Practical Gunsmithing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Optimization of Mechanical Crimping to Assemble Tubular Components
Journal of Materials Processing Technology 146 (2004) 35–43 Optimization of mechanical crimping to assemble tubular components Manas Shirgaokar a, Hyunjoong Cho a, Gracious Ngaile a, Taylan Altan a,∗, Jang-Horng Yu b, John Balconi b, Richard Rentfrow b, W.J. Worrell b a ERC for Net Shape Manufacturing, The Ohio State University, 339 Baker Systems, 1971 Neil Avenue, Columbus, OH 43210, USA b Science and Technology Group, Alliant Ammunition and Powder Company, Radford Army Ammunition Plant, Route 114, P.O. Box 1, Radford, VA 24141-0096, USA Abstract The crimping process is used often in the assembly of tubular components. In this study, with the aid of the finite-element method (FEM), the mechanical crimping operation was evaluated and optimized for a specific application. The effect of various process variables, such as the geometry, alignment and stroke of the crimper and the friction at the crimper–tube interface were investigated. Thus, it was possible to optimize the process so that the effect of springback could be reduced and the assembly quality, as indicated by the pullout force, could be improved. The crimping process of a single-grooved rod with a tube was evaluated as a case study. Based on the FE simulations, it was possible to determine the optimum alignment and the optimum design for two types of crimper geometries. © 2003 Elsevier B.V. All rights reserved. Keywords: Assembly; Crimping; Pullout test; FEM 1. Introduction the crimping process used in manufacturing bullets is pre- sented. Traditional joining methods use resistance spot-welding In the present study, the bullet is considered as a cylindri- or fastening elements such as screws, pegs, rivets, bolts and cal solid rod that must be assembled to the casing, which is nuts. -
8.10 Drill Grinding Device
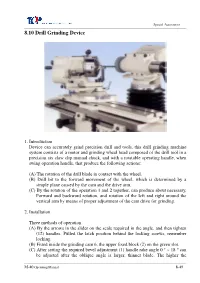
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -

Characterization of Copper Electroplating And
CHARACTERIZATION OF COPPER ELECTROPLATING AND ELECTROPOLISHING PROCESSES FOR SEMICONDUCTOR INTERCONNECT METALLIZATION by JULIE MARIE MENDEZ Submitted in partial fulfillment of the requirements For the degree of Doctor of Philosophy Dissertation Advisor: Dr. Uziel Landau Department of Chemical Engineering CASE WESTERN RESERVE UNIVERSITY August, 2009 CASE WESTERN RESERVE UNIVERSITY SCHOOL OF GRADUATE STUDIES We hereby approve the thesis/dissertation of _____________________________________________________ candidate for the ______________________degree *. (signed)_______________________________________________ (chair of the committee) ________________________________________________ ________________________________________________ ________________________________________________ ________________________________________________ ________________________________________________ (date) _______________________ *We also certify that written approval has been obtained for any proprietary material contained therein. TABLE OF CONTENTS Page Number List of Tables 3 List of Figures 4 Acknowledgements 9 List of Symbols 10 Abstract 13 1. Introduction 15 1.1 Semiconductor Interconnect Metallization – Process Description 15 1.2 Mechanistic Aspects of Bottom-up Fill 20 1.3 Electropolishing 22 1.4 Topics Addressed in the Dissertation 24 2. Experimental Studies of Copper Electropolishing 26 2.1 Experimental Procedure 29 2.2 Polarization Studies 30 2.3 Current Steps 34 2.3.1 Current Stepped to a Level below Limiting Current 34 2.3.2 Current Stepped to the Limiting -

