Metal Casting Processes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
RESEARCH PROJECT No. 40
Ductile Iron Society RESEARCH PROJECT No. 40 Survey of Greensand Properties of Member Foundries Mary Beth Krysiak Sand Technology Co. LLC, New Hudson MI Dr. Hathibelagal Roshan K & S Data Services LLC, Fox Point WI DUCTILE IRON SOCIETY Issued by the Ductile Iron Society for the use of its Member Companies – Not for General Distribution DUCTILE IRON SOCIETY 15400 Pearl Road, Suite 234 Strongsville, Ohio 44136 (440) 665-3686 SEPTEMBER 2007 Research Report Project #40 2007 Survey of Greensand Properties of Member Foundries A Cooperative Project of Ductile Iron Society And Member Foundries Reported by Mary Beth Krysiak Dr. Hathibelagal Roshan Ductile Iron Society Issued by the Ductile Iron Society Located at 15400 Pearl Road, Suite 234; Strongsville, Ohio 44136 Contents 1, Executive Summary - pdf 2. Survey report Part A - pdf 3. Survey report Part B pdf 4. Correlations - pdf 5. Sand data sheet for collecting info - pdf 6. Sand grain photos - pdf 7. Test data - XL 8. Sand tests and guide to controls – chart - pdf 9. Sand tests and guide to controls – chart - Word Sand Survey Report Executive Summary 1. The sand tests were done in one laboratory known to have many years of expertise in sand testing. During transport, regardless of how well samples are sealed, the samples age and while moisture content remains fairly stable, compactability drops as the moisture is absorbed further into the clay. In addition, the sands cool from the temperature at which they were in use at foundry. While the cooling effect could not be negated on a practical level, the sands were retempered or conditioned, prior to testing, to the reported target compactability at the foundry. -

Metal Casting Process
Sand Casting Sand Mold Making Procedure The first step in making mold is to place the pattern on the molding board. The drag is placed on the board Dry facing sand is sprinkled over the board and pattern to provide a non sticky layer. Molding sand is then riddled in to cover the pattern with the fingers; then the drag is completely filled. The sand is then firmly packed in the drag by means of hand rammers. The ramming must be proper i.e. it must neither be too hard or soft. After the ramming is over, the excess sand is leveled off with a straight bar known as a strike rod. With the help of vent rod, vent holes are made in the drag to the full depth of the flask as well as to the pattern to facilitate the removal of gases during pouring and solidification. The finished drag flask is now rolled over to the bottom board exposing the pattern. Cope half of the pattern is then placed over the drag pattern with the help of locating pins. The cope flask on the drag is located aligning again with the help of pins The dry parting sand is sprinkled all over the drag and on the pattern. A sprue pin for making the sprue passage is located at a small distance from the pattern. Also, riser pin, is placed at an appropriate place. The operation of filling, ramming and venting of the cope proceed in the same manner as performed in the drag. The sprue and riser pins are removed first and a pouring basin is scooped out at the top to pour the liquid metal. -
Chapter 11: Metal Casting Processes and Equipment
Manufacturing Engineering Technology in SI Units, 6th Edition Chapter 11: Metal Casting Processes and Equipment Copyright © 2010 Pearson Education South Asia Pte Ltd Chapter Outline ¨ Introduction ¨ Expendable-mold, Permanent-pattern Casting Processes ¨ Expendable-mold, Expendable-pattern Casting Processes ¨ Permanent-mold Casting Processes ¨ Casting Techniques for Single-crystal Components ¨ Rapid Solidification ¨ Inspection of Castings ¨ Melting Practice and Furnaces ¨ Foundries and Foundry Automation Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ Various casting processes developed over time to meet specific design requirements Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ Molding categories: 1. Expendable molds 2. Permanent molds 3. Composite molds Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ General characteristics of sand casting and casting processes are summarized Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting ¨ Most prevalent form of casting ¨ Application for machine bases, large turbine impellers, propellers, plumbing fixtures Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting Sand ¨ Sand-casting operations use silica sand as the mold material ¨ Sand is inexpensive and suitable high melting point process ¨ 2 types of sand: naturally bonded (bank sand) and synthetic (lake sand) ¨ Fine grained sand enhances mold strength and lower mold permeability Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting Types of Sand Molds 3 basic types: 1. Green-sand mold Sand in the mold is moist or damp while the metal is being poured into it 2. Cold-box mold Organic and inorganic binders are blended into the sand to bond the grains chemically 3. -
The One-Shot Casting Process What Is One-Shot Casting?
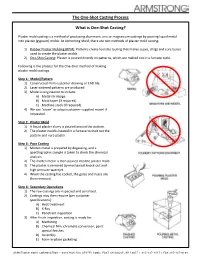
The One-Shot Casting Process What is One-Shot Casting? Plaster mold casting is a method of producing aluminum, zinc or magnesium castings by pouring liquid metal into plaster (gypsum) molds. At Armstrong Mold, there are two methods of plaster mold casting: 1) Rubber Plaster Molding (RPM): Patterns create foundry tooling that makes copes, drags and core boxes used to create the plaster molds. 2) One-Shot Casting: Plaster is poured directly on patterns, which are melted out in a furnace cycle. Following is the process for the One-Shot method of making plaster mold castings. Step 1: Model/Pattern 1) Constructed from customer drawing or CAD file. 2) Laser-sintered patterns are produced. 3) Model is engineered to include: A) Metal shrinkage. B) Mold taper (if required) C) Machine stock (if required). 4) We can "clone" or adapt customer-supplied model if requested. Step 2: Plaster Mold 1) A liquid plaster slurry is poured around the pattern. 2) The plaster mold is heated in a furnace to melt out the pattern and cure plaster. Step 3: Pour Casting 1) Molten metal is prepared by degassing, and a spectrographic sample is taken to check the chemical analysis. 2) The molten metal is then poured into the plaster mold. 3) The plaster is removed by mechanical knock-out and high pressure waterjet. 4) When the casting has cooled, the gates and risers are then removed. Step 4: Secondary Operations 1) The raw castings are inspected and serialized. 2) Castings may then require (per customer specifications): A) Heat treatment B) X-Ray C) Penetrant inspection 3) After finish inspection, casting is ready for: A) Machining B) Chemical film, chromate conversion, paint special finishes D) Assembly E) Form-in-place gasketing. -

