Manufacturing Processes by H.N. Gupta.Pdf
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Milling & Drilling Machine Operating Manual
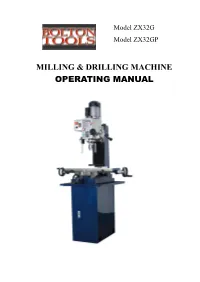
Model ZX32G Model ZX32GP MILLING & DRILLING MACHINE OPERATING MANUAL Please read this manual carefully before using your machine. 1. SPECIFICATION Model Specification Max. Drilling capacity 1 1/4" Max. Face milling capacity 2 1/2" Max. End milling capacity 13/16" Swivel angle of head-stock at perpendicular direction ±90° Swivel angle of head-stock at level direction 360° Spindle travel 3 3/8" Max. Distance between spindle nose and table 17 5/16" Distance between spindle axis and surface of column7 3/8" Spindle taper MT3 50Hz 95、180、270、500、930、1420 r/min Spindle speed (1400r/min motor) 60Hz 115、220、320、600、1120、1700 r/min T-solt Forward and backward travel of table 5 1/2" Left and right travel of table 16 1/8" Table size 27 9/16" x 7 1/16" Motor 0.75KW Net weight 232kg Milling cutter holder Ø63 Vice 90mm Special accessories end mill cutter 2-20mm drill 1-20mm machine stand Double-head wrench 19mm×22mm 1pc Allen wrench 5mm,6mm 1pc each Screw driver(-) 150mm 1pc Drill stock MT3 1pc Standard accessories Drill chuck 1-13mm 1pc Wedge Drawbar 1pc Drawbar washer 1pc 1 No. Description No. Description 1 bolt 11 Scale 2 Head handle 12 Adjustable lock screw 3 nut 13 Longitudinal table feed handle wheel 4 Combined switch 14 Micro feed handle wheel 5 Speed handle 15 Operate bar 6 Gauge bar 16 Head body 7 Plexiglass protective cover 17 Oil filler plug 8 Longitudinal table feed handle wheel 18 To raise and lower body 9 Stop block 19 Arbor bolt cover 10 Cross table feed handle wheel 20 Column 2.USES AND FEATURES 2.1This machine has several functions: milling, drilling, boring, grinding, working face and tapping etc. -

126 Metal Products
Lake Tuggeranong College LEARN – THRIVE - CONNECT Metal Products A/M Working with metal has fascinated people for centuries. Metal forming processes have advanced significantly in recent times and have enabled the creation of objects which have changed the world forever. These processes are now able to be experienced by students through the development of metal fabrication projects which provide an understanding of metal properties and construction techniques. The considerable time devoted to the practical skills in this course makes it an ideal choice for students who are looking for a unique practical learning environment. Rationale Why would you do this course? Working with metal is an enjoyable activity which more students need to experience! Being able to apply metal fabricating processes to create projects with a student design input is a major emphasis in the course. The range of fundamental skills employed in the metal fabrication industry readily engage students in their course work. There is a current skills shortage in the metal trade areas as evidenced by the inclusion of Metal Fabricator and Welder in the National Skills Needs list. There is a federal government push for apprenticeships using the skills learnt during this course. Beyond the classroom, this subject offers you: • Pathways to metal trades: boiler maker/metal fabricator • Skills that are interlinked between other trades: construction, plumber, electrician • Basic handyman skills Learner dispositions What type of person usually studies this course? Learners who would study this course typically achieve a satisfaction from being able to create practical objects using techniques such as welding, machining, plasma cutting, sheet metal forming and more. -