Adv. No. 12/2019, Cat No. 21, Millwright Mechanic (Mechanical) Instructor (Theory), SKIL DEVELOPMENT and INDUSTRIAL TRAINING DEPARTMENT, HARYANA Morning Session
Adv. No. 12/2019, Cat No. 21, Millwright Mechanic (Mechanical) Instructor (Theory), SKIL DEVELOPMENT AND INDUSTRIAL TRAINING DEPARTMENT, HARYANA Morning Session Q1. A. B. D. C. Q2. A. B. C. D. Q3. A. B. C. D. Q4. A. B. C. D. December 12, 2019 Page 1 of 29 Adv. No. 12/2019, Cat No. 21, Millwright Mechanic (Mechanical) Instructor (Theory), SKIL DEVELOPMENT AND INDUSTRIAL TRAINING DEPARTMENT, HARYANA Morning Session Q5. B. A. C. D. Q6. __________ is the synonym of "PLUNGE". A. Dive B. Catch C. Fit D. Throw Q7. __________ is the antonym of "IMITATION". A. Benefit B. Genuine C. Advantage D. Resemblance Q8. Identify the meaning of the idiom. "Burn the midnight oil" A. Counting your day's earnings in the night. B. Heat up a place to make it comfortable. C. Stay awake and work or study late into the D. Finish all the resources available completely. night. Q9. The sentence given below may contain one or more mistakes. Identify the correct sentence. "When I wore hers jacket, everyone told that it looked good on me." A. When I wore hers jacket, everyone said that it B. When I wore her jacket, everyone said that it looked good on me. looked good on me. C. When I wore her jacket, everyone told that it D. When I wore her jacket, everyone told that it looked good on me. looks good on me. December 12, 2019 Page 2 of 29 Adv. No. 12/2019, Cat No. 21, Millwright Mechanic (Mechanical) Instructor (Theory), SKIL DEVELOPMENT AND INDUSTRIAL TRAINING DEPARTMENT, HARYANA Morning Session Q10. -
Building a Battle Station Model by Russell Barnes
Building a Battle Station Model By Russell Barnes I. Introduction The summer is usually a pretty difficult time for me to work in my workshop. Chores abound around the house and there is seemingly some-thing to do almost every day that precludes any useful time spent in the workshop. The summer of 2004 was no different. By the time late July rolled around, I was desperate. I had not made anything for over a month. Something had to be done. What to do? Then it hit me. I was looking over the latest Model Expo catalogue and saw they still offered kit models of small battle stations. Not wanting to build a kit, I saw the potential for a quick scratch built project. Over the next two weeks I built a battle station model that turned out to be quite a conversation piece. As fate would have it, that model was destroyed when Hurricane Katrina washed away the local museum. I have decided to replace the battle station model, but it occurred to me that others might benefit from my experience having built it. So, I redrew the plans, making some improve-ments, and decided to set down a guide to building the model. I am not an expert and I make no claim that my methods are the only way to build the model. Someone building from these plans should view my words as a collection of helpful hints rather than a map to follow in order to arrive at a desired result. I envision this project as an introduction to scratch building. -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -

Magazine Lip Forming Tools
MAGAZINE LIP FORMING TOOLS Brownells Lip Forming Anvil and Yoke help the gunsmith alter original equipment-style, .45 caliber, 1911 Auto magazines to properly feed ammuni- tion with semi-wadcutter bullets. Issue-style feed lips are designed for round nose, 230 grain, jacketed bul- lets which have a long ogive and ride up the barrel’s feed ramp easily. Rounds loaded with shorter, lighter, blunt nosed or semi-wadcutter bullets can ei- ther run into the feed ramp as the slide carries them forward or “stand up” too soon and cause a smokestack jam. Changing the lip contour with these tools causes the magazine to release the rear of the cartridge sooner so the extractor can pick it up and help direct it up the ramp and into the chamber. Most aftermarket magazines like those made by Metalform, Wilson, Mc- Cormick, Pachmayr and others, already have a similar feed lip shape. The Lip Forming Anvil and Yoke can often be used to restore the lips on these magazines if they get damaged. READ & FOLLOW THESE m WARNING m Never attempt to disassemble or reassemble a firearm unless you are INSTRUCTIONS absolutely certain that it is empty and unloaded. Visually inspect the chamber, the magazine and firing mechanism to be absolutely certain that no ammunition remains in the firearm. Disassembly and reas- BROWNELLS GUNSMITHS DATA RING BINDER GUNSMITHS BROWNELLS DATA sembly should follow the manufacturer’s instructions. If such instruc- tions are not immediately available, contact the manufacturer to see if they are available. If they are not available at all, then you should 200 S. -

