AUTOMOTIVE MANUFACTURING PROCESSES February 1981 Volume I - Overview 6
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Applications Chrysler E Class Base L4 2.6L Chrysler Lebaron Base L4
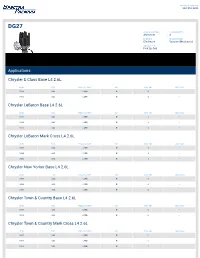
TECHNICAL SUPPORT 888-910-8888 DG27 SHROUD MATERIAL POST QUANTITY Aluminum 4 ROTATION ADVANCE TYPE Clockwise Vacuum/Mechanical TRIGGER TYPE Pick Up Coil Applications Chrysler E Class Base L4 2.6L YEAR FUEL FUEL DELIVERY ASP. ENG. VIN ENG. DESG 1984 GAS CARB N G - 1983 GAS CARB N G - Chrysler LeBaron Base L4 2.6L YEAR FUEL FUEL DELIVERY ASP. ENG. VIN ENG. DESG 1985 GAS CARB N G - 1984 GAS CARB N G - 1983 GAS CARB N G - Chrysler LeBaron Mark Cross L4 2.6L YEAR FUEL FUEL DELIVERY ASP. ENG. VIN ENG. DESG 1985 GAS CARB N G - 1984 GAS CARB N G - 1983 GAS CARB N G - Chrysler New Yorker Base L4 2.6L YEAR FUEL FUEL DELIVERY ASP. ENG. VIN ENG. DESG 1985 GAS CARB N G - 1984 GAS CARB N G - 1983 GAS CARB N G - Chrysler Town & Country Base L4 2.6L YEAR FUEL FUEL DELIVERY ASP. ENG. VIN ENG. DESG 1985 GAS CARB N G - 1984 GAS CARB N G - Chrysler Town & Country Mark Cross L4 2.6L YEAR FUEL FUEL DELIVERY ASP. ENG. VIN ENG. DESG 1985 GAS CARB N G - 1984 GAS CARB N G - 1983 GAS CARB N G - Dodge 400 Base L4 2.6L YEAR FUEL FUEL DELIVERY ASP. ENG. VIN ENG. DESG 1983 GAS CARB N G - Dodge 600 Base L4 2.6L YEAR FUEL FUEL DELIVERY ASP. ENG. VIN ENG. DESG 1985 GAS CARB N G - 1984 GAS CARB N G - 1983 GAS CARB N G - Dodge 600 ES L4 2.6L YEAR FUEL FUEL DELIVERY ASP. -
2021 Chrysler Nationals Event Guide
OFFICIAL EVENT GUIDE TABLE OF CONTENTS 5 WELCOME 7 SPECIAL GUESTS 8 EVENT HIGHLIGHTS 2021-22 EVENT SCHEDULE JAN. 15-17, 2021 11 SHOWFIELD HIGHLIGHTS AUTO MANIA ALLENTOWN PA FAIRGROUNDS JAN. 14-16, 2022 14 TRIBUTE TO MR. NORM WINTER CARLISLE NEW EVENT! AUTO EXPO CARLISLE EXPO CENTER JAN. 28-29, 2022 FEATURED VEHICLE 18 DISPLAYS WINTER AUTOFEST CANCELLED FOR 2021 LAKELAND FEATURED VEHICLE SUN ’n FUN, LAKELAND, FL FEB. 25-27, 2022 DISPLAY: MOPAR 22 LAKELAND WINTER FEB. 19-20, 2021 SURVIVORS COLLECTOR CAR AUCTION SUN ’n FUN, LAKELAND, FL FEB. 25-26, 2022 25 EVENT SCHEDULE SPRING CARLISLE APRIL 21-25, 2021* PRESENTED BY EBAY MOTORS APRIL 20-24, 2022 26 EVENT MAP CARLISLE PA FAIRGROUNDS SPRING CARLISLE APRIL 22-23, 2021 COLLECTOR CAR AUCTION 28 VENDORS: BY SPECIALTY CARLISLE EXPO CENTER APRIL 21-22, 2022 IMPORT & PERFORMANCE NATS. MAY 14-15, 2021 VENDORS: A-Z 34 CARLISLE PA FAIRGROUNDS MAY 13-14, 2022 FORD NATIONALS JUNE 4-6, 2021* 40 ABOUT OUR PARTNERS PRESENTED BY MEGUIAR’S CARLISLE PA FAIRGROUNDS JUNE 3-5, 2022 HELPFUL INFORMATION & JUNE 25-26, 2021 43 POLICIES GM NATIONALS CARLISLE PA FAIRGROUNDS JUNE 24-25, 2022 44 CONCESSIONS CHRYSLER NATIONALS JULY 9-11, 2021* CARLISLE PA FAIRGROUNDS JULY 15-17, 2022 47 CARLISLE EVENTS APP TRUCK NATIONALS AUG. 6-8, 2021* PRESENTED BY A&A AUTO STORES 49 AD INDEX CARLISLE PA FAIRGROUNDS AUG. 5-7, 2022 CORVETTES AT CARLISLE AUG. 26-28, 2021 PRESENTED BY TOP FLIGHT AUTOMOTIVE 49 OUR TEAM CARLISLE PA FAIRGROUNDS AUG. 25-27, 2022 FALL CARLISLE SEPT. -