A Fully Symmetrical High Performance Modular Milling Cutter
S S symmetry Article A Fully Symmetrical High Performance Modular Milling Cutter Mircea-Viorel Dragoi *, Dorin Mircea Rosca, Milena Flavia Folea and Gheorghe Oancea * Department of Manufacturing Engineering, Transilvania University of Brasov, B-dul Eroilor 29, 500036 Bras, ov, Romania; [email protected] (D.M.R.); [email protected] (M.F.F.) * Correspondence: [email protected] (M.-V.D.); [email protected] (G.O.) Abstract: Milling cutters belong to a widely used category of cutting tools. In this category, modular milling cutters are a narrow niche, less studied, and developed. Usually, they are symmetrical cutting tools. A milling cutting tool that can be reconfigured due to its modularity and still keeps its symmetry becomes more interesting and useful for machining. The paper presents such a new concept in a computer aided design (CAD) model of a cutting tool based on some novel features. The tool itself is designed as a modular complex. The way the torque is transmitted from the shaft to the elementary cutters is an original one, as they are joined together based on a profiled assembling. The profile is one formed of filleted circular sectors and segments. The reaming of the elementary cutters has two sections each of them assuming a task: transmitting the torque, and precisely centring, respectively. The cooling system, which is a component of the tool, provides the cutting area with coolant both on the front and side face of the cutting tool. Some nozzles placed around the cutting tool send jets or curtains of coolant towards the side surface of the cutter, instead of parallel, as some existing solutions do. -
RESEARCH PROJECT No. 40
Ductile Iron Society RESEARCH PROJECT No. 40 Survey of Greensand Properties of Member Foundries Mary Beth Krysiak Sand Technology Co. LLC, New Hudson MI Dr. Hathibelagal Roshan K & S Data Services LLC, Fox Point WI DUCTILE IRON SOCIETY Issued by the Ductile Iron Society for the use of its Member Companies – Not for General Distribution DUCTILE IRON SOCIETY 15400 Pearl Road, Suite 234 Strongsville, Ohio 44136 (440) 665-3686 SEPTEMBER 2007 Research Report Project #40 2007 Survey of Greensand Properties of Member Foundries A Cooperative Project of Ductile Iron Society And Member Foundries Reported by Mary Beth Krysiak Dr. Hathibelagal Roshan Ductile Iron Society Issued by the Ductile Iron Society Located at 15400 Pearl Road, Suite 234; Strongsville, Ohio 44136 Contents 1, Executive Summary - pdf 2. Survey report Part A - pdf 3. Survey report Part B pdf 4. Correlations - pdf 5. Sand data sheet for collecting info - pdf 6. Sand grain photos - pdf 7. Test data - XL 8. Sand tests and guide to controls – chart - pdf 9. Sand tests and guide to controls – chart - Word Sand Survey Report Executive Summary 1. The sand tests were done in one laboratory known to have many years of expertise in sand testing. During transport, regardless of how well samples are sealed, the samples age and while moisture content remains fairly stable, compactability drops as the moisture is absorbed further into the clay. In addition, the sands cool from the temperature at which they were in use at foundry. While the cooling effect could not be negated on a practical level, the sands were retempered or conditioned, prior to testing, to the reported target compactability at the foundry. -

17403 Model Answer Page No: 1/34 Impor
MAHARASHTRA STATE BOARD OF TECHNICAL EDUCATION (Autonomous) (ISO/IEC - 27001 - 2005 Certified) SUMMER 2016 EXAMINATION Subject Code: 17403 Model Answer Page No: 1/34 Important Instructions to examiners: 1) The answers should be examined by key words and not as word-to-word as given in the model answer scheme. 2) The model answer and the answer written by candidate may vary but the examiner may try to assess the understanding level of the candidate. 3) The language errors such as grammatical, spelling errors should not be given more importance. (Not applicable for subject English and Communication Skills). 4) While assessing figures, examiner may give credit for principal components indicated in the figure. The figures drawn by candidate and model answer may vary. The examiner may give credit for any equivalent figure drawn. 5) Credits may be given step wise for numerical problems. In some cases, the assumed constant values may vary and there may be some difference in the candidate’s answers and model answer. 6) In case of some questions credit may be given by judgment on part of examiner of relevant answer based on candidate’s understanding. 7) For programming language papers, credit may be given to any other program based on equivalent concept. ………………………………………………………………………………………………………………… Marks 1. a) Attempt any SIX of the following : 12 i) Name the common materials used for forging. 02 Answer: (Note: Any four - 1/2 mark each) Common materials used for forging: 1. Aluminum alloys 5. Low-alloy steels 9. Titanium alloys 02 2. Magnesium alloys 6. Martensitic stainless steels 10. Tantalum alloys 3. -
Updated Course Guide Jan 2017.Pdf
1 Wilmot Union High School Mission Statement As a professional learning community, Wilmot Union High School's core purpose is to ensure our students are college, career, and civic ready by fostering a culture of life-long learning. District Vision As a learning community and through community involvement, Wilmot Union High School has developed a clear sense of who we want to become through a process where district stakeholders: students, staff, parents, community members, business partners and Board of Education members came together and identified the key characteristics and values we want to exemplify. These characteristics and values were aligned under five pillars to further define the key areas of focus for our learning community. I. Safe and Supportive Learning Environment II. Equity and Access for All Students III. Community Partnerships IV. Collaborative Culture for Learning V. Curriculum, Instruction and Assessment It is through these five pillars and their guiding statements that WUHS and our stakeholders will empower one another to create and fulfill the goals and commitments that will bring our vision to fruition. We invite every stakeholder of the WUHS learning community to enter in to this process of adopting the defined values to fulfill our vision of an exemplary school. 2 Wilmot Union High School P.O. Box 8 11112 – 308th Avenue Wilmot, WI 53192 High School Administration (262) 862-2351 John LaFleur, Ph.D., Principal [email protected] Tom Blair, Associate Principal [email protected] Luke Braden, Associate -