Precision Investment Casting Solutions
PRECISION INVESTMENT CASTING SOLUTIONS One stop MEDICAL/DENTAL APPLICATIONS for your Precision SPOKANE INDUSTRIES has been supplying quality precision investment castings to the medical and dental industry for over 10 Investment years. We utilize a state-of-the-art investment casting process to casting needs produce high quality, precision parts tailored for the application. Typical • Castings from 3g to 45Kg alloys poured at Spokane Industries include all stainless and carbon steel grades, in addition to low alloy materials. • Full In-House • Engineering Our experienced engineering team will • Metallurgy work with you on new designs, to assess • Design/Development existing parts or production problems, • Non-Destructive Test or identify casting conversions from • Physical Test weldments, fabrications and assemblies. • Finishing We can help optimize the design to take full advantage of the • Industry Leading Quality benefits of investment casting • On-Time Delivery and recommend solutions that reduce production complexity and cost, and increase reliability and quality. Please contact us for more information and quotes: (800) 541-3601 X110 • www.SpokaneIndustries.com • [email protected] Copyright© 2011 • Spokane Industries, Inc. Spokane Precision Castings Services • Capabilities Production Capabilities From a few grams up to 45kg Thousands of units per week Commonly Poured Alloys Carbon Steels Cobalt Based Materials Industries Low Alloy Steels Supported Lead-free Copper Based Alloys Nickel Based Alloys Include: Tool Steels -

American Galvanised Iron Roofing and Cladding from the 1870'S to 1920'S
University of Pennsylvania ScholarlyCommons Theses (Historic Preservation) Graduate Program in Historic Preservation 1988 American Galvanised Iron Roofing and Cladding from the 1870's to 1920's Andrew Benjamin Hall University of Pennsylvania Follow this and additional works at: https://repository.upenn.edu/hp_theses Part of the Historic Preservation and Conservation Commons Hall, Andrew Benjamin, "American Galvanised Iron Roofing and Cladding from the 1870's to 1920's" (1988). Theses (Historic Preservation). 301. https://repository.upenn.edu/hp_theses/301 Copyright note: Penn School of Design permits distribution and display of this student work by University of Pennsylvania Libraries. Suggested Citation: Hall, Andrew Benjamin (1988). American Galvanised Iron Roofing and Cladding from the 1870's to 1920's. (Masters Thesis). University of Pennsylvania, Philadelphia, PA. This paper is posted at ScholarlyCommons. https://repository.upenn.edu/hp_theses/301 For more information, please contact [email protected]. American Galvanised Iron Roofing and Cladding from the 1870's to 1920's Disciplines Historic Preservation and Conservation Comments Copyright note: Penn School of Design permits distribution and display of this student work by University of Pennsylvania Libraries. Suggested Citation: Hall, Andrew Benjamin (1988). American Galvanised Iron Roofing and Cladding from the 1870's to 1920's. (Masters Thesis). University of Pennsylvania, Philadelphia, PA. This thesis or dissertation is available at ScholarlyCommons: https://repository.upenn.edu/hp_theses/301 UNIVEKSlTYy* PENNSYLVANIA. UBKARIES s AMERICAN GALVANISED IRON ROOFING AND CLADDING FROM THE 1870 's TO 1920' Andrew Benjamin Hall A THESIS The Graduate Program in Historic Preservation Presented to the Faculties of the University of Pennsylvania in Partial Fulfillment of the Requirements for the Degree of MASTER OF SCIENCE 1988 Robert Schuyler, Associate Professor, American Civilization, Advisor Henry Glassie, Professor, Folklore and Folklife, Reader Da\ri#-G. -