Foundry Industry SOQ
STATEMENT OF QUALIFICATIONS Foundry Industry SOQ TRCcompanies.com Foundry Industry SOQ About TRC The world is advancing. We’re advancing how it gets planned and engineered. TRC is a global consulting firm providing environmentally advanced and technology‐powered solutions for industry and government. From solid waste, pipelines to power plants, roadways to reservoirs, schoolyards to security solutions, clients look to TRC for breakthrough thinking backed by the innovative follow‐ through of a 50‐year industry leader. The demands and challenges in industry and government are growing every day. TRC is your partner in providing breakthrough solutions that navigate the evolving market and regulatory environment, while providing dependable, safe service to our customers. We provide end‐to‐end solutions for environmental management. Throughout the decades, the company has been a leader in setting industry standards and establishing innovative program models. TRC was the first company to conduct a major indoor air study related to outdoor air quality standards. We also developed innovative measurements standards for fugitive emissions and ventilation standards for schools and hospitals in the 1960s; managed the monitoring program and sampled for pollutants at EPA’s Love Canal Project in the 1970s; developed the basis for many EPA air and hazardous waste regulations in the 1980s; pioneered guaranteed fixed‐price remediation in the 1990s; and earned an ENERGY STAR Partner of the Year Award for outstanding energy efficiency program services provided to the New York State Energy Research and Development Authority in the 2000s. We are proud to have developed scientific and engineering methodologies that are used in the environmental business today—helping to balance environmental challenges with economic growth. -

MSL Engineering Limited Platinum Blue House 1St Floor, 18 the Avenue Egham, Surrey, TW20 9AB
SMR Final Report 121404 Purpose of Issue Rev Date of Issue Author Agreed Approved Issued for information 0 Aug 2004 SM Issued for internal comment 1 November 2004 AFD DJM JB Issued as Final Report 2 December 2004 AFD DJM JB This Final report has been reviewed and approved by the Mineral Management Service. Approval does not signify that the contents necessarily reflect the views and policies of the Service, nor does mention of trade names or commercial products constitute endorsement or recommendation for use. This study was funded by the Mineral Management Service, U.S. Department of the Interior, Washington, D.C., under Contract Number 1435-01-04-CT-35320 ASSESSMENT OF REPAIR TECHNIQUES FOR AGEING OR DAMAGED STRUCTURES Project #502 DOC REF C357R001 Rev 1 NOV 2004 MSL Engineering Limited Platinum Blue House 1st Floor, 18 The Avenue Egham, Surrey, TW20 9AB Tel: +44 (0)1784 439194 Fax: +44 (0)1784 439198 E-mail: [email protected] C357R001Rev 2, December 2004 MMS Project #502 NUMBER DETAILS OF REVISION 0 Issued for information, August 2004 1 Issued for comment, November 2004. Extensive revisions throughout, including restructuring of report. 2 Issued as Final Report, December 2004. Conversion table added, Figure showing clamp details to avoid added, and general editorial revisions. C357R001Rev 2, December 2004 MMS Project #502 Assessment of Repair Techniques for Ageing or Damaged Structures By Dr. Adrian F Dier MSL Services Corporation Final Project Report: ASSESSMENT OF REPAIR TECHNIQUES FOR AGEING OR DAMAGED STRUCTURES MMS Project Number 502 November 2004 C357R001Rev 2, December 2004 i This Final report has been reviewed a nd approved by the Mineral Management Service. -

