Shell Mold Casting
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Low-Pressure Casting of Aluminium Alsi7mg03 (A356) in Sand and Permanent Molds
MATEC Web of Conferences 326, 06001 (2020) https://doi.org/10.1051/matecconf/202032606001 ICAA17 Low-Pressure Casting of Aluminium AlSi7Mg03 (A356) in Sand and Permanent Molds Franco Chiesa1*, Bernard Duchesne2, and Gheorghe Marin1 1Centre de Métallurgie du Québec, 3095 Westinghouse, Trois-Rivières, Qc, Canada G9A 5E1 2Collège de Trois-Rivières, 3500 de Courval, Trois-Rivières, Qc, Canada, G9A 5E6 Abstract. Aluminium A356 (AlSi7Mg03) is the most common foundry alloy poured in sand and permanent molds or lost-wax shells. Because of its magnesium content, this alloy responds to a precipitation hardening treatment. The strength and ductility combination of the alloy can be varied at will by changing the temper treatment that follows the solutionizing and quenching of the part. By feeding the mold from the bottom, the low-pressure process provides a tranquil filling of the cavity. A perfect control of the liquid metal stream is provided by programming the pressure rise applied on the melt surface. It compares favorably to the more common gravity casting where a turbulent filling is governed by the geometry of the gating system. 1 The low-pressure permanent 2) The very efficient feeding achieved via the mold process bottom feeder tube by applying a pressure of up to one atmosphere to the melt; the resulting yield is very high, typically 80-90% versus 50-60% for The low-pressure permanent mold casting gravity casting. However, the low-pressure (LPPM) [1], schematized in Figure 1a and shown process cannot pour any casting geometries. in Figure 1b and 1c, is a common process Low-pressure sand casting (LPS) is much less producing high quality castings resulting from common than LPPM; the sand mold rests on top two main characteristics: of the pressurized enclosure as shown in Figure 1) The perfectly controlled quiescent filling 1d. -

OVERVIEW of FOUNDRY PROCESSES Contents 1
Cleaner Production Manual for the Queensland Foundry Industry November 1999 PART 5: OVERVIEW OF FOUNDRY PROCESSES Contents 1. Overview of Casting Processes...................................................................... 3 2. Casting Processes.......................................................................................... 6 2.1 Sand Casting ............................................................................................ 6 2.1.1 Pattern Making ................................................................................... 7 2.1.2 Mould Making ..................................................................................... 7 2.1.3 Melting and Pouring ........................................................................... 8 2.1.4 Cooling and Shakeout ........................................................................ 9 2.1.5 Sand Reclamation .............................................................................. 9 2.1.6 Fettling, Cleaning and Finishing....................................................... 10 2.1.7 Advantages of Sand Casting............................................................ 10 2.1.8 Limitations ........................................................................................ 10 2.1.9 By-products Generated .................................................................... 10 2.2 Shell Moulding ........................................................................................ 13 2.2.1 Advantages...................................................................................... -

Implementation of Metal Casting Best Practices
Implementation of Metal Casting Best Practices January 2007 Prepared for ITP Metal Casting Authors: Robert Eppich, Eppich Technologies Robert D. Naranjo, BCS, Incorporated Acknowledgement This project was a collaborative effort by Robert Eppich (Eppich Technologies) and Robert Naranjo (BCS, Incorporated). Mr. Eppich coordinated this project and was the technical lead for this effort. He guided the data collection and analysis. Mr. Naranjo assisted in the data collection and analysis of the results and led the development of the final report. The final report was prepared by Robert Naranjo, Lee Schultz, Rajita Majumdar, Bill Choate, Ellen Glover, and Krista Jones of BCS, Incorporated. The cover was designed by Borys Mararytsya of BCS, Incorporated. We also gratefully acknowledge the support of the U.S. Department of Energy, the Advanced Technology Institute, and the Cast Metals Coalition in conducting this project. Disclaimer This report was prepared as an account of work sponsored by an Agency of the United States Government. Neither the United States Government nor any Agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any Agency thereof. The views and opinions expressed by the authors herein do not necessarily state or reflect those of the United States Government or any Agency thereof. -