Application of Investment Casting: a Review Paper
Pramana Research Journal ISSN NO: 2249-2976 Application of Investment Casting: A Review paper 1Rahul Ojha, 2Gourav, 3Rohit Goyal 1,2 B.E, student, Mech. Engg. Department, Chandigarh University, Mohali, India 3Assistant Professor, Department of Mechanical Engineering Department [email protected] [email protected] [email protected] Abstract Investment casting process is a type casting process of producing clear net shape, high- dimensional accuracy and intricate design. Consistent research effort has been made by various researchers from all over the world with an objective to explore the world of investment casting. This article highlights the advancements made and proposed at each step of investment casting and its applications in practical world . Investment casting is being used from years to manufacture parts such as weapons, jewellery item, idols and statues of god and goddess; this article reviews the present and future applications of the investment casting. The aim of this review article is to present state of art review of applications of investment casting since 3200 BC. This article is organized as follows: in section ‘Introduction’, introduction to investment casting and process is given ; in section ‘Application in Aerospace Industries’, background is given on the application of investment casting in aerospace and related industries; section ‘Biomedical applications of investment casting’ presents the medicine or biomedical applications of investment casting; section ‘Conclusion’ closes the article by offering conclusions. Keywords: investment casting, biomedical application and aerospace industry application. Introduction Investment casting is a manufacturing process that can be traced back over 5,000 years to ancient Egypt and China. It is utilized to cast a wide variety of items, including high- quality, high-performance industrial parts. -

OVERVIEW of FOUNDRY PROCESSES Contents 1
Cleaner Production Manual for the Queensland Foundry Industry November 1999 PART 5: OVERVIEW OF FOUNDRY PROCESSES Contents 1. Overview of Casting Processes...................................................................... 3 2. Casting Processes.......................................................................................... 6 2.1 Sand Casting ............................................................................................ 6 2.1.1 Pattern Making ................................................................................... 7 2.1.2 Mould Making ..................................................................................... 7 2.1.3 Melting and Pouring ........................................................................... 8 2.1.4 Cooling and Shakeout ........................................................................ 9 2.1.5 Sand Reclamation .............................................................................. 9 2.1.6 Fettling, Cleaning and Finishing....................................................... 10 2.1.7 Advantages of Sand Casting............................................................ 10 2.1.8 Limitations ........................................................................................ 10 2.1.9 By-products Generated .................................................................... 10 2.2 Shell Moulding ........................................................................................ 13 2.2.1 Advantages...................................................................................... -

A Comparison of Thixocasting and Rheocasting
A Comparison of Thixocasting and Rheocasting Stephen P. Midson The Midson Group, Inc. Denver, Colorado USA Andrew Jackson Arthur Jackson & Co., Ltd. Brighouse UK Abstract The first semi-solid casting process to be commercialized was thixocasting, where a pre-cast billet is re-heated to the semi-solid solid casting temperature. Advantages of thixocasting include the production of high quality components, while the main disadvantage is the higher cost associated with the production of the pre-cast billets. Commercial pressures have driven casters to examine a different approach to semi-solid casting, where the semi-solid slurry is generated directly from the liquid adjacent to a die casting machine. These processes are collectively referred to as rheocasting, and there are currently at least 15 rheocasting processes either in commercial production or under development around the world. This paper will describe technical aspects of both thixocasting and rheocasting, comparing the procedures used to generate the globular, semi-solid slurry. Two rheocasting processes will be examined in detail, one involved in the production of high integrity properties, while the other is focusing on reducing the porosity content of conventional die castings. Key Words Semi-solid casting, thixocasting, rheocasting, aluminum alloys 22 / 1 Introduction Semi-solid casting is a modified die casting process that reduces or eliminates the porosity present in most die castings [1] . Rather than using liquid metal as the feed material, semi-solid processing uses a higher viscosity feed material that is partially solid and partially liquid. The high viscosity of the semi-solid metal, along with the use of controlled die filling conditions, ensures that the semi-solid metal fills the die in a non-turbulent manner so that harmful gas porosity can be essentially eliminated.