Full Catalog
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
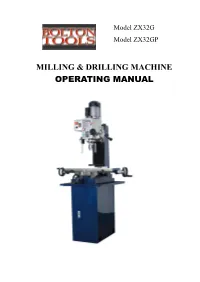
Milling & Drilling Machine Operating Manual
Model ZX32G Model ZX32GP MILLING & DRILLING MACHINE OPERATING MANUAL Please read this manual carefully before using your machine. 1. SPECIFICATION Model Specification Max. Drilling capacity 1 1/4" Max. Face milling capacity 2 1/2" Max. End milling capacity 13/16" Swivel angle of head-stock at perpendicular direction ±90° Swivel angle of head-stock at level direction 360° Spindle travel 3 3/8" Max. Distance between spindle nose and table 17 5/16" Distance between spindle axis and surface of column7 3/8" Spindle taper MT3 50Hz 95、180、270、500、930、1420 r/min Spindle speed (1400r/min motor) 60Hz 115、220、320、600、1120、1700 r/min T-solt Forward and backward travel of table 5 1/2" Left and right travel of table 16 1/8" Table size 27 9/16" x 7 1/16" Motor 0.75KW Net weight 232kg Milling cutter holder Ø63 Vice 90mm Special accessories end mill cutter 2-20mm drill 1-20mm machine stand Double-head wrench 19mm×22mm 1pc Allen wrench 5mm,6mm 1pc each Screw driver(-) 150mm 1pc Drill stock MT3 1pc Standard accessories Drill chuck 1-13mm 1pc Wedge Drawbar 1pc Drawbar washer 1pc 1 No. Description No. Description 1 bolt 11 Scale 2 Head handle 12 Adjustable lock screw 3 nut 13 Longitudinal table feed handle wheel 4 Combined switch 14 Micro feed handle wheel 5 Speed handle 15 Operate bar 6 Gauge bar 16 Head body 7 Plexiglass protective cover 17 Oil filler plug 8 Longitudinal table feed handle wheel 18 To raise and lower body 9 Stop block 19 Arbor bolt cover 10 Cross table feed handle wheel 20 Column 2.USES AND FEATURES 2.1This machine has several functions: milling, drilling, boring, grinding, working face and tapping etc. -

A Fully Symmetrical High Performance Modular Milling Cutter
S S symmetry Article A Fully Symmetrical High Performance Modular Milling Cutter Mircea-Viorel Dragoi *, Dorin Mircea Rosca, Milena Flavia Folea and Gheorghe Oancea * Department of Manufacturing Engineering, Transilvania University of Brasov, B-dul Eroilor 29, 500036 Bras, ov, Romania; [email protected] (D.M.R.); [email protected] (M.F.F.) * Correspondence: [email protected] (M.-V.D.); [email protected] (G.O.) Abstract: Milling cutters belong to a widely used category of cutting tools. In this category, modular milling cutters are a narrow niche, less studied, and developed. Usually, they are symmetrical cutting tools. A milling cutting tool that can be reconfigured due to its modularity and still keeps its symmetry becomes more interesting and useful for machining. The paper presents such a new concept in a computer aided design (CAD) model of a cutting tool based on some novel features. The tool itself is designed as a modular complex. The way the torque is transmitted from the shaft to the elementary cutters is an original one, as they are joined together based on a profiled assembling. The profile is one formed of filleted circular sectors and segments. The reaming of the elementary cutters has two sections each of them assuming a task: transmitting the torque, and precisely centring, respectively. The cooling system, which is a component of the tool, provides the cutting area with coolant both on the front and side face of the cutting tool. Some nozzles placed around the cutting tool send jets or curtains of coolant towards the side surface of the cutter, instead of parallel, as some existing solutions do. -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -

New Products 2021