Galileo Reveals Best-Yet Europa Close-Ups Stone Projects A
II Stone projects a prom1s1ng• • future for Lab By MARK WHALEN Vol. 28, No. 5 March 6, 1998 JPL's future has never been stronger and its Pasadena, California variety of challenges never broader, JPL Director Dr. Edward Stone told Laboratory staff last week in his annual State of the Laboratory address. The Laboratory's transition from an organi zation focused on one large, innovative mission Galileo reveals best-yet Europa close-ups a decade to one that delivers several smaller, innovative missions every year "has not been easy, and it won't be in the future," Stone acknowledged. "But if it were easy, we would n't be asked to do it. We are asked to do these things because they are hard. That's the reason the nation, and NASA, need a place like JPL. ''That's what attracts and keeps most of us here," he added. "Most of us can work elsewhere, and perhaps earn P49631 more doing so. What keeps us New images taken by JPL's The Conamara Chaos region on Europa, here is the chal with cliffs along the edges of high-standing Galileo spacecraft during its clos lenge and the ice plates, is shown in the above photo. For est-ever flyby of Jupiter's moon scale, the height of the cliffs and size of the opportunity to do what no one has done before Europa were unveiled March 2. indentations are comparable to the famous to search for life elsewhere." Europa holds great fascination cliff face of South Dakota's Mount To help achieve success in its series of pro for scientists because of the Rushmore. -

Manufacturing Technology I Unit I Metal Casting
MANUFACTURING TECHNOLOGY I UNIT I METAL CASTING PROCESSES Sand casting – Sand moulds - Type of patterns – Pattern materials – Pattern allowances – Types of Moulding sand – Properties – Core making – Methods of Sand testing – Moulding machines – Types of moulding machines - Melting furnaces – Working principle of Special casting processes – Shell – investment casting – Ceramic mould – Lost Wax process – Pressure die casting – Centrifugal casting – CO2 process – Sand Casting defects. UNIT II JOINING PROCESSES Fusion welding processes – Types of Gas welding – Equipments used – Flame characteristics – Filler and Flux materials - Arc welding equipments - Electrodes – Coating and specifications – Principles of Resistance welding – Spot/butt – Seam – Projection welding – Percusion welding – GS metal arc welding – Flux cored – Submerged arc welding – Electro slag welding – TIG welding – Principle and application of special welding processes – Plasma arc welding – Thermit welding – Electron beam welding – Friction welding – Diffusion welding – Weld defects – Brazing – Soldering process – Methods and process capabilities – Filler materials and fluxes – Types of Adhesive bonding. UNIT III BULK DEFORMATION PROCESSES Hot working and cold working of metals – Forging processes – Open impression and closed die forging – Characteristics of the process – Types of Forging Machines – Typical forging operations – Rolling of metals – Types of Rolling mills – Flat strip rolling – Shape rolling operations – Defects in rolled parts – Principle of rod and wire drawing – Tube drawing – Principles of Extrusion – Types of Extrusion – Hot and Cold extrusion – Equipments used. UNIT IV SHEET METAL PROCESSES Sheet metal characteristics – Typical shearing operations – Bending – Drawing operations – Stretch forming operations –– Formability of sheet metal – Test methods – Working principle and application of special forming processes – Hydro forming – Rubber pad forming – Metal spinning – Introduction to Explosive forming – Magnetic pulse forming – Peen forming – Super plastic forming. -

Computers in Foundries
Computers in Foundries Dr Thoguluva Raghavan Vijayaram* and Dr Paolo Piccardo** * Principal Lecturer, Faculty of Engineering and Technology, FET MMU, Multimedia University, Melaka Campus Melaka, Malaysia ** Professor, Dipartimento di Chimicae Chimica Industriale, DCCI, Sezione di Chimica Inorganicae Metallurgia, Genoa University, Genoa, Italy ABSTRACT RIASSUNTO Computers have now entered into the foundry I computer sono entrati prepotentemente nella fonderia, engineering. Foundry mechanization and modernization un’arte antica che si è evoluta in una scienza moderna. La are of considerable importance today when the foundry fonderia è oggi completamente monitorata e controllata has evolved from an ancient art into a modern science dal computer, che assume un’importanza primaria per and it is fully controlled and monitored by computers. migliorare la qualità dei getti e la produttività. Dal punto Modernization is the only key to improve casting quality di vista industriale, i PC sono da tempo utilizzati nelle and productivity. From industrial point of view, they aree amministrative della finanza, contabilità, gestione have been in use in the administrative areas of finance, del personale, salari, stipendi, gestione del magazzino. accounting, personnel records, wage, salaries, and Attualmente molti sistemi di macchine per fonderia sono inventory control for a long period. Many foundry machine computerizzati. Grazie al computer la fatica e lo stress systems are computerized. Due to the entry of computers per i lavoratori e lo staff si sono ridotti notevolmente. La in foundries, fatigue and strain on the workers and staffs cultura del lavoro è notevolmente migliorata, e con essa si have been considerably reduced during working and sono sviluppati il coinvolgimento, la creatività e il senso di work culture has improved tremendously. -

