Shell Mold Casting
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Foundry Industry SOQ
STATEMENT OF QUALIFICATIONS Foundry Industry SOQ TRCcompanies.com Foundry Industry SOQ About TRC The world is advancing. We’re advancing how it gets planned and engineered. TRC is a global consulting firm providing environmentally advanced and technology‐powered solutions for industry and government. From solid waste, pipelines to power plants, roadways to reservoirs, schoolyards to security solutions, clients look to TRC for breakthrough thinking backed by the innovative follow‐ through of a 50‐year industry leader. The demands and challenges in industry and government are growing every day. TRC is your partner in providing breakthrough solutions that navigate the evolving market and regulatory environment, while providing dependable, safe service to our customers. We provide end‐to‐end solutions for environmental management. Throughout the decades, the company has been a leader in setting industry standards and establishing innovative program models. TRC was the first company to conduct a major indoor air study related to outdoor air quality standards. We also developed innovative measurements standards for fugitive emissions and ventilation standards for schools and hospitals in the 1960s; managed the monitoring program and sampled for pollutants at EPA’s Love Canal Project in the 1970s; developed the basis for many EPA air and hazardous waste regulations in the 1980s; pioneered guaranteed fixed‐price remediation in the 1990s; and earned an ENERGY STAR Partner of the Year Award for outstanding energy efficiency program services provided to the New York State Energy Research and Development Authority in the 2000s. We are proud to have developed scientific and engineering methodologies that are used in the environmental business today—helping to balance environmental challenges with economic growth. -

MSL Engineering Limited Platinum Blue House 1St Floor, 18 the Avenue Egham, Surrey, TW20 9AB
SMR Final Report 121404 Purpose of Issue Rev Date of Issue Author Agreed Approved Issued for information 0 Aug 2004 SM Issued for internal comment 1 November 2004 AFD DJM JB Issued as Final Report 2 December 2004 AFD DJM JB This Final report has been reviewed and approved by the Mineral Management Service. Approval does not signify that the contents necessarily reflect the views and policies of the Service, nor does mention of trade names or commercial products constitute endorsement or recommendation for use. This study was funded by the Mineral Management Service, U.S. Department of the Interior, Washington, D.C., under Contract Number 1435-01-04-CT-35320 ASSESSMENT OF REPAIR TECHNIQUES FOR AGEING OR DAMAGED STRUCTURES Project #502 DOC REF C357R001 Rev 1 NOV 2004 MSL Engineering Limited Platinum Blue House 1st Floor, 18 The Avenue Egham, Surrey, TW20 9AB Tel: +44 (0)1784 439194 Fax: +44 (0)1784 439198 E-mail: [email protected] C357R001Rev 2, December 2004 MMS Project #502 NUMBER DETAILS OF REVISION 0 Issued for information, August 2004 1 Issued for comment, November 2004. Extensive revisions throughout, including restructuring of report. 2 Issued as Final Report, December 2004. Conversion table added, Figure showing clamp details to avoid added, and general editorial revisions. C357R001Rev 2, December 2004 MMS Project #502 Assessment of Repair Techniques for Ageing or Damaged Structures By Dr. Adrian F Dier MSL Services Corporation Final Project Report: ASSESSMENT OF REPAIR TECHNIQUES FOR AGEING OR DAMAGED STRUCTURES MMS Project Number 502 November 2004 C357R001Rev 2, December 2004 i This Final report has been reviewed a nd approved by the Mineral Management Service. -

Manufacturing Technology I Unit I Metal Casting
