Chapter 11 METAL CASTING PROCESSES
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Chapter 11: Metal Casting Processes and Equipment
Manufacturing Engineering Technology in SI Units, 6th Edition Chapter 11: Metal Casting Processes and Equipment Copyright © 2010 Pearson Education South Asia Pte Ltd Chapter Outline ¨ Introduction ¨ Expendable-mold, Permanent-pattern Casting Processes ¨ Expendable-mold, Expendable-pattern Casting Processes ¨ Permanent-mold Casting Processes ¨ Casting Techniques for Single-crystal Components ¨ Rapid Solidification ¨ Inspection of Castings ¨ Melting Practice and Furnaces ¨ Foundries and Foundry Automation Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ Various casting processes developed over time to meet specific design requirements Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ Molding categories: 1. Expendable molds 2. Permanent molds 3. Composite molds Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ General characteristics of sand casting and casting processes are summarized Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting ¨ Most prevalent form of casting ¨ Application for machine bases, large turbine impellers, propellers, plumbing fixtures Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting Sand ¨ Sand-casting operations use silica sand as the mold material ¨ Sand is inexpensive and suitable high melting point process ¨ 2 types of sand: naturally bonded (bank sand) and synthetic (lake sand) ¨ Fine grained sand enhances mold strength and lower mold permeability Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting Types of Sand Molds 3 basic types: 1. Green-sand mold Sand in the mold is moist or damp while the metal is being poured into it 2. Cold-box mold Organic and inorganic binders are blended into the sand to bond the grains chemically 3. -
The One-Shot Casting Process What Is One-Shot Casting?
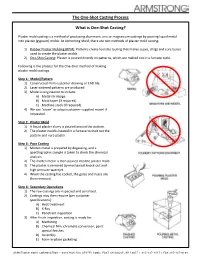
The One-Shot Casting Process What is One-Shot Casting? Plaster mold casting is a method of producing aluminum, zinc or magnesium castings by pouring liquid metal into plaster (gypsum) molds. At Armstrong Mold, there are two methods of plaster mold casting: 1) Rubber Plaster Molding (RPM): Patterns create foundry tooling that makes copes, drags and core boxes used to create the plaster molds. 2) One-Shot Casting: Plaster is poured directly on patterns, which are melted out in a furnace cycle. Following is the process for the One-Shot method of making plaster mold castings. Step 1: Model/Pattern 1) Constructed from customer drawing or CAD file. 2) Laser-sintered patterns are produced. 3) Model is engineered to include: A) Metal shrinkage. B) Mold taper (if required) C) Machine stock (if required). 4) We can "clone" or adapt customer-supplied model if requested. Step 2: Plaster Mold 1) A liquid plaster slurry is poured around the pattern. 2) The plaster mold is heated in a furnace to melt out the pattern and cure plaster. Step 3: Pour Casting 1) Molten metal is prepared by degassing, and a spectrographic sample is taken to check the chemical analysis. 2) The molten metal is then poured into the plaster mold. 3) The plaster is removed by mechanical knock-out and high pressure waterjet. 4) When the casting has cooled, the gates and risers are then removed. Step 4: Secondary Operations 1) The raw castings are inspected and serialized. 2) Castings may then require (per customer specifications): A) Heat treatment B) X-Ray C) Penetrant inspection 3) After finish inspection, casting is ready for: A) Machining B) Chemical film, chromate conversion, paint special finishes D) Assembly E) Form-in-place gasketing. -

A New Ceramic Casting Mold Made by Gel Casting Using Silica Sol As a Binder
BFSZU Zawrah et al. Vol.38-Dec.2016 A NEW CERAMIC CASTING MOLD MADE BY GEL CASTING USING SILICA SOL AS A BINDER Mahmoud F. Zawrah (1), Sayed A. Abdullah (2), Reham M. Khattab (1), Ibrahim M. Ibrahim (2), Waleed F. Youssef (3) (1) National Research Center, Department of Ceramics. (2) Shoubra Faculty of Engineering, Benha University, Department of Mechanical Engineering. (3) Faculty of Engineering, Sinai University, Department of Mechanical Engineering. ABSTRACT This Paper presents a new ceramic casting mold made by gel casting using silica sol as a binder. The new ceramic mold is consisted of an alumina- mullite-zirconia matrix with the ratios of 38.332 wt. % alumina, 34.378 wt. % mullite, and 27.294 wt. % zirconia respectively, the slurry is mixed then the gelling