Metal Casting Process
Sand Casting Sand Mold Making Procedure The first step in making mold is to place the pattern on the molding board. The drag is placed on the board Dry facing sand is sprinkled over the board and pattern to provide a non sticky layer. Molding sand is then riddled in to cover the pattern with the fingers; then the drag is completely filled. The sand is then firmly packed in the drag by means of hand rammers. The ramming must be proper i.e. it must neither be too hard or soft. After the ramming is over, the excess sand is leveled off with a straight bar known as a strike rod. With the help of vent rod, vent holes are made in the drag to the full depth of the flask as well as to the pattern to facilitate the removal of gases during pouring and solidification. The finished drag flask is now rolled over to the bottom board exposing the pattern. Cope half of the pattern is then placed over the drag pattern with the help of locating pins. The cope flask on the drag is located aligning again with the help of pins The dry parting sand is sprinkled all over the drag and on the pattern. A sprue pin for making the sprue passage is located at a small distance from the pattern. Also, riser pin, is placed at an appropriate place. The operation of filling, ramming and venting of the cope proceed in the same manner as performed in the drag. The sprue and riser pins are removed first and a pouring basin is scooped out at the top to pour the liquid metal. -
MABA Newsletter Index January 1980 Thru December 2020
MABA Newsletter Index January 1980 thru December 2020 This searchable index will help you locate what year & issue projects and information have been published in the MABA newsletter, The Upsetter, over the past 40 years. It is divided into 37 categories to help you quickly narrow your search or use the PDF “Find” function. Sometimes an article fits into more than one category so it has been placed under the most obvious location, while occasionally being placed under multiple categories. The demonstrator, not necessarily the author of the article, is listed to identify and/or credit the source of the information. Please forward any comments or corrections to the MABA newsletter editors. Dates of newsletters that were not available for inclusion in this index: May – June 1995; November – December 1995; If anyone has copies of these newsletters and could pass on the contents so they can be added to this index, it would be greatly appreciated. Look over the entire index and note the categories that have a lot of entries, and those that have only a few. Have you been to a demonstration; solved a problem; completed a project; made a jig, fixture or tool that you’d want to share with others? Would a write-up help other smiths get their projects done without going through the problems you’ve had? Where do your blacksmithing interests lie? Are there many entries in your area of interest? Would an article about your area of interest create some excitement about the subject? Please consider contributing an article to the Upsetter and passing along your experience and information to the MABA membership. -

Abana Controlled Hand Forging Study Guide As Paginated by the Guild of Metalsmiths - Abana Chapter - Jan 2020 Index
ABANA CONTROLLED HAND FORGING STUDY GUIDE AS PAGINATED BY THE GUILD OF METALSMITHS - ABANA CHAPTER - JAN 2020 INDEX Lesson Number Number Description of Pages Credits (click on box) L 1.01 Drawing Out: Draw a sharp point on a 1/2" square bar 3 Peter Ross and Doug Wilson L 2.01 Hot Punching: Create holes or recesses in bars or plate by driving 2 By Doug Wilson Illustrations by Tom Latané punches into or through hot material. L 3.01 Drawing Out a Round Taper 3 By Jay Close Illustrations by Tom Latané L 4.01 Bending Bar Stock 5 By Jay Close Illustrations by Tom Latané L 5.01 Twisting a Square Bar 4 By Bob Fredell Illustrations by Tom Latané L 6.01 Drawing , Punching, and Bending 4 By Peter Ross Illustrations by Tom Latané L 7.01 Upsetting a Square Bar 3 By Peter Ross Illustrations by Tom Latané L 8.01 Slitting and Drifting Two Mortises or Slots in a Square Sectioned Bar 5 By Jay Close llustrations by Doug Wilson, photos by Jay Close L 9.01 Mortise and Tenon Joinery 3 Text and Illustrations by Doug Wilson L 10.01 Forge Welding 6 By Dan Nauman Illustrations by Tom Latané Photos by Dan Nauman L 11.01 Drawing Down - Part One 6 by Jay Close Illustrations by Tom Latané, photos by Jay Close and Jane Gulden L 11.07 Drawing Down - Part Two 6 by Jay Close Illustrations by Tom Latané, photos by Jay Close and Jane Gulden L 12.01 Forging a Shoulder 4 by Bob Fredell Illustrations by Tom Latané L 13.01 Cutting a Bar 2 by Dan Nauman Illustrations by Doug Wilson L 14.01 Forging a 90-degree Corner 3 Text and Photos by Dan Nauman L 15.01 Forge an Eye on the -