Foundry Industry SOQ
STATEMENT OF QUALIFICATIONS Foundry Industry SOQ TRCcompanies.com Foundry Industry SOQ About TRC The world is advancing. We’re advancing how it gets planned and engineered. TRC is a global consulting firm providing environmentally advanced and technology‐powered solutions for industry and government. From solid waste, pipelines to power plants, roadways to reservoirs, schoolyards to security solutions, clients look to TRC for breakthrough thinking backed by the innovative follow‐ through of a 50‐year industry leader. The demands and challenges in industry and government are growing every day. TRC is your partner in providing breakthrough solutions that navigate the evolving market and regulatory environment, while providing dependable, safe service to our customers. We provide end‐to‐end solutions for environmental management. Throughout the decades, the company has been a leader in setting industry standards and establishing innovative program models. TRC was the first company to conduct a major indoor air study related to outdoor air quality standards. We also developed innovative measurements standards for fugitive emissions and ventilation standards for schools and hospitals in the 1960s; managed the monitoring program and sampled for pollutants at EPA’s Love Canal Project in the 1970s; developed the basis for many EPA air and hazardous waste regulations in the 1980s; pioneered guaranteed fixed‐price remediation in the 1990s; and earned an ENERGY STAR Partner of the Year Award for outstanding energy efficiency program services provided to the New York State Energy Research and Development Authority in the 2000s. We are proud to have developed scientific and engineering methodologies that are used in the environmental business today—helping to balance environmental challenges with economic growth. -

MSL Engineering Limited Platinum Blue House 1St Floor, 18 the Avenue Egham, Surrey, TW20 9AB
SMR Final Report 121404 Purpose of Issue Rev Date of Issue Author Agreed Approved Issued for information 0 Aug 2004 SM Issued for internal comment 1 November 2004 AFD DJM JB Issued as Final Report 2 December 2004 AFD DJM JB This Final report has been reviewed and approved by the Mineral Management Service. Approval does not signify that the contents necessarily reflect the views and policies of the Service, nor does mention of trade names or commercial products constitute endorsement or recommendation for use. This study was funded by the Mineral Management Service, U.S. Department of the Interior, Washington, D.C., under Contract Number 1435-01-04-CT-35320 ASSESSMENT OF REPAIR TECHNIQUES FOR AGEING OR DAMAGED STRUCTURES Project #502 DOC REF C357R001 Rev 1 NOV 2004 MSL Engineering Limited Platinum Blue House 1st Floor, 18 The Avenue Egham, Surrey, TW20 9AB Tel: +44 (0)1784 439194 Fax: +44 (0)1784 439198 E-mail: [email protected] C357R001Rev 2, December 2004 MMS Project #502 NUMBER DETAILS OF REVISION 0 Issued for information, August 2004 1 Issued for comment, November 2004. Extensive revisions throughout, including restructuring of report. 2 Issued as Final Report, December 2004. Conversion table added, Figure showing clamp details to avoid added, and general editorial revisions. C357R001Rev 2, December 2004 MMS Project #502 Assessment of Repair Techniques for Ageing or Damaged Structures By Dr. Adrian F Dier MSL Services Corporation Final Project Report: ASSESSMENT OF REPAIR TECHNIQUES FOR AGEING OR DAMAGED STRUCTURES MMS Project Number 502 November 2004 C357R001Rev 2, December 2004 i This Final report has been reviewed a nd approved by the Mineral Management Service. -