MANUFACTURING TECHNOLOGY I UNIT I METAL CASTING PROCESSES Sand casting – Sand moulds - Type of patterns – Pattern materials – Pattern allowances – Types of Moulding sand – Properties – Core making – Methods of Sand testing – Moulding machines – Types of moulding machines - Melting furnaces – Working principle of Special casting processes – Shell – investment casting – Ceramic mould – Lost Wax process – Pressure die casting – Centrifugal casting – CO2 process – Sand Casting defects. UNIT II JOINING PROCESSES Fusion welding processes – Types of Gas welding – Equipments used – Flame characteristics – Filler and Flux materials - Arc welding equipments - Electrodes – Coating and specifications – Principles of Resistance welding – Spot/butt – Seam – Projection welding – Percusion welding – GS metal arc welding – Flux cored – Submerged arc welding – Electro slag welding – TIG welding – Principle and application of special welding processes – Plasma arc welding – Thermit welding – Electron beam welding – Friction welding – Diffusion welding – Weld defects – Brazing – Soldering process – Methods and process capabilities – Filler materials and fluxes – Types of Adhesive bonding. UNIT III BULK DEFORMATION PROCESSES Hot working and cold working of metals – Forging processes – Open impression and closed die forging – Characteristics of the process – Types of Forging Machines – Typical forging operations – Rolling of metals – Types of Rolling mills – Flat strip rolling – Shape rolling operations – Defects in rolled parts – Principle of rod and wire drawing – Tube drawing – Principles of Extrusion – Types of Extrusion – Hot and Cold extrusion – Equipments used. UNIT IV SHEET METAL PROCESSES Sheet metal characteristics – Typical shearing operations – Bending – Drawing operations – Stretch forming operations –– Formability of sheet metal – Test methods – Working principle and application of special forming processes – Hydro forming – Rubber pad forming – Metal spinning – Introduction to Explosive forming – Magnetic pulse forming – Peen forming – Super plastic forming. -

Computers in Foundries
Computers in Foundries Dr Thoguluva Raghavan Vijayaram* and Dr Paolo Piccardo** * Principal Lecturer, Faculty of Engineering and Technology, FET MMU, Multimedia University, Melaka Campus Melaka, Malaysia ** Professor, Dipartimento di Chimicae Chimica Industriale, DCCI, Sezione di Chimica Inorganicae Metallurgia, Genoa University, Genoa, Italy ABSTRACT RIASSUNTO Computers have now entered into the foundry I computer sono entrati prepotentemente nella fonderia, engineering. Foundry mechanization and modernization un’arte antica che si è evoluta in una scienza moderna. La are of considerable importance today when the foundry fonderia è oggi completamente monitorata e controllata has evolved from an ancient art into a modern science dal computer, che assume un’importanza primaria per and it is fully controlled and monitored by computers. migliorare la qualità dei getti e la produttività. Dal punto Modernization is the only key to improve casting quality di vista industriale, i PC sono da tempo utilizzati nelle and productivity. From industrial point of view, they aree amministrative della finanza, contabilità, gestione have been in use in the administrative areas of finance, del personale, salari, stipendi, gestione del magazzino. accounting, personnel records, wage, salaries, and Attualmente molti sistemi di macchine per fonderia sono inventory control for a long period. Many foundry machine computerizzati. Grazie al computer la fatica e lo stress systems are computerized. Due to the entry of computers per i lavoratori e lo staff si sono ridotti notevolmente. La in foundries, fatigue and strain on the workers and staffs cultura del lavoro è notevolmente migliorata, e con essa si have been considerably reduced during working and sono sviluppati il coinvolgimento, la creatività e il senso di work culture has improved tremendously. -
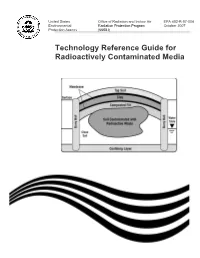
Technology Reference Guide for Radioactively Contaminated Media
United States Office of Radiation and Indoor Air EPA 402-R-07-004 Environmental Radiation Protection Program October 2007 Protection Agency (6608J) Technology Reference Guide for Radioactively Contaminated Media TECHNOLOGY REFERENCE GUIDE FOR RADIOACTIVELY CONTAMINATED MEDIA EPA - 402-R-07-004 U.S. Environmental Protection Agency Office of Air and Radiation Office of Radiation and Indoor Air Radiation Protection Division Center for Radiation Site Cleanup Prepared Under: Contract No. 4W-2323-YTSX DISCLAIMER This Technology Guide, developed by USEPA, is meant to be a summary of information available for technologies demonstrated to be effective for treatment of radioactively contaminated media. Inclusion of technologies in this Guide should not be viewed as an endorsement of either the technology or the vendor by USEPA. Similarly, exclusion of any technology should not be viewed as not being endorsed by USEPA; it merely means that the information related to that technology was not so readily available during the development of this Guide. Also, the technology-specific performance and cost data presented in this document are somewhat subjective as they are from a limited number of demonstration projects and based on professional judgment. In addition, all images used in this document are from public domain or have been used with permission. i ACKNOWEDGEMENTS This Guide was developed by the Radiation Protection Division (RPD) of EPA’s Office of Radiation and Indoor Air (ORIA). Mr. Edward Feltcorn of ORIA’s Center for Radiation Site Cleanup, -

