High-Performance Solid Carbide End Mill Catalog
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Milling & Drilling Machine Operating Manual
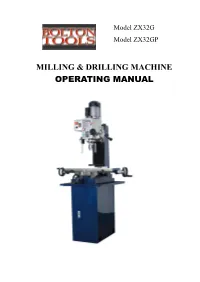
Model ZX32G Model ZX32GP MILLING & DRILLING MACHINE OPERATING MANUAL Please read this manual carefully before using your machine. 1. SPECIFICATION Model Specification Max. Drilling capacity 1 1/4" Max. Face milling capacity 2 1/2" Max. End milling capacity 13/16" Swivel angle of head-stock at perpendicular direction ±90° Swivel angle of head-stock at level direction 360° Spindle travel 3 3/8" Max. Distance between spindle nose and table 17 5/16" Distance between spindle axis and surface of column7 3/8" Spindle taper MT3 50Hz 95、180、270、500、930、1420 r/min Spindle speed (1400r/min motor) 60Hz 115、220、320、600、1120、1700 r/min T-solt Forward and backward travel of table 5 1/2" Left and right travel of table 16 1/8" Table size 27 9/16" x 7 1/16" Motor 0.75KW Net weight 232kg Milling cutter holder Ø63 Vice 90mm Special accessories end mill cutter 2-20mm drill 1-20mm machine stand Double-head wrench 19mm×22mm 1pc Allen wrench 5mm,6mm 1pc each Screw driver(-) 150mm 1pc Drill stock MT3 1pc Standard accessories Drill chuck 1-13mm 1pc Wedge Drawbar 1pc Drawbar washer 1pc 1 No. Description No. Description 1 bolt 11 Scale 2 Head handle 12 Adjustable lock screw 3 nut 13 Longitudinal table feed handle wheel 4 Combined switch 14 Micro feed handle wheel 5 Speed handle 15 Operate bar 6 Gauge bar 16 Head body 7 Plexiglass protective cover 17 Oil filler plug 8 Longitudinal table feed handle wheel 18 To raise and lower body 9 Stop block 19 Arbor bolt cover 10 Cross table feed handle wheel 20 Column 2.USES AND FEATURES 2.1This machine has several functions: milling, drilling, boring, grinding, working face and tapping etc. -
Synthesis and Characterisation of Carbide Derived Carbons
Synthesis and Characterisation of Carbide Derived Carbons Sigita Urbonaite Department of Physical, Inorganic and Structural Chemistry Stockholm University 2008 Doctoral Thesis 2008 Department of Physical, Inorganic and Structural Chemistry Stockholm University Cover: Some artefacts found during TEM investigation of CDCs. Faculty opponent: Prof. Rik Brydson Department of Nanoscale Materials Characterisation Institute for Materials Research University of Leeds, UK Evaluation committee: Prof. Bertil Sundqvist, Nanofysik och material, UmU Prof. Margareta Sundberg, Strukturkemi, SU Prof. Kristina Edström, Strukturkemi, UU Docent Lioubov Belova, Teknisk materialfysik, KTH © Sigita Urbonaite, Stockholm 2008 ISBN 978-91-7155-589-2 pp. 1-82. Printed in Sweden by US-AB, Stockholm 2008 Distributor: FOOS/Structurkemi ii ABSTRACT Carbide derived carbons (CDCs) have been synthesised through chlorina- tion of VC, TiC, WC, TaC, NbC, HfC and ZrC at different temperatures. The aim of the investigation was to systematically study changes of struc- tural and adsorption properties depending on the synthesis conditions. CDCs were characterised using nitrogen and carbon dioxide adsorption, Raman spectroscopy, scanning electron microscopy, transmission electron micros- copy, and electron energy loss spectroscopy. The studies revealed the CDCs structures to range from amorphous to ordered, from microporous to mesoporous. It was found that structural ordering and porosity can be modi- fied by: i) synthesis temperature, ii) precursor, iii) density and volume of precursor, iv) catalysts, v) incorporation of nitrogen in to carbide structure, and CDCs can be tuned up to the demanded quality. They also exhibited a high potential for methane storage. iii iv LIST OF PUBLICATIONS Paper I. Porosity development along the synthesis of carbons from metal carbides S. -