agent is added and poured into the pattern. After gelation the mold is extracted and left to dry, then sintered. There are three main defects appear in the mold fabrication process. The 1st defect is the mold cracking, as a result of forced shrinkage of mold into pattern. The 2nd defect is the bad gelation behavior of mold, as a result of non equal gelling time. The last defect is mold surface cracks, due to increased silica ratio added to the mixture. As zirconia increased the bulk density and apparent porosity is increased, leading to higher mold permeability which is important to eliminate trapping of residual gases. The increased zirconia content decreases the micro hardness and the cold crushing strength, but increases the thermal shock resistance due to phase transformation during sintering. The ceramic mold is applicable for nodular cast iron so that the mold is hard enough to withstand the forces of spheroidal graphite formation when nodular cast iron is poured into the ceramic mold. -

Manufacturing Technology I Unit I Metal Casting
MANUFACTURING TECHNOLOGY I UNIT I METAL CASTING PROCESSES Sand casting – Sand moulds - Type of patterns – Pattern materials – Pattern allowances – Types of Moulding sand – Properties – Core making – Methods of Sand testing – Moulding machines – Types of moulding machines - Melting furnaces – Working principle of Special casting processes – Shell – investment casting – Ceramic mould – Lost Wax process – Pressure die casting – Centrifugal casting – CO2 process – Sand Casting defects. UNIT II JOINING PROCESSES Fusion welding processes – Types of Gas welding – Equipments used – Flame characteristics – Filler and Flux materials - Arc welding equipments - Electrodes – Coating and specifications – Principles of Resistance welding – Spot/butt – Seam – Projection welding – Percusion welding – GS metal arc welding – Flux cored – Submerged arc welding – Electro slag welding – TIG welding – Principle and application of special welding processes – Plasma arc welding – Thermit welding – Electron beam welding – Friction welding – Diffusion welding – Weld defects – Brazing – Soldering process – Methods and process capabilities – Filler materials and fluxes – Types of Adhesive bonding. UNIT III BULK DEFORMATION PROCESSES Hot working and cold working of metals – Forging processes – Open impression and closed die forging – Characteristics of the process – Types of Forging Machines – Typical forging operations – Rolling of metals – Types of Rolling mills – Flat strip rolling – Shape rolling operations – Defects in rolled parts – Principle of rod and wire drawing – Tube drawing – Principles of Extrusion – Types of Extrusion – Hot and Cold extrusion – Equipments used. UNIT IV SHEET METAL PROCESSES Sheet metal characteristics – Typical shearing operations – Bending – Drawing operations – Stretch forming operations –– Formability of sheet metal – Test methods – Working principle and application of special forming processes – Hydro forming – Rubber pad forming – Metal spinning – Introduction to Explosive forming – Magnetic pulse forming – Peen forming – Super plastic forming. -

Study of the Industrial Precision Manufacturing and Metallic Alloys with Respect to Economic Considerations
MPRA Munich Personal RePEc Archive Study of the Industrial Precision Manufacturing and Metallic Alloys with Respect to Economic Considerations Saha Choudhuri and Jian Shi Bangladesh University of Engineering and Technology 5 January 2017 Online at https://mpra.ub.uni-muenchen.de/77481/ MPRA Paper No. 77481, posted 13 March 2017 14:26 UTC Study of the Industrial Precision Manufacturing and Metallic Alloys with Respect to Economic Considerations Saha Choudhuri, Jian Shi Bangladesh University of Engineering and Technology 1 Abstract In this report according to the research results and approaches that used, it is utilized and illustrated why these papers are suitable for this research. The best position for explaining topic is here, because for understanding better the concept and the area of research, it is necessary to write briefly at the beginning of the article about topic. It is attempted to design new piston (porous piston) not only to have a good resistance in mechanical properties but also provide lower weight comparing to the previous ones. The most important thing in this work is to be aware of the effect of vibration, vacuum and over pressure during investment casting which by this way we can produce porous structure. By using the existing results of several papers, we will attempt to cast porous piston and optimize it to have the best mechanical properties. As we know engine pistons are one of the most complex components among all automotive or other industry field components. The engine can be called the heart of the car and piston maybe considered the most important part of an engine. -