A New Ceramic Casting Mold Made by Gel Casting Using Silica Sol As a Binder
BFSZU Zawrah et al. Vol.38-Dec.2016 A NEW CERAMIC CASTING MOLD MADE BY GEL CASTING USING SILICA SOL AS A BINDER Mahmoud F. Zawrah (1), Sayed A. Abdullah (2), Reham M. Khattab (1), Ibrahim M. Ibrahim (2), Waleed F. Youssef (3) (1) National Research Center, Department of Ceramics. (2) Shoubra Faculty of Engineering, Benha University, Department of Mechanical Engineering. (3) Faculty of Engineering, Sinai University, Department of Mechanical Engineering. ABSTRACT This Paper presents a new ceramic casting mold made by gel casting using silica sol as a binder. The new ceramic mold is consisted of an alumina- mullite-zirconia matrix with the ratios of 38.332 wt. % alumina, 34.378 wt. % mullite, and 27.294 wt. % zirconia respectively, the slurry is mixed then the gelling agent is added and poured into the pattern. After gelation the mold is extracted and left to dry, then sintered. There are three main defects appear in the mold fabrication process. The 1st defect is the mold cracking, as a result of forced shrinkage of mold into pattern. The 2nd defect is the bad gelation behavior of mold, as a result of non equal gelling time. The last defect is mold surface cracks, due to increased silica ratio added to the mixture. As zirconia increased the bulk density and apparent porosity is increased, leading to higher mold permeability which is important to eliminate trapping of residual gases. The increased zirconia content decreases the micro hardness and the cold crushing strength, but increases the thermal shock resistance due to phase transformation during sintering. The ceramic mold is applicable for nodular cast iron so that the mold is hard enough to withstand the forces of spheroidal graphite formation when nodular cast iron is poured into the ceramic mold. -

Some Interesting Projects in Foundry
Central Washington University ScholarWorks@CWU All Master's Theses Master's Theses 1953 Some Interesting Projects in Foundry Paul M. Paulson Central Washington University Follow this and additional works at: https://digitalcommons.cwu.edu/etd Part of the Art Education Commons, and the Teacher Education and Professional Development Commons Recommended Citation Paulson, Paul M., "Some Interesting Projects in Foundry" (1953). All Master's Theses. 112. https://digitalcommons.cwu.edu/etd/112 This Thesis is brought to you for free and open access by the Master's Theses at ScholarWorks@CWU. It has been accepted for inclusion in All Master's Theses by an authorized administrator of ScholarWorks@CWU. For more information, please contact [email protected]. -.. SOME INTERESTING PROJECTS IN FOUNDRY by Paul M. Paul son A paper submitted in partial fulfillment of the requirements for the degree of Master of Education, in the Graduate School of the Central Washington College of Education TABLE OF CONTENTS CHAP'rER PAGE I. INTRODUCTION . ' . l The purpose of the problem • . 1 II. RELATED INFORMATION. • • • • • . 3 III. SELECTED PROJECTS ••• • • . 10 How to cast a flower frog. • • • . 10 How to cast a book end • • • . • . • • • 15 How to cast a screwdriver handle . • . • • • 20 How to cast fireplace accessories. • . • . 27 How to cast house numbers. • . • . • 37 How to ca.st cane handles . • . 43 IV. SUMMARY AND CONCLUSIONS •. 48 Summary ••••• . 48 Conclusions. 49 BIBLIOGRAPffY • . 51 APPENDIX A •• . 54 CHAPTER I INTRODUCTION AND PURPOSE OF THE STUDY Foundry work is one of the largest branches of the metal working industries but still it is ignored by many of our schools today. -

Metal Casting Terms and Definitions
Metal Casting Terms and Definitions Table of Contents A .................................................................................................................................................................... 2 B .................................................................................................................................................................... 2 C .................................................................................................................................................................... 2 D .................................................................................................................................................................... 4 E .................................................................................................................................................................... 5 F ..................................................................................................................................................................... 5 G .................................................................................................................................................................... 5 H .................................................................................................................................................................... 6 I .................................................................................................................................................................... -

