technical Symposium by IHAA under a limited right and license to use said information in furtherance of a business relationship with Rio Tinto. Rio Tinto makes no representations or warranties to the attendees of the 17th Technical Symposium in relation to the information contained herein and shall have no liability for 1) any actions taken by reliance on such information; or 2) any actions taken by any individuals or entities who attendees of the 17th Technical Symposium chooses to share said information with. 2018 Rio Tinto – September 2018 17th Technical Symposium – 19-21 September, 2018 – Seattle, WA © Rio Tinto 2018 “As pioneers in mining and metals, we produce materials essential to human progress.” Commercial 3 © Rio Tinto 2017 Rio Tinto - An integrated aluminium supplier 44 Mt 8 Mt Secured 3.6 Mt In 60 power countries 05 Bauxite mines 04 Alumina refineries 08 Power stations 19 Aluminium casthouses 550 Customers 17th Technical Symposium – 19-21 September, 2018 – Seattle, WA 4 © Rio Tinto 2018 Outline Aluminum alloys Alloys selection 1. 2. Extrusion process Defects 3. 4. 17th Technical Symposium – 19-21 September, 2018 – Seattle, WA 5 © Rio Tinto 2018 Designation System