A Fully Symmetrical High Performance Modular Milling Cutter
S S symmetry Article A Fully Symmetrical High Performance Modular Milling Cutter Mircea-Viorel Dragoi *, Dorin Mircea Rosca, Milena Flavia Folea and Gheorghe Oancea * Department of Manufacturing Engineering, Transilvania University of Brasov, B-dul Eroilor 29, 500036 Bras, ov, Romania; [email protected] (D.M.R.); [email protected] (M.F.F.) * Correspondence: [email protected] (M.-V.D.); [email protected] (G.O.) Abstract: Milling cutters belong to a widely used category of cutting tools. In this category, modular milling cutters are a narrow niche, less studied, and developed. Usually, they are symmetrical cutting tools. A milling cutting tool that can be reconfigured due to its modularity and still keeps its symmetry becomes more interesting and useful for machining. The paper presents such a new concept in a computer aided design (CAD) model of a cutting tool based on some novel features. The tool itself is designed as a modular complex. The way the torque is transmitted from the shaft to the elementary cutters is an original one, as they are joined together based on a profiled assembling. The profile is one formed of filleted circular sectors and segments. The reaming of the elementary cutters has two sections each of them assuming a task: transmitting the torque, and precisely centring, respectively. The cooling system, which is a component of the tool, provides the cutting area with coolant both on the front and side face of the cutting tool. Some nozzles placed around the cutting tool send jets or curtains of coolant towards the side surface of the cutter, instead of parallel, as some existing solutions do. -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -

Dynamics and Stability of Resonant Rings in Galaxies B
Astronomy Reports, Vol. 44, No. 5, 2000, pp. 279–285. Translated from Astronomicheskiœ Zhurnal, Vol. 77, No. 5, 2000, pp. 323–330. Original Russian Text Copyright © 2000 by Kondrat’ev. Dynamics and Stability of Resonant Rings in Galaxies B. P. Kondrat’ev Udmurt State University, Krasnoarmeœskaya ul. 71, Izhevsk, 426034 Russia Received December 24, 1998 Abstract—We have developed a model for a spheroidal, ring-shaped galaxy. The stars move in a ring with an elliptical cross section at the 1 : 1 frequency resonance. The shape of the cross section of the equilibrium ring depends on the oblateness of the galaxy itself, so that the ellipse of the ring cross section is radially extended when the oblateness of the galaxy is small. If the oblateness of galaxy exceeds some critical value, the ellipse cross section is extended along the Ox3 axis. The shape of the ring cross section is circular for a galaxy with critical eccentricity. The stability of the ring over a wide range of perturbations is studied. A fundamental bicu- bic dispersion equation for the frequencies of small oscillations of a perturbed ring is derived. Application of the model to the ring galaxy NGC 7020 shows that its ring cross section should be approximately circular. Anal- ysis of the dispersion equation demonstrates that stellar orbits in the arm are unstable (but the instability incre- ment is small). We conclude that stars in the ring of this galaxy should drift from the 1 : 1 resonance, and the ring itself should evolve. © 2000 MAIK “Nauka/Interperiodica”. 1. INTRODUCTION appearance of various commensurability ratios. -

Characterization of Actinide Physics Specimens for the US/UK Joint
Kgmg^tK)HiitV HMWU-HUBM- DISCLAIMER That report was preputd as u accoaat of mk spoasored by an ageacy of the Uaiied Stela Cuiiiaawal Neither the La-ted State* Cuiuaatat act aay ai;cacy thtttof. aor aay of their aaptoyees. nokei may wwtaaty. esarcai or •npfied, or anatt aay le^ hal^ or nspoasi- batty lor the accaracy. ooatpfeieaeB, or asefalaeai of aay ialbrBMrtW, •ppertta*. prorJoct, or L or repteaeab that its aae woakf aot iafnagc privately owaad rjgHs. Rcfcr- ; here* to *ay specific conaacrcial prodact. proem, or service by trade i ORNL-5986 r, or otherwise does aot aeccanriiy constitate or booty it* i Dist. Category , or favoriag by the (Anted State* GovcmnKat or aay ageacy thereof. The view of aathors ezprcsaed harm do aot aeceMariy state or reflect those of the UC-79d Uahcd Sutes Govcrnaieat or aay ageacy thereof. Contract No. W-7405-eng-26 ORIIL-- 5986 DE84 002266 CHARACTERIZATION OF ACTINIDE PHYSICS SPECIMENS FOR THEJJS/UK JOINT EXPERIMENT IN THE JJOUNREAY PROTOTYPE FAST REACTOR Analytical Chemistry Division: R. L. Walker J. L. Botts J. H. Cooper Operations Division: H. L. Adair Chemical Technology Division: J. E. Bigelow Physics Division: S. Raman Date Published: October 1983 This Work Sponsored by U. S. Department of Energy Office of Breeder Technology Projects OAK RIDGE NATIONAL LABORATORY Oak Ridge, Tennessee 37830 operated by UNION CARBIDE CORPORATION for the DEPARTMENT OF ENERGY *rr TABLE OF CONTENTS Page LIST OF TABLES v LIST OF FIGURES vii ABSTRACT ix I. INTRODUCTION 1 II. PHYSICS SPECIMEN CHARACTERIZATION 5 A. Selection of Actinide Materials 5 B. -