NEW PRODUCTS 2021 CONTENTS 8 SOLID MILLING CUTTERS • S7 - TROCHOIDAL 5-FLUTE CUTTERS • S7 - HIGH PERFORMANCE END MILLS • S791 - BARREL END MILL • S6 - ALUMINIUM END MILLS • S561 - HARD MILLING CUTTER 42 TNGX 16 • ECONOMICAL MILLING CUTTERS AND INSERTS 52 GL • PARTING-OFF & GROOVING TOOLS AND INSERTS 66 T8430 • NEW GENERATION PVD GRADE 1 Ultimate Hardness Examples of material ISO group Tensile Strength WMG (Work Material Group) (HB or HRC) (AISI, EN, DIN, SS, STN, BS, UNE, CN, AFNOR, GOST, UNI...) (MPa) AISI 1108, EN 15S22, DIN 1.0723, SS 1922, ČSN 11120, BS 210A15, UNE F.210F, GB Y15, AFNOR 10F1, GOST A30, P1.1 sulfurized < 240 HB ≤ 830 UNI CF10S20 Free machining steel AISI 1211, EN 11SMn30, DIN 1.0715, SS 1912, ČSN 11109, BS 230M7, UNE F.2111, GB Y15, AFNOR S250, GOST A40G, P1.2 sulfurized and phosphorized < 180 HB ≤ 620 P1 (carbon steels with increased machinability) UNI CF9SMn28 sulfurized/phosphorized AISI 12L13, EN 11SMnPb30, DIN 1.0718, SS 1914, ČSN 12110, BS 210M16, UNE F.2114, GB Y15Pb, AFNOR S250Pb, P1.3 < 180 HB ≤ 620 and leaded GOST AS35G2, UNI CF10SPb20 P2.1 containing <0.25%C < 180 HB ≤ 620 AISI 1015, EN C15, DIN 1.0401, SS 1350, ČSN 11301 , BS 080A15, UNE F.111, GB 15, AFNOR C18RR, GOST St2ps, UNI Fe360 Plain carbon steel AISI 1030, EN C30, DIN 1.0528, SS 1550, ČSN 12031, BS 080M32, UNE F.1130, GB 30, AFNOR AF50C30, GOST 30G, P2.2 containing <0.55%C < 240 HB ≤ 830 P2 (steels comprised of mainly iron and carbon) UNI Fe590 P2.3 containing >0.55%C < 300 HB ≤ 1030 AISI 1060, EN C60, DIN 1.0601, SS 1655, ČSN 12061, BS 080A62, -

Machining of Aluminum and Aluminum Alloys / 763
ASM Handbook, Volume 16: Machining Copyright © 1989 ASM International® ASM Handbook Committee, p 761-804 All rights reserved. DOI: 10.1361/asmhba0002184 www.asminternational.org MachJning of Aluminum and AlumJnum Alloys ALUMINUM ALLOYS can be ma- -r.. _ . lul Tools with small rake angles can normally chined rapidly and economically. Because be used with little danger of burring the part ," ,' ,,'7.,','_ ' , '~: £,~ " ~ ! f / "' " of their complex metallurgical structure, or of developing buildup on the cutting their machining characteristics are superior ,, A edges of tools. Alloys having silicon as the to those of pure aluminum. major alloying element require tools with The microconstituents present in alumi- larger rake angles, and they are more eco- num alloys have important effects on ma- nomically machined at lower speeds and chining characteristics. Nonabrasive con- feeds. stituents have a beneficial effect, and ,o IIR Wrought Alloys. Most wrought alumi- insoluble abrasive constituents exert a det- num alloys have excellent machining char- rimental effect on tool life and surface qual- acteristics; several are well suited to multi- ity. Constituents that are insoluble but soft B pie-operation machining. A thorough and nonabrasive are beneficial because they e,,{' , understanding of tool designs and machin- assist in chip breakage; such constituents s,~ ,.t ing practices is essential for full utilization are purposely added in formulating high- of the free-machining qualities of aluminum strength free-cutting alloys for processing in alloys. high-speed automatic bar and chucking ma- Strain-hardenable alloys (including chines. " ~ ~p /"~ commercially pure aluminum) contain no In general, the softer ailoys~and, to a alloying elements that would render them lesser extent, some of the harder al- c • o c hardenable by solution heat treatment and ,p loys--are likely to form a built-up edge on precipitation, but they can be strengthened the cutting lip of the tool. -
UC Berkeley Consortium on Deburring and Edge Finishing