Compression Behavior of Entrapped Gas in High Pressure Diecasting
Materials Transactions, Vol. 53, No. 3 (2012) pp. 483 to 488 ©2012 Japan Foundry Engineering Society Compression Behavior of Entrapped Gas in High Pressure Diecasting Yasushi Iwata, Shuxin Dong, Yoshio Sugiyama and Hiroaki Iwahori Toyota Central R&D Labs., Inc., Nagakute 480-1192, Japan Die castings generally contain a large quantity of porosities due to the entrapment of air or gas in molten metal during mold filling. Although the entrapped air or gas is compressed by high casting pressure during pressurization, it will eventually remain in the castings as defects after solidification. Therefore, it is important to clarify the relation between the volume of gas defects and the pressure applied to the molten metal so as to optimize the casting design. In this study, we investigated the compression behavior of entrapped gas during casting. We determined the volume of gas defects and gas content in die castings by density measurement and vacuum fusion extraction method respectively. Then we calculated the gas pressure in the defects from the above volume of defects and gas content, and compared with the die casting pressure. The calculated gas pressure in the defects was found to be not equal to the die casting pressure, but equal to the pressure of the molten metal just before it dropped abruptly due to the complete blocking of the liquid metal channel by solidification. From the experimental results, the behavior of the entrapped gas can be inferred as follows. Immediately after the mold was filled with molten metal, the entrapped gas was instantly compressed. After that, the pressure of molten metal decreased gradually with the progress of solidification of the molten metal channel, and the volume of entrapped gas increased correspondingly until the pressure of the molten metal dropped abruptly. -

Extrusion Blow Molding ___Fiberg
Woman Owned Small Busines • ITAR Certified 710 South Patrick Drive • Satellite Beach, Florida 32937 321.536.2611 • [email protected] • www.rapidps.com ABS • POLYCARBONATE • POLYPHENYLSULFONE • ULTEM ADVANCED APPLICATIONS _____________________________ RTV MOLDS __________________________ Parts produced can be used in lots of different manufacturing applications. Parts built using RPS provide the fast, accurate and af- Parts can be painted, electroplated and drilled. They can also be used in ad- fordable patterns that drive RTV molding. By replacing vanced applications such as investment castings, RTV molding and sand cast- machined patterns, the entire process can be com- ing. Each application includes the benefits to using an RPS part with detailed pleted in 2-3 days. And unlike machining, complex instructions. and intricate shapes have no effect on the time or cost for the RPS pattern. ELECTROPLATING ____________________ Electroplating deposits a thin layer of metal on the RTV MOLDING SOLUBLE CORE _________ surface of a part built. This improves the part’s me- Complex geometries normally requiring core removal chanical properties and gives the appearance of pro- such as curved hoses, water tanks, bottles, and arterial duction metal or plated parts and provides a hard, structures are good examples where it may be helpful wear-resistant surface with reflective properties. to use this alternative method. Instead of building the core in thermoplastic material (traditional RPS build EXTRUSION BLOW MOLDING __________ process) the mold is built in the Water Soluble sup- Polycarbonate RPS molds are used in the blow port material making it easy to dissolve away the mate- molding process, reducing lead time and expense. -

Defect Analysis for Sand Casting Process (Case Study in Foundry of Kombolcha Textile Share Company)
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 07 Issue: 01 | Jan 2020 www.irjet.net p-ISSN: 2395-0072 Defect Analysis for Sand Casting process (Case Study in foundry of Kombolcha Textile Share Company) Wossenu Ali Wollo University, Kombolcha Institute of Technology, Mechanical Engineering Department, Kombolcha, Ethiopia ---------------------------------------------------------------------***---------------------------------------------------------------------- Abstract - This research aimed to identify the cause of casting product. Deviation of any process parameter casting defect and to suggest possible remedies in order will cause one or more casting defects on the product. to produce conforming casting product in the foundry of Kombolcha textile share company, Ethiopia. During A few manufacturing industries are found in Ethiopia casting defect analysis, the common casting defects in which casting process is the one that uses to produce blowholes, pinholes and shrinkage were identified. The metallic parts. These parts use for internal customers major and minor process variables which were who wants to substitute their broken spare parts. Since responsible for each casting defects were indicated using the process is supported by shop-floor trial and there is fishbone diagram. For analysis of possible causes, shortage of skilled workers, the casting products Experiments were conducted for moulding sand to produced are not quality product to satisfy customers determine clay content and grain fineness number need. Solving this problem in these foundries is (GFN). For defective part, composition analysis using important to satisfy customers need. spectrometer was also done. Analysis showed that high Casting process in foundry of Kombolcha textile clay content (52.7%) of moulding sand, wrong gating Share Company produces parts such as Armature disk, system design, incorrect pattern design and unknown front flange, real flange, and pulley of different size, pouring temperature were responsible for the defects. -