February-March 2017
FROM THE QUARTERDECK FEBRUARY / MARCH 2017 THE COURSE IS SET... The process of modernizing our Jackson Creek waterfront is underway. Two committees have been formed: one We’ve been busy. Yes, really busy. to make financing recommendations for the East Dock While the winter months for most are replacement, and a second to supervise the eventual a break in sailing activities, Board construction. Steve Quiriconi and Ted Bennett are the members and many other volunteers chairs of these two committees. At its January 2017 have been planning for the season meeting, the Board approved a budget of up to $5,000 ahead. Here is an update on what’s for engineering and permitting. Even if construction in the works: does not move forward this year, the engineering and permitting work will be useful in the future. First and foremost, I am happy to announce that in late December the Long-Range Planning Committee and the Meanwhile, dredging of Jackson Creek is underway and Flag Officers concluded the search process and hired expected to conclude in several months, depending on a new General Manager. Brian Ankrom, who resides in the weather. This much-needed maintenance is intended White Stone with his wife and children, arrived on the to increase the depth and width of the channel, providing job on January 2nd ready to dive in and become part peace of mind for our larger boat owners and eliminating of FBYC. His educational and professional background in excuses for frequent bottom bumps! Various Jackson recreation and project management bring valuable skills Creek bulkhead repairs, most notably near Fannie’s to the tasks ahead. -

Ceramic Carbides: the Tough Guys of the Materials World
Ceramic Carbides: The Tough Guys of the Materials World by Paul Everitt and Ian Doggett, Technical Specialists, Goodfellow Ceramic and Glass Division c/o Goodfellow Corporation, Coraopolis, Pa. Silicon carbide (SiC) and boron carbide (B4C) are among the world’s hardest known materials and are used in a variety of demanding industrial applications, from blasting-equipment nozzles to space-based mirrors. But there is more to these “tough guys” of the materials world than hardness alone—these two ceramic carbides have a profile of properties that are valued in a wide range of applications and are worthy of consideration for new research and product design projects. Silicon Carbide Use of this high-density, high-strength material has evolved from mainly high-temperature applications to a host of engineering applications. Silicon carbide is characterized by: • High thermal conductivity • Low thermal expansion coefficient • Outstanding thermal shock resistance • Extreme hardness FIGURE 1: • Semiconductor properties Typical properties of silicon carbide • A refractive index greater than diamond (hot-pressed sheet) Chemical Resistance Although many people are familiar with the Acids, concentrated Good Acids, dilute Good general attributes of this advanced ceramic Alkalis Good-Poor (see Figure 1), an important and frequently Halogens Good-Poor overlooked consideration is that the properties Metals Fair of silicon carbide can be altered by varying the Electrical Properties final compaction method. These alterations can Dielectric constant 40 provide knowledgeable engineers with small Volume resistivity at 25°C (Ohm-cm) 103-105 adjustments in performance that can potentially make a significant difference in the functionality Mechanical Properties of a finished component. -

Multidisciplinary Design Project Engineering Dictionary Version 0.0.2
Multidisciplinary Design Project Engineering Dictionary Version 0.0.2 February 15, 2006 . DRAFT Cambridge-MIT Institute Multidisciplinary Design Project This Dictionary/Glossary of Engineering terms has been compiled to compliment the work developed as part of the Multi-disciplinary Design Project (MDP), which is a programme to develop teaching material and kits to aid the running of mechtronics projects in Universities and Schools. The project is being carried out with support from the Cambridge-MIT Institute undergraduate teaching programe. For more information about the project please visit the MDP website at http://www-mdp.eng.cam.ac.uk or contact Dr. Peter Long Prof. Alex Slocum Cambridge University Engineering Department Massachusetts Institute of Technology Trumpington Street, 77 Massachusetts Ave. Cambridge. Cambridge MA 02139-4307 CB2 1PZ. USA e-mail: [email protected] e-mail: [email protected] tel: +44 (0) 1223 332779 tel: +1 617 253 0012 For information about the CMI initiative please see Cambridge-MIT Institute website :- http://www.cambridge-mit.org CMI CMI, University of Cambridge Massachusetts Institute of Technology 10 Miller’s Yard, 77 Massachusetts Ave. Mill Lane, Cambridge MA 02139-4307 Cambridge. CB2 1RQ. USA tel: +44 (0) 1223 327207 tel. +1 617 253 7732 fax: +44 (0) 1223 765891 fax. +1 617 258 8539 . DRAFT 2 CMI-MDP Programme 1 Introduction This dictionary/glossary has not been developed as a definative work but as a useful reference book for engi- neering students to search when looking for the meaning of a word/phrase. It has been compiled from a number of existing glossaries together with a number of local additions. -