ME477: Manufacturing Processes Introduction Manufacturing
Concept Introduction Design • Manufacturing? Organization Make or Buy – Making goods and articles ME477: – Shaping and treating Materials Virtual Product to perform desirable functions Organization • Manufacturing Processes Manufacturing Processes – Casting – Powder Processing (Shape, Raw Materials Material, – Forming Tolerance Patrick Kwon – Machining & Cost) Manufacturing – Surface processing Process Department of Mechanical Engineering – Joining Michigan State University • To make good and articles - A Manufacturing sequence of processes must be Process East Lansing, Michigan chosen, based on shape, material, tolerance and cost Manufacturing • Before MFG, a Make or Buy Process decision – Process Design 1 – Production Systems Part 2 Manufacturing as a set of Manufacturing processes • Manufacturing: 20% of U.S. GNP Power Management • Service sector: 70% of U.S. GNP (retail, transportation, banking, education, Labor Facility Machine communication, insurance and government). • Agriculture, Construction etc.: 10% of U.S. GNP • Manufacture comes from the Latin words manus A set Raw Materials Part (hand) and factus (make). of Processes • Definition: the application of physical and Concurrent or chemical processes to alter the geometries, Simultaneous Waste properties and appearance of a starting material Engineering in order to make and assemble it into a product. 3 4 Manufacturing Processes More Manufacturing Processes Deformation Processing Machining Polymer Processing Composite Processing Microelectronic Processing Casting Process Open -

A Study of Metal Founding and Its Practices and Applications for Information Purposes in Industrial Arts Education
Eastern Illinois University The Keep Plan B Papers Student Theses & Publications 1-1-1965 A Study of Metal Founding and its Practices and Applications for Information Purposes in Industrial Arts Education Jack Fuelle Follow this and additional works at: https://thekeep.eiu.edu/plan_b Recommended Citation Fuelle, Jack, "A Study of Metal Founding and its Practices and Applications for Information Purposes in Industrial Arts Education" (1965). Plan B Papers. 418. https://thekeep.eiu.edu/plan_b/418 This Dissertation/Thesis is brought to you for free and open access by the Student Theses & Publications at The Keep. It has been accepted for inclusion in Plan B Papers by an authorized administrator of The Keep. For more information, please contact [email protected]. A S'11UDY O:J:t"' NLE'rAL :B'OUNDING AND I'l1 S PRAC'rICES AND APPLICATIONS FOR INFOHMA'EION PURPOSES IN IlIDUSTHIAL At{rS ELJUUATION (TITLE) BY JacK .1melle PLAN B PAPER SUBMITTED IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE MASTER OF SCIENCE IN EDUCATION AND PREPARED IN COURSE industrial Arts J75 IN THE GRADUATE SCHOOL, EASTERN ILLINOIS UNIVERSITY, CHARLESTON, ILLINOIS YEAR I HEREBY RECOMMEND THIS PLAN B PAPER BE ACCEPTED AS FULFILLING THIS PART OF THE DEGREE, M.S. IN ED. ----~'7fa6,ls ---~--~---- -~-~~- DATE ADVISER TABLE OF CONTENTS Chaplier Page I INTRODUCTION ••••••••••••••••••••••••••••••••• 1 Purpose Signiricance or tne Stua.y 'I'er.m.1no.logy II BRIEF HISTORY OF THE FOUNDHY ••••••••••••••••• b Ear.Lies1i Beginnings 5000 B. C• .lbOO B. C. Weapons in Ea:c.Ly Found.1.·y Work Guns.miths in Early Foundry Work Current Developments in Founding III FOUNDRY EQ,U.1Pl~'l'. -
Navigating Contractual Nonperformance Guide to U.S