Casting Processes
2.4_3 Casting Processes • pouring a liquid material (molten metal) into a prepared mold • materials: iron steel aluminum brass bronze magnesium certain zinc alloys • iron is used most often - fluidity, low shrinkage, strength, rigidity, and ease of control Chap 2, Casting – p. 1 • Six factors of the casting process: 1) A mold cavity must be produced. - must have desired shape - must allow for shrinkage of the solidifying metal - a new mold must be made for each casting, or a permanent mold must be made 2) A suitable means must exist to melt the metal. - high temperatures - quality mix - low cost 3) The molten metal must be introduced into the mold so that all air or gases in the mold will escape. The mold must be completely filled so that there are no air holes. 4) The mold must be designed so that it does not impede the shrinkage of the metal upon cooling. 5) It must be possible to remove the casting from the mold. 6) Finishing operations must usually be performed on the part after it is removed from the mold. Chap 2, Casting – p. 2 Seven major casting processes: 1) Sand casting 5) Centrifugal casting 2) Shell-mold casting 6) Plaster-mold casting 3) Permanent-mold casting 7) Investment casting 4) Die casting Sand Casting • sand is used as the mold material • the sand (mixed with other materials) is packed around a pattern that has the shape of the desired part • the mold is made of two parts (drag (bottom) & cope (top)) • a new mold must be made for every part • liquid metal is poured into the mold through a sprue hole • the sprue hole is connected to the cavity by runners • a gate connects the runner with the mold cavity • risers are used to provide "overfill" Chap 2, Casting – p. -
Technology Reference Guide for Radioactively Contaminated Media
United States Office of Radiation and Indoor Air EPA 402-R-07-004 Environmental Radiation Protection Program October 2007 Protection Agency (6608J) Technology Reference Guide for Radioactively Contaminated Media TECHNOLOGY REFERENCE GUIDE FOR RADIOACTIVELY CONTAMINATED MEDIA EPA - 402-R-07-004 U.S. Environmental Protection Agency Office of Air and Radiation Office of Radiation and Indoor Air Radiation Protection Division Center for Radiation Site Cleanup Prepared Under: Contract No. 4W-2323-YTSX DISCLAIMER This Technology Guide, developed by USEPA, is meant to be a summary of information available for technologies demonstrated to be effective for treatment of radioactively contaminated media. Inclusion of technologies in this Guide should not be viewed as an endorsement of either the technology or the vendor by USEPA. Similarly, exclusion of any technology should not be viewed as not being endorsed by USEPA; it merely means that the information related to that technology was not so readily available during the development of this Guide. Also, the technology-specific performance and cost data presented in this document are somewhat subjective as they are from a limited number of demonstration projects and based on professional judgment. In addition, all images used in this document are from public domain or have been used with permission. i ACKNOWEDGEMENTS This Guide was developed by the Radiation Protection Division (RPD) of EPA’s Office of Radiation and Indoor Air (ORIA). Mr. Edward Feltcorn of ORIA’s Center for Radiation Site Cleanup, -

A Study of Metal Founding and Its Practices and Applications for Information Purposes in Industrial Arts Education
Eastern Illinois University The Keep Plan B Papers Student Theses & Publications 1-1-1965 A Study of Metal Founding and its Practices and Applications for Information Purposes in Industrial Arts Education Jack Fuelle Follow this and additional works at: https://thekeep.eiu.edu/plan_b Recommended Citation Fuelle, Jack, "A Study of Metal Founding and its Practices and Applications for Information Purposes in Industrial Arts Education" (1965). Plan B Papers. 