The Arup Journal
THE ARUP JOURNAL r - JULY 1983 I i • 1! B :- ; in* Vol. 18 No. 2 July 1983 Contents For the 90m x 60m factory for Adamswear at Published by Nuneaton (Job 9195) our client instructed us Ove Arup Partnership 13 Filzroy Street. London W1P 6BO to prepare a performance specification so THEARUP that subcontractors could use either portal frames or trusses. The grid for the 60m width Editor: Peter Hoggett is two spans of 30m with a 6m spacing down Art Editor: Desmond Wyeth FSIAD the length of the building. The truss design Assistant Editor: David Brown JOURNAL proved the most economical. The structural steelwork industry: 2 Trusses were also used for a 20m span tank A review, production shop for Joseph Ash and Sons by R. Haryott (Job 9580) and also for an awkward re• Fire protection, 5 development of an existing site for Samuel by M. Law Heath and Sons (Job 8567) which required some operational areas to be kept in Towers and flare stacks, 9 production while the new building was by J. Tyrrell completed around them. The use of plated steelwork in 12 a tension leg platform design, Figs. 4-5 by N. Prescott Factory for Adamswear The Central Electricity Workshops 15 at Nuneaton Johannesburg, Fig. 6 by B. Williams Joseph Ash and Sons Multi-storey steel-framed 18 tank production shop buildings in South Africa, by C. McMillan Architects: for both projects: Harper Fairley Partnership Local reports summary, 21 by J. Hannon Composite frame and 25 metal deck construction, by I. MacKenzie Precedent and intuition in design, 26 All the papers in this issue of by J. -

Manufacturing Technology I Unit I Metal Casting
MANUFACTURING TECHNOLOGY I UNIT I METAL CASTING PROCESSES Sand casting – Sand moulds - Type of patterns – Pattern materials – Pattern allowances – Types of Moulding sand – Properties – Core making – Methods of Sand testing – Moulding machines – Types of moulding machines - Melting furnaces – Working principle of Special casting processes – Shell – investment casting – Ceramic mould – Lost Wax process – Pressure die casting – Centrifugal casting – CO2 process – Sand Casting defects. UNIT II JOINING PROCESSES Fusion welding processes – Types of Gas welding – Equipments used – Flame characteristics – Filler and Flux materials - Arc welding equipments - Electrodes – Coating and specifications – Principles of Resistance welding – Spot/butt – Seam – Projection welding – Percusion welding – GS metal arc welding – Flux cored – Submerged arc welding – Electro slag welding – TIG welding – Principle and application of special welding processes – Plasma arc welding – Thermit welding – Electron beam welding – Friction welding – Diffusion welding – Weld defects – Brazing – Soldering process – Methods and process capabilities – Filler materials and fluxes – Types of Adhesive bonding. UNIT III BULK DEFORMATION PROCESSES Hot working and cold working of metals – Forging processes – Open impression and closed die forging – Characteristics of the process – Types of Forging Machines – Typical forging operations – Rolling of metals – Types of Rolling mills – Flat strip rolling – Shape rolling operations – Defects in rolled parts – Principle of rod and wire drawing – Tube drawing – Principles of Extrusion – Types of Extrusion – Hot and Cold extrusion – Equipments used. UNIT IV SHEET METAL PROCESSES Sheet metal characteristics – Typical shearing operations – Bending – Drawing operations – Stretch forming operations –– Formability of sheet metal – Test methods – Working principle and application of special forming processes – Hydro forming – Rubber pad forming – Metal spinning – Introduction to Explosive forming – Magnetic pulse forming – Peen forming – Super plastic forming. -

Study of the Industrial Precision Manufacturing and Metallic Alloys with Respect to Economic Considerations
MPRA Munich Personal RePEc Archive Study of the Industrial Precision Manufacturing and Metallic Alloys with Respect to Economic Considerations Saha Choudhuri and Jian Shi Bangladesh University of Engineering and Technology 5 January 2017 Online at https://mpra.ub.uni-muenchen.de/77481/ MPRA Paper No. 77481, posted 13 March 2017 14:26 UTC Study of the Industrial Precision Manufacturing and Metallic Alloys with Respect to Economic Considerations Saha Choudhuri, Jian Shi Bangladesh University of Engineering and Technology 1 Abstract In this report according to the research results and approaches that used, it is utilized and illustrated why these papers are suitable for this research. The best position for explaining topic is here, because for understanding better the concept and the area of research, it is necessary to write briefly at the beginning of the article about topic. It is attempted to design new piston (porous piston) not only to have a good resistance in mechanical properties but also provide lower weight comparing to the previous ones. The most important thing in this work is to be aware of the effect of vibration, vacuum and over pressure during investment casting which by this way we can produce porous structure. By using the existing results of several papers, we will attempt to cast porous piston and optimize it to have the best mechanical properties. As we know engine pistons are one of the most complex components among all automotive or other industry field components. The engine can be called the heart of the car and piston maybe considered the most important part of an engine.