UC Berkeley Consortium on Deburring and Edge Finishing Title Advancing Cutting Technology Permalink https://escholarship.org/uc/item/7hd8r1ft Authors Byrne, G. Dornfeld, David Denkena, B. Publication Date 2003 Peer reviewed eScholarship.org Powered by the California Digital Library University of California Advancing Cutting Technology G. Byrne1 (1), D. Dornfeld2 (1), B. Denkena3 1 University College Dublin, Ireland 2 University of California, Berkeley, USA 3 University of Hannover, Germany Abstract This paper reviews some of the main developments in cutting technology since the foundation of CIRP over fifty years ago. Material removal processes can take place at considerably higher performance levels 3 in the range up to Qw = 150 - 1500 cm /min for most workpiece materials at cutting speeds up to some 8.000 m/min. Dry or near dry cutting is finding widespread application. The superhard cutting tool materi- als embody hardness levels in the range 3000 – 9000 HV with toughness levels exceeding 1000 MPa. Coated tool materials offer the opportunity to fine tune the cutting tool to the material being machined. Machining accuracies down to 10 µm can now be achieved for conventional cutting processes with CNC machine tools, whilst ultraprecision cutting can operate in the range < 0.1µm. The main technological developments associated with the cutting tool and tool materials, the workpiece materials, the machine tool, the process conditions and the manufacturing environment which have led to this advancement are given detailed consideration in this paper. The basis for a roadmap of future development of cutting tech- nology is provided. Keywords: Cutting, Material Removal, Process Development ACKNOWLEDGEMENTS geometrie”. -

Precision Tools for Milling, Drilling and Cutting of Fiber-Reinforced Plastics
MAGENTIFY COMPOSITE PROCESSING COMPOSITE MACHINING Precision tools for milling, drilling and cutting of fiber-reinforced plastics www.leuco.com FIBER-REINFORCED PLASTICS & WOOD WHY LEUCO? DRILL BITS & COUNTERSINKS Drilling into fiber-reinforced plastics leads to significant wear of common carbide drill bits or delamination of the component. LEUCO offers a special patented drill bit geometry in tungsten carbide, combining long tool life with excellent machining quality. Its range also includes dia- mond-tipped drill bits for long edge life in abrasive materials. MILLING CUTTERS Milling of fiber-reinforced plastics is done in many industries, with very different requirements for milling tools. What material is to be machined? What machining method is to be used? Using robust and rigid CNC machines or more unstable robots? LEUCO offers a vast range of shank-type cutters for ma- chining composites. The range of tools extends from simple double-edge shank-type cutters for standard applications to the patented p-System cutter fea- turing excellent edge life and cutting quality. This range is supplemented by cutters with a large number of teeth, which allow high cutting speeds and can therefore be used very economically. SAW BLADES Sawing is the most effective machining method for long straight contours. This method is still rather unknown for fiber-reinforced plastics. LEUCO saw blades achieve good cutting quality at high feed rates. This combination is made possible by the saw tooth geometry of LEUCO nn-System and g5-System tools, which allows for scoring. ACCESSORIES But tools are not alone responsible for successful machining. Often, it is only by intelligently combining tools, chucks and, if applicable, aggregate technology that the optimal and most economical machining results are achieved. -

Cutting Data Recommendations
CUTTING DATA RECOMMENDATIONS Uddeholm Corrax Machining data are always dependent on the actual operation, the machine tool and the cutting data used. The machining data given is this datasheet are general guidelines that may have to be adjusted to the actual conditions of a specific machining operation. Cutting data formulae Turning Legend π ⋅ Dn⋅ vc = Cutting speed (m/min) Cutting speed,() v = m /min c 1000 n = Spindle speed (rev/min) f = Feed per rev (mm/rev) 1000⋅ vc Spindle speed,() n = rev / min ap = Axial depth of cut (mm) π ⋅ D D = Workpiece diameter (mm) 3 Q = Material removal rate (cm3/min) Material removal rate,() Q=⋅ vcp⋅ a f cm / min Ra = Surface roughness (μm) 2 f ⋅50 re = Nose radius (mm) Surface roughness,() Ra ≈ μ m rε Milling Legend π ⋅ D ⋅ n v = Cutting speed (m/min) v = (m/min ) c c 1000 n = Spindle speed (rev/min) v = Feed speed (mm/min) 1000 ⋅ vc f n = ( rev/min) ap = Axial depth of cut (mm) π ⋅ D ae = Radial depth of cut (mm) f = Feed per rev (mm/rev) vf = fz ⋅ z ⋅ n= f ⋅ n(mm/min ) z = Number of teeth fz = Feed per tooth (mm/tooth) ae ae D = Cutter diameter (mm) hm = fz ⋅ (mm ) < 0,3 D D hm = Average chip thickness (mm) Q = Material removal rate (cm3/min) ap ⋅ ae ⋅ vf Q = (cm3/min) 1000 Drilling π ⋅ Dn⋅ Legend Cutting speed,() vc = m /min 1000 vc = Cutting speed (m/min) n = Spindle speed (rev/min) 1000⋅ vc Spindle speed,() n = rev / min vf = Feed speed (mm/min) π ⋅ D D = Drill diameter (mm) f = Feed per rev (mm/rev) Feed speed,() vf =⋅ f n mm / min vf Feed per rev,() f = mm / rev n Turning Uddeholm Corrax Turning Cemented carbide HSS Roughing Finishing Cutting speed, vc (m/min) 110-160 160-210 13-18 Feed, f (mm/rev) 0,2-0,4 0,05-0,2 0,05-0,3 Depth of cut, ap (mm) 2-4 0,5-2 0,5-3 Suitable grades P20-P30 coated carbide P10 coated carbide or cermet Remarks: 1. -

Assignment #5
Assignment #5 Material and Manufacturing Processes (M2794.001800) Fall 2014, Prof. Ahn, Sung-Hoon Out: November 13, 2014 / Due: 6PM, November 20, 2014 (Bldg. 301, Room 1405) 1. Figure 1 is an aluminum work-piece after flat milling. Diameter of the tool was 1.0 mm, feed per tooth was 0.25 μm. Find the spindle speed [rpm], and cutting speed [m/s]. Feed rate (linear speed) is 15 mm/min, and the number of cutter blades is 4. Figure 1. Work-piece after flat milling 2. Using the Taylor equation for tool wear and letting n = 0.3, calculate the percentage increase in tool life if the cutting speed is reduced by (a) 30% and (b) 60%. 3. In a surface-grinding operation, calculate the chip dimensions for the following process variables: D = 20 cm, d = 0.025 mm, v = 9.1 m/min, V = 1500 m/min, C = 77.5 per cm2, and r = 20. 4. Cast iron work pieces are machined by milling operation and grinding, respectively, as shown in the Figure 2. The geometry of the milling cutter and grinder, and process parameters, which are depth of cut (d), width of cut (w) and work piece speed (v), are shown in the Table 1. Answer the questions below. Tool V d w D Workpiece Fc v Figure 2. Schematic of cutting process 1 Table 1. Specifications of each process Cutting speed Specific Depth of cut Width of cut Tool diameter Work piece Process (V) energy (u) (d) (w) (D) speed (v) (m/min) (W-s/mm3) (mm) (mm) (m) (m/min) Milling 500 3 20 10 0.1 0.6 Grinding 2500 15 2 A. -
Manufacturing Processes by H.N. Gupta.Pdf
This page intentionally left blank MANUFACTURING PROCESSES (SECOND EDITION) H.N. Gupta B.Sc., G.I. Mech.E (London), FIE Visiting Professor Department of Mechanical Engineering I.E.T., Lucknow, U.P. Technical University R.C. Gupta B.Sc., B.E., M.Tech., Ph.D. Professor and Head Department of Mechanical Engineering I.E.T., Lucknow, U.P. Technical University Arun Mittal Senior Faculty Department of Mechanical Engineering I.E.T., Lucknow, U.P. Technical University Copyright © 2009, New Age International (P) Ltd., Publishers Published by New Age International (P) Ltd., Publishers All rights reserved. No part of this ebook may be reproduced in any form, by photostat, microfilm, xerography, or any other means, or incorporated into any information retrieval system, electronic or mechanical, without the written permission of the publisher. All inquiries should be emailed to [email protected] ISBN (13) : 978-81-224-2844-5 PUBLISHING FOR ONE WORLD NEW AGE INTERNATIONAL (P) LIMITED, PUBLISHERS 4835/24, Ansari Road, Daryaganj, New Delhi - 110002 Visit us at www.newagepublishers.com Preface to the Second Edition The authors of the book ‘‘Manufacturing Processes’’ are thrilled at the speed with which the first edition of the book has been snapped up and exhausted within four months of its publication necessitating a reprint. This proves that the book has been found useful both by teachers and the students. This is extremely gratifying. It has been felt that to make the text of the book even more useful, certain changes have been made. Therefore the text of the Unit I and Unit IV has been completely rewritten in the second edition of the book. -