418. https://thekeep.eiu.edu/plan_b/418 This Dissertation/Thesis is brought to you for free and open access by the Student Theses & Publications at The Keep. It has been accepted for inclusion in Plan B Papers by an authorized administrator of The Keep. For more information, please contact [email protected]. A S'11UDY O:J:t"' NLE'rAL :B'OUNDING AND I'l1 S PRAC'rICES AND APPLICATIONS FOR INFOHMA'EION PURPOSES IN IlIDUSTHIAL At{rS ELJUUATION (TITLE) BY JacK .1melle PLAN B PAPER SUBMITTED IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE MASTER OF SCIENCE IN EDUCATION AND PREPARED IN COURSE industrial Arts J75 IN THE GRADUATE SCHOOL, EASTERN ILLINOIS UNIVERSITY, CHARLESTON, ILLINOIS YEAR I HEREBY RECOMMEND THIS PLAN B PAPER BE ACCEPTED AS FULFILLING THIS PART OF THE DEGREE, M.S. IN ED. ----~'7fa6,ls ---~--~---- -~-~~- DATE ADVISER TABLE OF CONTENTS Chaplier Page I INTRODUCTION ••••••••••••••••••••••••••••••••• 1 Purpose Signiricance or tne Stua.y 'I'er.m.1no.logy II BRIEF HISTORY OF THE FOUNDHY ••••••••••••••••• b Ear.Lies1i Beginnings 5000 B. C• .lbOO B. C. Weapons in Ea:c.Ly Found.1.·y Work Guns.miths in Early Foundry Work Current Developments in Founding III FOUNDRY EQ,U.1Pl~'l'. -

Oriem Catalogue
December 2020 Edition Everything. Everywhere. Everytime. Mesh Bar Concrete Bar & Mesh Fitments Fitments We offer premium service and With three locations across Fitments have proven to be a range of concrete options to Sydney metro we’re sure to have a rushed item in the steel the industrial, commercial and your orders covered when it reinforcing industry, for this residential market. From owner comes to Mesh and Bar. All sizes reason most sizes of Lbars, Products builders, to large managed stocked in all locations, there’s Zbars, and ligatures are a Construction projects, you can think of us as no order we couldn’t handle. No standard off the shelf item. an extension of your business. job too big, no job too small. Reinforcing Reinforcing Everything you need. Construction Reinforcing Expansion & Accessories Products Accessories Jointing Mesh Page 4 Did you know Oriem carry a full Scheduled and included on all Being a reseller of the leading range of construction products take-offs, accessories as per brands, there’s nothing in Jointing Bar Page 8 manufactured by market job specifications are taken into this area we couldn’t help Expansion & Fitments Page 12 leaders. From messy clean- consideration, quantified and you with. Often expansion ups to stunning architectural quoted. Relieving this pressure and jointing options can be Construction Products Page 20 floors we got it covered. Repair from our customers gives them the make or break of project Reinforcing Accessories Page 130 mortars, self-levellers, polish to time to concentrate on more deadlines, speak to us with mixes, silicon’s and epoxy’s, our important things on the project how we could help you avoid Decorative Expansion & Jointing Page 148 Oriem Product Catalogue has and allowing us to do what potential road blocks and Decorative Page 178 our full list of products available we do best, being a one stop point you in the right direction Foundation Works & Slab Types Page 196 to you. -

Metal Casting Processes
ME 222 Manufacturing Technology - I (3-0-0-6) Introduction to manufacturing processes Casting processes: Moulding materials and their requirements; Patterns: Types and various pattern materials. Various casting methods, viz., sand casting investment casting, pressure die casting, centrifugal casting, continuous casting, thin roll casting; Mould design; Casting defects and their remedies. (14 classes) Metal forming processes: Various metal forming techniques and their analysis, viz., forging, rolling, extrusion, wire drawing, sheet metal working, spinning, swaging, thread rolling; Super plastic deformation; Metal forming defects. (14 classes) Metal joining processes: brazing, soldering, welding; Solid state welding methods; resistance welding; arc welding; submerged arc welding; inert gas welding; Welding defects, inspection. (9 classes) Powder metallurgy & its applications (3 classes) R.Ganesh Narayanan, IITG Texts: 1. A Ghosh and A K Mallik, Manufacturing Science, Wiley Eastern, 1986. 2. P Rao, Manufacturing Technology: Foundry, Forming And Welding, Tata McGraw Hill, 2008. 3. M.P. Groover, Introduction to manufacturing processes, John Wiley & Sons, 2012 4. Prashant P Date, Introduction to manufacturing technologies Principles and technologies, Jaico publications, 2010 (new book) References: 1. J S Campbell, Principles Of Manufacturing Materials And Processes, Tata McGraw Hill, 1995. 2. P C Pandey and C K Singh, Production Engineering Sciences, Standard Publishers Ltd., 2003. 3. S Kalpakjian and S R Schmid, Manufacturing Processes for Engineering Materials, Pearson education, 2009. 4. E. Paul Degarmo, J T Black, Ronald A Kohser, Materials and processes in manufacturing, John wiley and sons, 8th edition, 1999 Tentative grading pattern: QUIZ 1: 10; QUIZ 2: 15; MID SEM:R.Ganesh 30; Narayanan, END IITG SEM: 45; ASSIGNMENT: 10 Metal casting processes • Casting is one of the oldest manufacturing process. -