Ea91-O10 Date Closed
------------------------------- ODT RESUME ------------------------------- INVESTIGATION: EA91-O10 DATE CLOSED :31-DEC-91 SUBJECT GEAR SHIFT LEVER FAILURE PROMPTED BY : DP90-014 -------------------------------------- L. STRICKLAND/ --------------------------------ENGINEER MFR: CHRYSLER CORPORATION MODEL(S) : FRONT WHEEL DRIVE MODELS WITH AUTOMATIC TRANSMISSION, 4-CYL ENGINE, AND COLUMN MOUNTED SHIFT LEVER MODEL YR -------------------------------------------------------------------------SYNOPSIS: ALLEGED FAILURE OF TRANSMISSION PARK LOCK SYSTEM ALLOWS INADVERTENT SHIFT FROM PARK TO REVERSE, PERMITTING VEHICLE ROLLAWAY. VEHICLE POPULATION: 3.84 MILLION FAILURE REPORT ANALYSIS BASIS: ----------------TOTALS 11, 2015 June -------------------------COMPLAINTS:on archived--------------------------------318 ACCIDENTS : 212 13-55761 INJ ACCID : No. 109 Group, # INJURED : Chrysler 111 FAT ACCID v.: 7 in Pavoni # citedFATALS 7 OTHER 0 DESCRIPTION OF OTHER: -------------------------------------------------------------------------ACTION:THIS ENGINEERING ANALYSIS EN CLOSED. , ý 43-!ý / BRCH CHF ( f1'h DIV CHF OFC ýDIR ` ýLe -j'-__ DATE DATE YAE -------------------------------------------------------------------------- SUMMARY: REFER TO THE ENGINEERING ANALYSIS CLOSING REPORT. ,9,op EA91-O10 Page 1 ENGINEERING ANALYSIS CLOSING REPORT SUBJECT: ALLEGED MALFUNCTION OF AUTOMATIC TRANSMISSION PARK LOCK SYSTEM IN 1981-1990 CHRYSLER MOTORS CORPORATION VEHICLES EA No.: EA91-O10 Date Opened: 10-DEC-90 Date Closed: DEC 3 1 1991 BASIS: The Center for Auto Safety -
Technology Reference Guide for Radioactively Contaminated Media
United States Office of Radiation and Indoor Air EPA 402-R-07-004 Environmental Radiation Protection Program October 2007 Protection Agency (6608J) Technology Reference Guide for Radioactively Contaminated Media TECHNOLOGY REFERENCE GUIDE FOR RADIOACTIVELY CONTAMINATED MEDIA EPA - 402-R-07-004 U.S. Environmental Protection Agency Office of Air and Radiation Office of Radiation and Indoor Air Radiation Protection Division Center for Radiation Site Cleanup Prepared Under: Contract No. 4W-2323-YTSX DISCLAIMER This Technology Guide, developed by USEPA, is meant to be a summary of information available for technologies demonstrated to be effective for treatment of radioactively contaminated media. Inclusion of technologies in this Guide should not be viewed as an endorsement of either the technology or the vendor by USEPA. Similarly, exclusion of any technology should not be viewed as not being endorsed by USEPA; it merely means that the information related to that technology was not so readily available during the development of this Guide. Also, the technology-specific performance and cost data presented in this document are somewhat subjective as they are from a limited number of demonstration projects and based on professional judgment. In addition, all images used in this document are from public domain or have been used with permission. i ACKNOWEDGEMENTS This Guide was developed by the Radiation Protection Division (RPD) of EPA’s Office of Radiation and Indoor Air (ORIA). Mr. Edward Feltcorn of ORIA’s Center for Radiation Site Cleanup, -