Process Type Description Adhesive Application F+S Used to Bond Non-Metal Components. Adhesives Are Applied Either by Hand Or In
Process Type Description Used to bond non-metal components. Adhesives are applied either by hand or in a spray Adhesive Application F+S booth controlled for air emissions. A two-step process by which the aluminum is first dissolved in a caustic bath and then Aluminum Making VENDOR precipitated out in crystals. This two-step process can be circumvented by using recycled scrap that is melted down to form new parts. Most stainless steels receive a final annealing (a heat treatment that refines the Anneal and Pickle VENDOR material's mechanical properties) and pickling (an acid wash that removes furnace scale from annealing and helps promote the passive surface film that naturally occurs). An electrolytic passivation process used to increase the thickness of the natural oxide Anodizing VENDOR layer on aluminum. Produces a protective surface that inhibits further oxidation (corrosion). F+S / Process that provides a matte/etched looking surface finish to material by applying fine Bead Blasting VENDOR glass beads at low pressure. Process in which a Fiber-Reinforced Polymer and metal granule matrix is blended and Bonded Metal Casting F+S cast in a mold. A mechanical process in which material is shaped at a single angle along a straight axis. Brake Forming F+S The process can be repeated to form more complicated shapes. An annealing process carried out in a controlled atmosphere furnace or vacuum so that Bright Annealing VENDOR oxidation is reduced to a minimum and the surface remains relatively bright. Metalworking process in which sheet metal is rolled out at room temperature, changing Calendaring VENDOR the molecular structure to make it harder and more resistant to scratching. -

Minimization of Casting Defects in Aluminum Alloy Wheels of Grade A356.2 K.Pundari Kaksha #1 P.Satish Reddy #2 N.Guru Murthy #3 S.Siva Kumar #4 PG Scholar, Assoc
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by International Journal of Science Engineering and Advance Technology (IJSEAT) ISSN 2321-6905 February- 2018 International Journal of Science Engineering and Advance Technology, IJSEAT, Vol. 6, Issue 2 Minimization of Casting Defects In Aluminum Alloy Wheels of Grade A356.2 K.Pundari Kaksha #1 P.Satish Reddy #2 N.Guru Murthy #3 S.Siva Kumar #4 PG Scholar, Assoc. Professor, Asst Professor, Asst Professor Dept of Mechanical Engineering, Prasiddha College of Engg & Tech, Anathavaram [email protected],[email protected],[email protected], [email protected] So, precautions should be taken while casting the wheel. Throughout the production of aluminum ABSTRACT: alloy wheels the typically used raw material is Al- The primary motive of this project is Si casting alloys. As of their good casting identification of the casting defects in Aluminium properties and due to these alloys will provide good alloy wheels, to reduce the losses due to scrap and corrosion resistance and strength so that vehicle rework and also applications of techniques to can acclimatize to road and weather condition. reduce the defects to a minimum level. To identify 1.1 A356.2-COMPOSITION: the defects in the product, the process adopted in casting, inspection and testing procedures are Al - 92.4% studied. Reasons for defects in hub, spoke and rim Si - 6.5%-7.5% are identified. Number of defects occurred in hub, spoke and rim are collected and techniques to Mg - 0.25-0.45% minimize these are suggested. -

Foundry Industry SOQ
STATEMENT OF QUALIFICATIONS Foundry Industry SOQ TRCcompanies.com Foundry Industry SOQ About TRC The world is advancing. We’re advancing how it gets planned and engineered. TRC is a global consulting firm providing environmentally advanced and technology‐powered solutions for industry and government. From solid waste, pipelines to power plants, roadways to reservoirs, schoolyards to security solutions, clients look to TRC for breakthrough thinking backed by the innovative follow‐ through of a 50‐year industry leader. The demands and challenges in industry and government are growing every day. TRC is your partner in providing breakthrough solutions that navigate the evolving market and regulatory environment, while providing dependable, safe service to our customers. We provide end‐to‐end solutions for environmental management. Throughout the decades, the company has been a leader in setting industry standards and establishing innovative program models. TRC was the first company to conduct a major indoor air study related to outdoor air quality standards. We also developed innovative measurements standards for fugitive emissions and ventilation standards for schools and hospitals in the 1960s; managed the monitoring program and sampled for pollutants at EPA’s Love Canal Project in the 1970s; developed the basis for many EPA air and hazardous waste regulations in the 1980s; pioneered guaranteed fixed‐price remediation in the 1990s; and earned an ENERGY STAR Partner of the Year Award for outstanding energy efficiency program services provided to the New York State Energy Research and Development Authority in the 2000s. We are proud to have developed scientific and engineering methodologies that are used in the environmental business today—helping to balance environmental challenges with economic growth. -
A Work Study on Minimize the Defect in Aluminium Casting
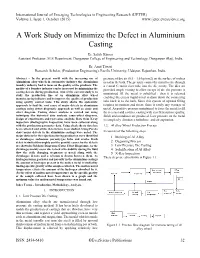
International Journal of Emerging Technologies in Engineering Research (IJETER) Volume 3, Issue 1, October (2015) www.ijeter.everscience.org A Work Study on Minimize the Defect in Aluminium Casting Er. Satish Kumar Assistant Professor, M.E Department, Dungarpur College of Engineering and Technology, Dungarpur (Raj), India. Er. Amit Tiwari Research Scholar, (Production Engineering), Pacific University, Udaipur, Rajasthan, India. Abstract – In the present world with the increasing use of pressure of dry air (0.5 ~ 1.0 kg/mm2) on the surface of molten Aluminium alloy wheels in automotive industry the Aluminium metal in the bath. The pressure causes the metal to rise through foundry industry had to focus on the quality of the products. The a central Ceramic riser tube into the die cavity. The dies are quality of a foundry industry can be increased by minimizing the provided ample venting to allow escape of air, the pressure is casting defects during production. Aim of the current study is to maintained till the metal is solidified ; then it is released study the production line of an aluminium alloy wheel manufacturing industry and to improve the quality of production enabling the excess liquid metal to drain down the connecting using quality control tools. This study shows the systematic tube back in to the bath. Since this system of upward filling approach to find the root cause of major defects in aluminium requires no runners and risers, there is rarely any wastage of castings using defect diagnostic approach as well as cause and metal. As positive pressure maintained to force the metal to fill effect diagram. -