1 Intro and Contents
Steel Buildings Publication No. 35/03 Steel Buildings Publication No. 35/03 Apart from any fair dealing for the purposes of research The British Constructional Steelwork Association or private study or criticism or review, as permitted Limited (BCSA) is the national organisation for the steel under the Copyright Design and Patents Act 1988, this construction industry: its Member companies publication may not be reproduced, stored or undertake the design, fabrication and erection of transmitted in any form by any means without the prior steelwork for all forms of construction in building and permission of the publishers or in the case of civil engineering. Associate Members are those reprographic reproduction only in accordance with the principal companies involved in the purchase, design terms of the licences issued by the UK Copyright or supply of components, materials, services related to Licensing Agency, or in accordance with the terms of the industry. Corporate Members are clients, licences issued by the appropriate Reproduction professional offices, educational establishments which Rights Organisation outside the UK. support the development of national specifications, quality, fabrication and erection techniques, overall Enquiries concerning reproduction outside the terms industry efficiency and good practice. stated here should be sent to the publishers, The British Constructional Steelwork Association Ltd at the The principal objectives of the Association are to address given below. promote the use of structural steelwork; to assist specifiers and clients; to ensure that the capabilities and Although care has been taken to ensure, to the best of activities of the industry are widely understood and to our knowledge, that all data and information contained provide members with professional services in herein are accurate to the extent that they relate to technical, commercial, contractual and quality either matters of fact or accepted practice or matters assurance matters. -

Accepted Manuscript Not Copyedited
Journal of Computing and Information Science in Engineering. Received July 24, 2013; Accepted manuscript posted May 2, 2014. doi:10.1115/1.4027582 Copyright (c) 2014 by ASME Ontological Conceptualization Based on the Simple Knowledge Organization System (SKOS) Farhad Ameri Department of Engineering Technology Texas State University Tel: 512-245-1984 Email: [email protected] Boonserm Kulvatunyou Systems Integration Division National Institute of Standards and Technology Tel: 301-975-2720 Email: [email protected] Nenad Ivezic Systems Integration Division National Institute of Standards and Technology Tel: 301-975-3536 Email: [email protected] Copyedited Khosrow Kaikhah Department of Computer Science Not Texas State University Tel: 512-245-3666 Email: [email protected] Abstract: Ontological conceptualization refers to the process of creating an abstract view of the domain of interest through a set of interconnected concepts. In this paper, a thesaurus-based methodology is proposed for systematic ontological conceptualization in the manufacturing domain. The methodology has three main phases, namely,Manuscript thesaurus development, thesaurus evaluation, and thesaurus conversion and it uses Simple Knowledge Organization System (SKOS) as the thesaurus representation formalism. The concept-based nature of a SKOS thesaurus makes it suitable for identifying important concepts in the domain. To that end, novel thesaurus evaluation and thesaurus conversion metrics that exploit this characteristic are presented. The ontology conceptualization methodology is demonstrated through the development of a manufacturing thesaurus, referred to as ManuTerms. The conceptsAccepted in ManuTerms can be converted into ontological classes. The whole conceptualization process is the stepping stone to developing more axiomatic ontologies. Although the proposed methodology is developed in the context of manufacturing ontology development, the underlying methods, tools, and metrics can be applied to development of any domain ontology.