Ring-Bending Machines
THE CHRONICLE OF THE COMPANY 1965 Foundation of the company as an one-man-business, trading of gates, metal doors and door frames, window bars and grills. Glaser headquarter is still at Kleestadt, near Groß-Umstadt. First exhibitions in Erbach, Groß-Umstadt and Frankfurt. 1971 Company moves to Groß-Umstadt; building of the first storage- and production hall "Am Brüchelsteg" Extension of the production line: windows, doors, benches and fences made out of plastic, wrought iron works and wrought-iron machines. Automatic Machines 1976 Achieving of the Master Craftsman's Diploma of the Handwerkskammer Darmstadt. 1977 Opening up the second production hall. Extension of teh production line for wrought-iron articles 1982 For the first time GLASER is represented at the International Handwerkermesse München and the Hannover Fair. First pioneering success, mostly in the construction of machinery 1986 Buildingof the fourth factory hall for the production of machines and tools. Achieving the license to train in wrought-iron crafts and constructing of tools and machines. Export business is extended. Attachments for GDM 1990 Demolition of the first factory hall and putting up the new exhibition and administration building. GLASER's 25th anniversary on 8th December 1990 1992 Opening up a new establishment at Bamberg (Bavaria) of 2.000 square meters for the production of wrought-iron articles. 1995 Erection of the fifth hall of 3.000 m² with the most modern bending centre and facilities for stainless Automatic Scroll Benders Scroll steel- and CAD trainings as well as production of machinery and tools. 1997 Wining award »Staatspreis der Bayerischen Staatsregierung« and the »Bundespreis für hervorragende innovative Leistungen für das Handwerk« . -

The Formation and Reactivity of I BORON CARBIDE and Related
University of Plymouth PEARL https://pearl.plymouth.ac.uk 04 University of Plymouth Research Theses 01 Research Theses Main Collection 1970 The Formation and Reactivity of BORON CARBIDE and related materials JONES, JAMES ALFRED http://hdl.handle.net/10026.1/1880 University of Plymouth All content in PEARL is protected by copyright law. Author manuscripts are made available in accordance with publisher policies. Please cite only the published version using the details provided on the item record or document. In the absence of an open licence (e.g. Creative Commons), permissions for further reuse of content should be sought from the publisher or author. The Formation and Reactivity of I BORON CARBIDE and related materials A Thesis presented for the Research Degree of DOCTOR OF PHILOSOPHY of the COUNCIL FOR NATIONAL ACADEMIC AWARDS London by JAMES ALFRED JONES Department of Chemistry Plymouth Polytechnic Plymouth, Devon- February^ 1970o F'.V flCCH. i'iC. 1 CLASS, T Shi LJl JoH 13' ABSTRACT 1 The formation of boron carbide, (CBC)*B^^0*^(3^0 is re• viewed with special reference to newer production methods and fabrication techniques. Its crystal structure and the nature of its bonding are discussed in relation to those of other borides and carbides. Information so far available on the sintering of this material is summarised in relation to its reactivity. Sintering into monolithic compoaentBcan only be achieved by hot pressing at pressures between 200 and 300 Kgcm'^ and at temperatures above 2000°C preferably at about 2,300^0 for the most rapid achievement of theoretical density, i.e. -

Study Unit Toolholding Systems You’Ve Studied the Process of Machining and the Various Types of Machine Tools That Are Used in Manufacturing
Study Unit Toolholding Systems You’ve studied the process of machining and the various types of machine tools that are used in manufacturing. In this unit, you’ll take a closer look at the interface between the machine tools and the work piece: the toolholder and cutting tool. In today’s modern manufacturing environ ment, many sophisti- Preview Preview cated machine tools are available, including manual control and computer numerical control, or CNC, machines with spe- cial accessories to aid high-speed machining. Many of these new machine tools are very expensive and have the ability to machine quickly and precisely. However, if a careless deci- sion is made regarding a cutting tool and its toolholder, poor product quality will result no matter how sophisticated the machine. In this unit, you’ll learn some of the fundamental characteristics that most toolholders have in common, and what information is needed to select the proper toolholder. When you complete this study unit, you’ll be able to • Understand the fundamental characteristics of toolhold- ers used in various machine tools • Describe how a toolholder affects the quality of the machining operation • Interpret national standards for tool and toolholder iden- tification systems • Recognize the differences in toolholder tapers and the proper applications for each type of taper • Explain the effects of toolholder concentricity and imbalance • Access information from manufacturers about toolholder selection Remember to regularly check “My Courses” on your student homepage. Your instructor