Applications Chrysler Concorde Base V6 3.5L Chrysler
TECHNICAL SUPPORT 888-910-8888 ST159 COMMENTS INCLUDES 1 STRAP; 49-1/4 in. Applications Chrysler Concorde Base V6 3.5L YEAR FUEL FUEL DELIVERY ASP. ENG. VIN ENG. DESG 1997 GAS FI N F - 1996 GAS FI N F - 1995 GAS FI N F - 1994 GAS FI N F - 1993 GAS FI N F - Chrysler Concorde Base V6 3.3L YEAR FUEL FUEL DELIVERY ASP. ENG. VIN ENG. DESG 1995 FLEX FI N U - 1995 GAS FI N T - 1994 FLEX FI N U - 1994 GAS FI N T - 1993 GAS FI N T - Chrysler Concorde LX V6 3.5L YEAR FUEL FUEL DELIVERY ASP. ENG. VIN ENG. DESG 1997 GAS FI N F - 1996 GAS FI N F - Chrysler Concorde LX V6 3.3L YEAR FUEL FUEL DELIVERY ASP. ENG. VIN ENG. DESG 1996 GAS FI N T - Chrysler Concorde LXi V6 3.5L YEAR FUEL FUEL DELIVERY ASP. ENG. VIN ENG. DESG 1997 GAS FI N F - 1996 GAS FI N F - Chrysler Intrepid Base V6 3.3L YEAR FUEL FUEL DELIVERY ASP. ENG. VIN ENG. DESG 1997 GAS FI N T - 1996 GAS FI N T - 1995 FLEX FI N U - 1995 FLEX FI N U - 1995 GAS FI N T - 1994 FLEX FI N U - 1993 GAS FI N T - Chrysler Intrepid Base V6 3.5L YEAR FUEL FUEL DELIVERY ASP. ENG. VIN ENG. DESG 1997 GAS FI N F - 1996 GAS FI N F - 1995 GAS FI N F - 1994 GAS FI N F - 1993 GAS FI N F - Chrysler Intrepid ES V6 3.5L YEAR FUEL FUEL DELIVERY ASP. -

Shell Mold Casting
Shell Mold Casting Shell mold casting or shell molding is a metal casting process in manufacturing industry in which the mold is a thin hardened shell of sand and thermosetting resin binder backed up by some other material. Shell mold casting is particularly suitable for steel castings under 10 kg; however almost any metal that can be cast in sand can be cast with shell molding process. Also much larger parts have been manufactured with shell molding. Typical parts manufactured in industry using the shell mold casting process include cylinder heads, gears, bushings, connecting rods, camshafts and valve bodies. The Process The first step in the shell mold casting process is to manufacture the shell mold. The sand we use for the shell molding process is of a much smaller grain size than the typical greensand mold. This fine grained sand is mixed with a thermosetting resin binder. A special metal pattern is coated with a parting agent; (typically silicone), which will latter facilitate in the removal of the shell. The metal pattern is then heated to a temperature of (175 °C-370 °C) . The sand mixture is then poured or blown over the hot casting pattern. Due to the reaction of the thermosetting resin with the hot metal pattern a thin shell forms on the surface of the pattern. The desired thickness of the shell is dependent upon the strength requirements of the mold for the particular metal casting application. A typical industrial manufacturing mold for a shell molding casting process could be 7.5mm thick. The thickness of the mold can be controlled by the length of time the sand mixture is in contact with the metal casting pattern. -

ME477: Manufacturing Processes Introduction Manufacturing
Concept Introduction Design • Manufacturing? Organization Make or Buy – Making goods and articles ME477: – Shaping and treating Materials Virtual Product to perform desirable functions Organization • Manufacturing Processes Manufacturing Processes – Casting – Powder Processing (Shape, Raw Materials Material, – Forming Tolerance Patrick Kwon – Machining & Cost) Manufacturing – Surface processing Process Department of Mechanical Engineering – Joining Michigan State University • To make good and articles - A Manufacturing sequence of processes must be Process East Lansing, Michigan chosen, based on shape, material, tolerance and cost Manufacturing • Before MFG, a Make or Buy Process decision – Process Design 1 – Production Systems Part 2 Manufacturing as a set of Manufacturing processes • Manufacturing: 20% of U.S. GNP Power Management • Service sector: 70% of U.S. GNP (retail, transportation, banking, education, Labor Facility Machine communication, insurance and government). • Agriculture, Construction etc.: 10% of U.S. GNP • Manufacture comes from the Latin words manus A set Raw Materials Part (hand) and factus (make). of Processes • Definition: the application of physical and Concurrent or chemical processes to alter the geometries, Simultaneous Waste properties and appearance of a starting material Engineering in order to make and assemble it into a product. 3 4 Manufacturing Processes More Manufacturing Processes Deformation Processing Machining Polymer Processing Composite Processing Microelectronic Processing Casting Process Open