Navigating contractual nonperformance Guide to U.S. force majeure September 2020 Navigating contractual nonperformance Guide to U.S. force majeure The information in this guide is accurate as of August 2020. Navigating contractual nonperformance Guide to U.S. force majeure Examining the law Disputes regarding whether a party’s contractual obligations are effectively excused are inevitable given the COVID-19 pandemic’s ongoing disruptions to commerce. When is contractual performance excused? We have attempted to review all U.S. cases involving force majeure disputes and similar common law defenses to nonperformance. This guide cites to more than 1,000 decisions and aggregates the governing caselaw within each U.S. state, the District of Columbia, and Puerto Rico. We focus on cases involving: the enforceability of contractual force majeure provisions including a focus on causation, 1. mitigation, and foreseeability requirements; common law concepts such as impossibility where no contractual force majeure provisions 2. exist; and application to the sale of goods context, including demands for adequate assurances, 3. commercial impracticability, and substitute performance. Should you need to discuss any issue in more detail please feel free to contact us. Matt Gatewood Meghana Shah Partner Partner Principal Author and Editor T: +1 202 383 0122 T: +1 202 389 5077 mattgatewood meghanashah @eversheds-sutherland.com @eversheds-sutherland.com 3 Navigating contractual nonperformance Guide to U.S. force majeure Contents Alabama ......................................................... -

Shell Mold Casting
Shell Mold Casting Shell mold casting or shell molding is a metal casting process in manufacturing industry in which the mold is a thin hardened shell of sand and thermosetting resin binder backed up by some other material. Shell mold casting is particularly suitable for steel castings under 10 kg; however almost any metal that can be cast in sand can be cast with shell molding process. Also much larger parts have been manufactured with shell molding. Typical parts manufactured in industry using the shell mold casting process include cylinder heads, gears, bushings, connecting rods, camshafts and valve bodies. The Process The first step in the shell mold casting process is to manufacture the shell mold. The sand we use for the shell molding process is of a much smaller grain size than the typical greensand mold. This fine grained sand is mixed with a thermosetting resin binder. A special metal pattern is coated with a parting agent; (typically silicone), which will latter facilitate in the removal of the shell. The metal pattern is then heated to a temperature of (175 °C-370 °C) . The sand mixture is then poured or blown over the hot casting pattern. Due to the reaction of the thermosetting resin with the hot metal pattern a thin shell forms on the surface of the pattern. The desired thickness of the shell is dependent upon the strength requirements of the mold for the particular metal casting application. A typical industrial manufacturing mold for a shell molding casting process could be 7.5mm thick. The thickness of the mold can be controlled by the length of time the sand mixture is in contact with the metal casting pattern. -
ASM Handbook Volume 15: Casting (#05115G) W ASM Handbook
© 2008 ASM International. All Rights Reserved. ASM Handbook Volume 15: Casting (#05115G) www.asminternational.org W ASM Handbook Volume 15 Casting Prepared under the direction of the ASM International Handbook Committee Editorial Committee Srinath Viswanathan, University of Alabama, Chair Diran Apelian, Worcester Polytechnic Institute Raymond J. Donahue, Mercury Marine Babu DasGupta, National Science Foundation Michael Gywn, ATI Inc John L. Jorstad, J.L.J. Technologies, Inc Raymond W. Monroe, Steel Founders’ Society of America Mahi Sahoo, CANMET Materials Technology Laboratory Thomas E. Prucha, American Foundry Society Daniel Twarog, North American Die Casting Association Steve Lampman, Project Editor Charles Moosbrugger, Editor Eileen DeGuire, Editor Madrid Tramble, Senior Production Coordinator Ann Britton, Editorial Assistant Diane Whitelaw, Production Coordinator Kathryn Muldoon, Production Assistant Scott D. Henry, Senior Product Manager Bonnie R. Sanders, Manager of Production Editorial Assistance Elizabeth Marquard Heather Lampman WPR Indexing Service Materials Park, Ohio 44073-0002 www.asminternational.org © 2008 ASM International. All Rights Reserved. ASM Handbook Volume 15: Casting (#05115G) www.asminternational.org Copyright # 2008 by ASM InternationalW All rights reserved No part of this book may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the written permission of the copyright owner. First printing, December 2008 This book is a collective effort involving hundreds of technical specialists. It brings together a wealth of information from worldwide sources to help scientists, engineers, and technicians solve current and long-range problems. Great care is taken in the compilation and production of this Volume, but it should be made clear that NO WARRANTIES, EXPRESS OR IMPLIED, INCLUDING, WITHOUT LIMITATION, WARRANTIES OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE, ARE GIVEN IN CONNECTION WITH THIS PUBLICATION. -