MSL Engineering Limited Platinum Blue House 1St Floor, 18 the Avenue Egham, Surrey, TW20 9AB
SMR Final Report 121404 Purpose of Issue Rev Date of Issue Author Agreed Approved Issued for information 0 Aug 2004 SM Issued for internal comment 1 November 2004 AFD DJM JB Issued as Final Report 2 December 2004 AFD DJM JB This Final report has been reviewed and approved by the Mineral Management Service. Approval does not signify that the contents necessarily reflect the views and policies of the Service, nor does mention of trade names or commercial products constitute endorsement or recommendation for use. This study was funded by the Mineral Management Service, U.S. Department of the Interior, Washington, D.C., under Contract Number 1435-01-04-CT-35320 ASSESSMENT OF REPAIR TECHNIQUES FOR AGEING OR DAMAGED STRUCTURES Project #502 DOC REF C357R001 Rev 1 NOV 2004 MSL Engineering Limited Platinum Blue House 1st Floor, 18 The Avenue Egham, Surrey, TW20 9AB Tel: +44 (0)1784 439194 Fax: +44 (0)1784 439198 E-mail: [email protected] C357R001Rev 2, December 2004 MMS Project #502 NUMBER DETAILS OF REVISION 0 Issued for information, August 2004 1 Issued for comment, November 2004. Extensive revisions throughout, including restructuring of report. 2 Issued as Final Report, December 2004. Conversion table added, Figure showing clamp details to avoid added, and general editorial revisions. C357R001Rev 2, December 2004 MMS Project #502 Assessment of Repair Techniques for Ageing or Damaged Structures By Dr. Adrian F Dier MSL Services Corporation Final Project Report: ASSESSMENT OF REPAIR TECHNIQUES FOR AGEING OR DAMAGED STRUCTURES MMS Project Number 502 November 2004 C357R001Rev 2, December 2004 i This Final report has been reviewed a nd approved by the Mineral Management Service. -

Hand Spinning and CNC Spinning
Hand Spinning and CNC Spinning 931 N. Ridge Avenue, Lombard, IL 60148 Phone: 630.268.9292 • Fax: 630.268.9393 [email protected] • www. helandermetal.com Metal Spinning, a Bridge Between Craft and Automation Metal Spinning is a metalworking process that stands firmly between the artisans and craftsmen of the past and the machine tool automation of the present and future. It is a process certain to benefit from the high volume manufacturing techniques being developed, while still demanding high levels of individual craftsmanship. Manufacturers choosing to work in metal spinning will tap into the high production capabilities of an automated shop floor, but also require manual spinning to create more intricate architectural and decorative products. Combining both of these techniques allows for the mass production of the bulk of a product line through CNC automation, while finishing it up with hand spinning creating a product that is hand-worked. Metal Spinning Technology: A Closer Look On the surface, the spinning process is a simple one. A formed block, or mandrel, is mounted in the center drive section of a lathe. This formed block is the part that defines the shape of the final product. The block is machined from a variety of materials, including wood, polyurethane, aluminum and steel, each having its own strengths and weaknesses. A pre-sized metal disk, called the work piece, is then clamped against the ‘front’ of the block by a pressure pad. This pressure pad is also attached to the tailstock of the lathe. The block and the attached work piece are then rotated at high speeds.