Glossary Definitions
TC 9-524 GLOSSARY ACRONYMS AND ABBREVIATIONS TC - Training Circular sd - small diameter TM - Technical Manual Id - large diameter AR - Army Regulation ID - inside diameter DA - Department of the Army TOS- Intentional Organization for Standardization RPM - revolutions per minute LH - left hand SAE - Society of Automotive Engineers NC - National Coarse SFPM - surface feet per minute NF - National Fine tpf -taper per foot OD - outside diameter tpi taper per inch RH - right hand UNC - Unified National Coarse CS - cutting speed UNF - Unified National Fine AA - aluminum alloys SF -standard form IPM - feed rate in inches per minute Med - medical FPM - feet per minute of workpiece WRPM - revolutions per minute of workpiece pd - pitch diameter FF - fraction of finish tan L - tangent angle formula WW - width of wheel It - length of taper TT - table travel in feet per minute DEFINITIONS abrasive - natural - (sandstone, emery, corundum. accurate - Conforms to a standard or tolerance. diamonds) or artificial (silicon carbide, aluminum oxide) material used for making grinding wheels, Acme thread - A screw thread having a 29 degree sandpaper, abrasive cloth, and lapping compounds. included angle. Used largely for feed and adjusting screws on machine tools. abrasive wheels - Wheels of a hard abrasive, such as Carborundum used for grinding. acute angle - An angle that is less than 90 degrees. Glossary - 1 TC 9-524 adapter - A tool holding device for fitting together automatic stop - A device which may be attached to various types or sizes of cutting tools to make them any of several parts of a machine tool to stop the interchangeable on different machines. -

High-Performance Solid Carbide End Mill Catalog
High-Performance Solid Carbide End Mill Catalog 3rd Edition GUHRING USA USA Headquarters California Distribution Center and Reconditioning Facility Brookfield Distribution Center, manufacturing and 15581 Computer Lane Reconditioning Facility Huntington Beach, CA 92649 1445 Commerce Avenue Tel (714) 841-3582 Brookfield, WI 53045 Fax (800) 877-7202 Tel (262) 784-6730 (800) 776-6170 Fax (262) 784-9096 Dear customers, Highest productivity, excellent economic efficiency and optimum machining results are the principles to which we steer our products and services towards. At Guhring this is achieved with great success by more than of 5,000 employees world-wide. Their objective is customer satisfaction and this makes Guhring the leading world wide manufacturer of rotary cutting tools. YOU BENEFIT IN MANY WAYS: Pooled expertise With Guhring tools you can rely on the tool material, the geometry and the coating – the essential parameters for the efficiency of a precision tool – to be perfectly coordinated. Our own carbide production, our own machine and equipment construction, our own coating technology as well as our own development departments ensure we maintain technological leadership in rotary cutting tools. Within the framework of our special tool production we develop optimized tools with an excellent price-performance-ratio for our customers. 2 Connecticut Reconditioning Facility Michigan Manufacturing and Reconditioning Facility 121 W Dudley Town Rd. 29550 W.K. Smith Rd. Suite B Bloomfield, CT 06002 New Hudson, MI 48165 Tel (860) 216-5948 Tel (248) 486-3783 Fax (860) 519-5819 Fax (248) 486-0046 Trend-setting innovations In excess of 600 granted patents world-wide are proof of our capability for innovation.