Report Documentation Page Information
Report Documentation Page Information Title and Subtitle: AISI/DOE Technology Roadmap Program TRP 9742: Removal of Residual Elements in the Steel Ladle by a Combination of Top Slag and Deep Injection Practice Authors: S. Street, K. S. Coley and G. A. Iron Performing Organization McMaster University Department of Materials Science and Engineering 1280 Main Street Hamilton, Ontario L8S 4L7 Canada Abstract The objective of this work was to determine if tin could be removed from liquid steel by a combination of deep injection of calcium and a reducing top-slag practice. Calcium forms an intermetallic with tin, CazSn, but it is much less stable than CaO or Cas. The premise of the proposal was that the intermetallic could be formed during deep injection, and prevented from rapidly reverting to the steel by maintaining reducing conditions in the top slag. The work consisted of three types of experiments: 1. Injection of calcium wire into 35-kg heats melted in an induction furnace to study the kinetics of tin removal under various conditions of temperature, oxygen activity and sulphur content. 2. A program to study the solubility tin in the slag as a function of oxygen potential, temperature and slag composition. 3. Two full-scale plant trials were carried out at Dofasco Inc. as a result of the promising results from the laboratory studies. In the injection into the induction furnace, it was found that 7 to 50% of the tin was removed from initial tin contents of 0.1% Sn, using 8 to 16 kg calciudtonne steel. The extent of tin removal was found to increase with greater calcium injection, lower oxygen activity in the steel and lower temperature. -

Blacksmith and Essential Skills
Literacy and Essential Skills in Industrial Arts BLACKSMITH COURSE Student Notes A project of Literacy Ontario Central South This project is funded by the Government of Canada’s Office of Literacy and Essential Skills ACKNOWLEDGEMENTS LOCS would like to gratefully acknowledge the Office of Literacy and Essential Skills, Human Resources Development Canada for funding this project. The Literacy and Essential Skills Project Team Lesley Hamilton – Project Manager David Haw – Project Coordinator Shelley McCarrell – Project Assistant Elise Noriega – Project Assistant Carrie Wakeford – Project Writer Brigid Hayes – Project Evaluator Advisory Committee Andrew Rothfischer – Ministry of Natural Resources Doug Noyes – Literacy Link Eastern Ontario Kathy Neill – John Howard Society of Peterborough Sheila Cowan – LOCS Board of Directors Walter Johnstone – Youth Emergency Shelter LOCS would like to extend a heartfelt thanks to David Haw, the Project Coordinator without whom this project would not have been successful. The vision that David brought to this project was the driver that made everything happen. LOCS would like to thank the blacksmith artists Tracy Greene and Daryl Sanders who worked with us to create course material. Not only did they work with the writer but they delivered a pilot course of the material created. © 2010 Literacy Ontario Central South Literacy and Essential Skills in Industrial Arts – Blacksmith The following participants took part in the piloting of the material: Ruby Albert Tyerne Clark Jamie Sanderson Melanie Stephen Steven Sykes This was extremely successful with these students and they deserve a big thank you for the time and effort for assisting us with this. LOCS would like to acknowledge Carrie Wakeford for the tremendous job of writing this material. -

Some Interesting Projects in Foundry
Central Washington University ScholarWorks@CWU All Master's Theses Master's Theses 1953 Some Interesting Projects in Foundry Paul M. Paulson Central Washington University Follow this and additional works at: https://digitalcommons.cwu.edu/etd Part of the Art Education Commons, and the Teacher Education and Professional Development Commons Recommended Citation Paulson, Paul M., "Some Interesting Projects in Foundry" (1953). All Master's Theses. 112. https://digitalcommons.cwu.edu/etd/112 This Thesis is brought to you for free and open access by the Master's Theses at ScholarWorks@CWU. It has been accepted for inclusion in All Master's Theses by an authorized administrator of ScholarWorks@CWU. For more information, please contact [email protected]. -.. SOME INTERESTING PROJECTS IN FOUNDRY by Paul M. Paul son A paper submitted in partial fulfillment of the requirements for the degree of Master of Education, in the Graduate School of the Central Washington College of Education TABLE OF CONTENTS CHAP'rER PAGE I. INTRODUCTION . ' . l The purpose of the problem • . 1 II. RELATED INFORMATION. • • • • • . 3 III. SELECTED PROJECTS ••• • • . 10 How to cast a flower frog. • • • . 10 How to cast a book end • • • . • . • • • 15 How to cast a screwdriver handle . • . • • • 20 How to cast fireplace accessories. • . • . 27 How to cast house numbers. • . • . • 37 How to ca.st cane handles . • . 43 IV. SUMMARY AND CONCLUSIONS •. 48 Summary ••••• . 48 Conclusions. 49 BIBLIOGRAPffY • . 51 APPENDIX A •• . 54 CHAPTER I INTRODUCTION AND PURPOSE OF THE STUDY Foundry work is one of the largest branches of the metal working industries but still it is ignored by many of our schools today.