Title of Thesis: a MANUFACTURING PROCESS and MATERIALS DESIGN ADVISOR
ABSTRACT Title of Thesis: A MANUFACTURING PROCESS AND MATERIALS DESIGN ADVISOR Name of degree candidate: Arnn Kunchithapatham Degree and Year: Master of Science, 1996 Thesis directed by: Dr. Edward B. Magrab Professor, Department of Mechanical Engineering. A computer assisted tool, called the DESIGN ADVISOR, has been developed to help obtain a compatible set of candidate materials and manufacturing processes in a fast and straightforward manner. Information for seventeen manufacturing processes includes animations, written descriptions, still pictures and geometric design rules; information for forty-two materials includes written information and data. The DESIGN ADVISOR determines candidate manufacturing processes based on user-specified levels of one or more of seven manufacturing attributes; namely, surface condition, dimensional accuracy, complexity of shape, size, production run or production rate, and cost. The determination of candidate materials is based on the user-specified levels of one or more of eleven material attributes; namely, yield strength/density, fracture toughness/density, elastic modulus/density, high temperature strength/density, density, magnetic properties, electrical resistivity, thermal distortion, thermal insulation, solvent resistance, and cost. It also determines the suitability of candidate manufacturing processes with the candidate materials, and ranks the suitability of each candidate material within each candidate manufacturing process. J A MANUFACTURING PROCESS AND MATERIALS DESIGN ADVISOR by Arun Kunchithapatham Thesis submitted to the Faculty of the Graduate School of the University of Maryland in partial fulfillment of the requirements for the degree of Master of Science 1996 (1 I Advisory Committee: Professor Edward Magrab, Chairman/Advisor Associate Professor David Bigio Assistant Professor Majorie Natishan ,, ' ' I'. DEDICATION To my parents ii ACKNOWLEDGMENTS I would like to thank my advisor Dr. -

2- Shell Molding
Fig.(1-17): Schematics of continuous (left) and batch-type (right) sand muller. Plow blades move the sand and the muller wheels mix the components 2- Shell molding Fig.(1-18): Steps in shell molding Fig.(1-19): Two halves of a shell mold pattern Advantages: 1-Good surface finish (up to 2.5 mm) 2-Good dimensional accuracy (±0.25 mm) 3-Suitable for mass production Disadvantages: 1-Expensive metal pattern Area of application: Mass production of steel casting of less than 10 kg 3- Investment casting (lost wax casting) In investment casting, the pattern is made of wax, which melts after making the mold to produce the mold cavity. Production steps in investment casting are illustrated in the figure: Fig.(1-20): Advantages: 1- Arbitrary complexity of castings 2- Good dimensional accuracy 3- Good surface finish 4-No or little additional machining (net, or near-net process) 5-Wax can be reused Disadvantages: 1-Very expensive process 2-Requires skilled labor Area of application: 1-Small in size, complex parts such as art pieces, jewelry, dental fixtures from all types of metals. 2- Used to produce machine elements such as gas turbine blades, pinion gears, etc. which do not require or require only little subsequent machining. 1-2-2- Permanent Processes Mold Casting In contrary to sand casting, in permanent mold casting the mold is used to produce not a single but many castings. Steps in permanent mold casting Fig.(1-21): Steps in permanent mold casting: (1) mold is preheated and coated with lubricant for easier separation of the casting; (2) cores (if used) are inserted and mold is closed; 93) molten metal is poured into the mold; and (4) mold is open and finished part removed.